核苷酸类食品添加剂的生产与应用研究进展
2022-11-29 04:15董长勇于伟厚苟亚夫张欣王笑涵
食品与发酵工业 2022年22期
董长勇,于伟厚,苟亚夫,张欣,王笑涵
(大连双迪科技股份有限公司,辽宁 大连,116635)
核苷酸是生命体内的基本分子,是DNA、RNA的组成单位,对于糖基化、细胞生长和能量代谢等各种生物功能必不可少[1]。核苷酸由戊糖、含氮碱基和磷酸基团组成。根据戊糖的种类,核苷酸可分为核糖核苷酸和脱氧核糖核苷酸;根据碱基的不同,5′-核苷单磷酸(nucleoside monophosphate,NMP)又可分为腺嘌呤核苷酸(adenosine monophosphate,AMP)、鸟嘌呤核苷酸(guanosine monophosphate,GMP)、胞嘧啶核苷酸(cytidine monophosphate,CMP)、尿嘧啶核苷酸(uridine monophosphate,UMP)和次黄嘌呤核苷酸(inosine monophosphate,IMP),化学结构式如图1所示。
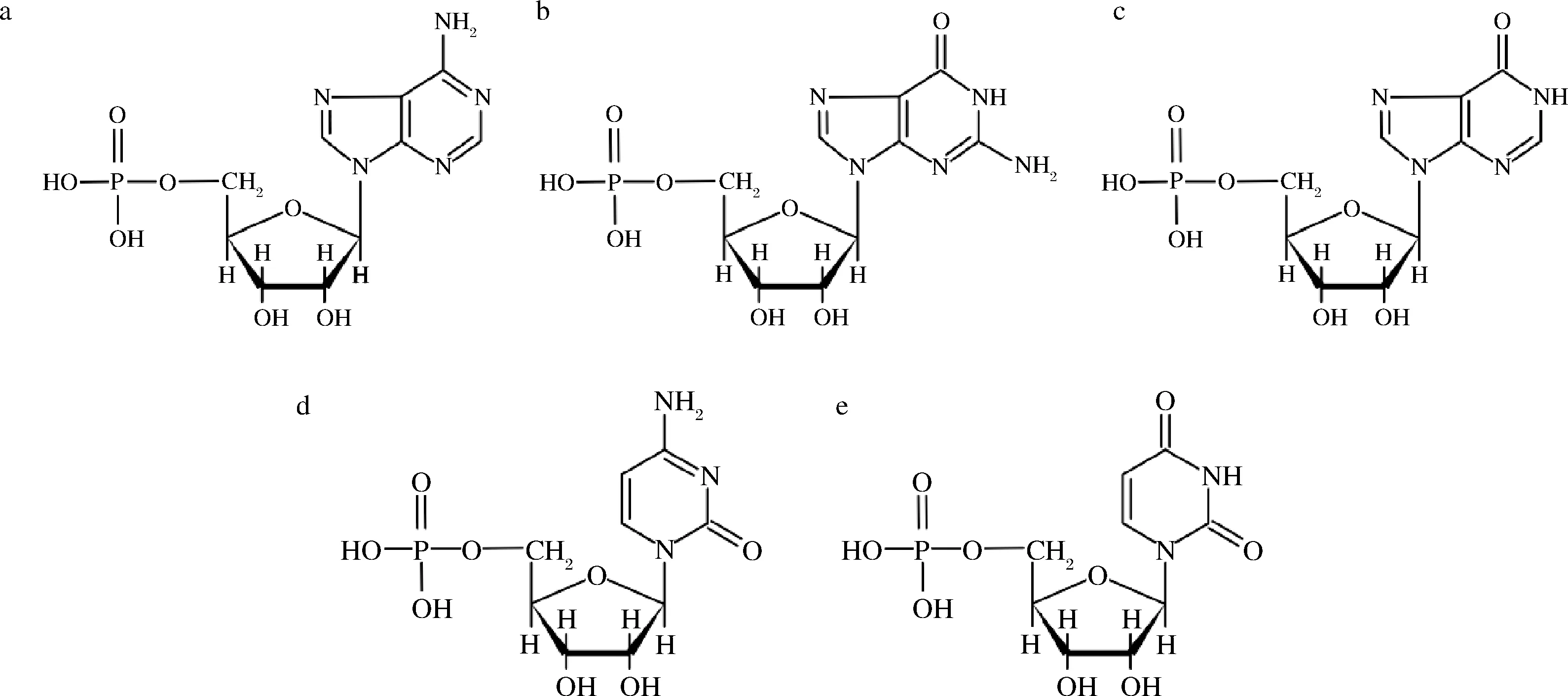
a-5′-腺嘌呤核苷酸(5′-AMP);b-5′-鸟嘌呤核苷酸(5′-GMP);c-5′-次黄嘌呤核苷酸(5′-IMP);d-5′-胞嘧啶核苷酸(5′-CMP);e-5′-尿嘧啶核苷酸(5′-UMP)图1 5′-核苷酸化学结构式Fig.1 Chemical structure formula of 5′-nucleotides
核苷酸可作为添加剂广泛应用于食品工业,从菌菇到牛羊,从鸡汤到海鲜,天然5′-核苷酸成分是其鲜味的主要来源。牛肉中的鲜味成分除谷氨酸(glutamic acid,Glu)、天冬氨酸(aspartic acid,Asp)外主要是5′-IMP和5′-GMP;鸡汤中的主要鲜味成分为5′-IMP 和氯化物,且炖制过程中含量显著增加;沙蟹汁发酵过程中5′-GMP含量显著上升,并与氨基酸起协同增鲜作用[2-4]。因此,5′-GMP和5′-IMP常用于调味品和汤汁原料。此外,核苷酸也作为条件性必需营养成分应用于功能性食品、婴儿配方食品和保健食品中。
消费者对于食品的口味和营养愈发重视,优化产能、提升质量是核苷酸产业的发展趋势。目前,5′-IMP和5′-GMP已经实现工业化生产,并发展了多种工艺,主要策略包括提取、合成和发酵等。同时,核苷酸质量关乎食品安全,有效的分析检测手段是添加剂生产的迫切需要。本综述总结了核苷酸食品添加剂领域近年来取得的研究进展,对生产加工、质量检测、开发应用等方面进行了总结,并展望了未来前景。
1 核苷酸的生产方法
真核生物的细胞核是核酸的主要聚集地,因此大量提取核苷酸成分,首先要进行细胞破壁处理[5]。核苷单磷酸的体外制备策略主要包括化学合成、酶水解、发酵和酶催化等,其中发酵法和酶解法是GB 1886.170—2016 《食品安全国家标准 食品添加剂5′-鸟苷酸二钠》规定的5′-核苷酸生产方法,有效的合成方法进一步推动了工业应用。
1.1 酶催化法
在细胞内,核苷激酶催化相应核苷底物合成核苷单磷酸[6]。在体外,制备天然或修饰NMP的酶催化法也已建立:核苷激酶释放三磷酸腺苷的高能磷酸基团并定向转移至核苷,反应式为:ATP+核苷→5′-核苷酸+ADP。然而该过程需不断耗能,微生物的培养难以跟进,限制了其生产应用。除各类激酶外,生产5′-核苷酸的酶还包括核糖磷酸转移酶、5′-核苷酸酶及酸性磷酸酶。
微生物或植物源核糖磷酸转移酶(EC 2.7.1.77)是核苷5′-单磷酸化的首选,反应式为AMP+焦磷酸→腺苷+5′-磷酸核糖-1-焦磷酸。GUDIO等[7]采用双酶法合成了5′-核苷单磷酸:来自纺锤链霉菌(Streptomycesnetropsis)的磷脂酶D先将磷脂酰残基转移至核苷的5′-OH上,得到核苷5′-单磷酸酯,再由蜡样芽孢杆菌(Bacilluscereus)磷脂酶C将其水解,获得相应5′-核苷酸。这类酶具有广泛特异性,特别是对5′-OH基团反应具有区域选择性,因此合成可在温和条件下进行,且易实现产物分离,这是酶催化法的主要优势[8]。
5′-核苷酸酶(EC 3.1.3.5 )催化5′-核苷酸水解去磷酸化为核苷和磷酸盐的,反应式为:5′-核苷酸+H2O→核苷+磷酸。酸性磷酸酶(EC 3.1.3.2)兼具磷酸转移酶和5′-核苷酸酶活性,可分为特异性和非特异性两类,后者对于多种磷酸化合物具有广泛的水解活性,且不需消耗ATP,这为核苷酸的生产提供了新路径[9]。
1.2 酶解法
酶解法具有效率高、杂质少和产量佳的特点,是5′-核苷酸的主要工业来源。核酸酶家族(EC 3.1.30.1包括核酸酶P1和核酸酶S1)已长期应用于食品工业生产。其中核酸酶P1可将单链RNA或DNA切割成5′-单核苷酸,主要应用于酵母核苷酸的提取(工艺流程见图2)[10]。CHEN等[11]从桔青霉(Peni-cilliumcitrinum)中克隆核酸酶P1基因(nucP1)并在黑曲霉(Aspergillusniger)中表达,结果显示,该酶可有效将酵母RNA水解成5′-核苷酸,质量浓度最高可达15.12 mg/mL。
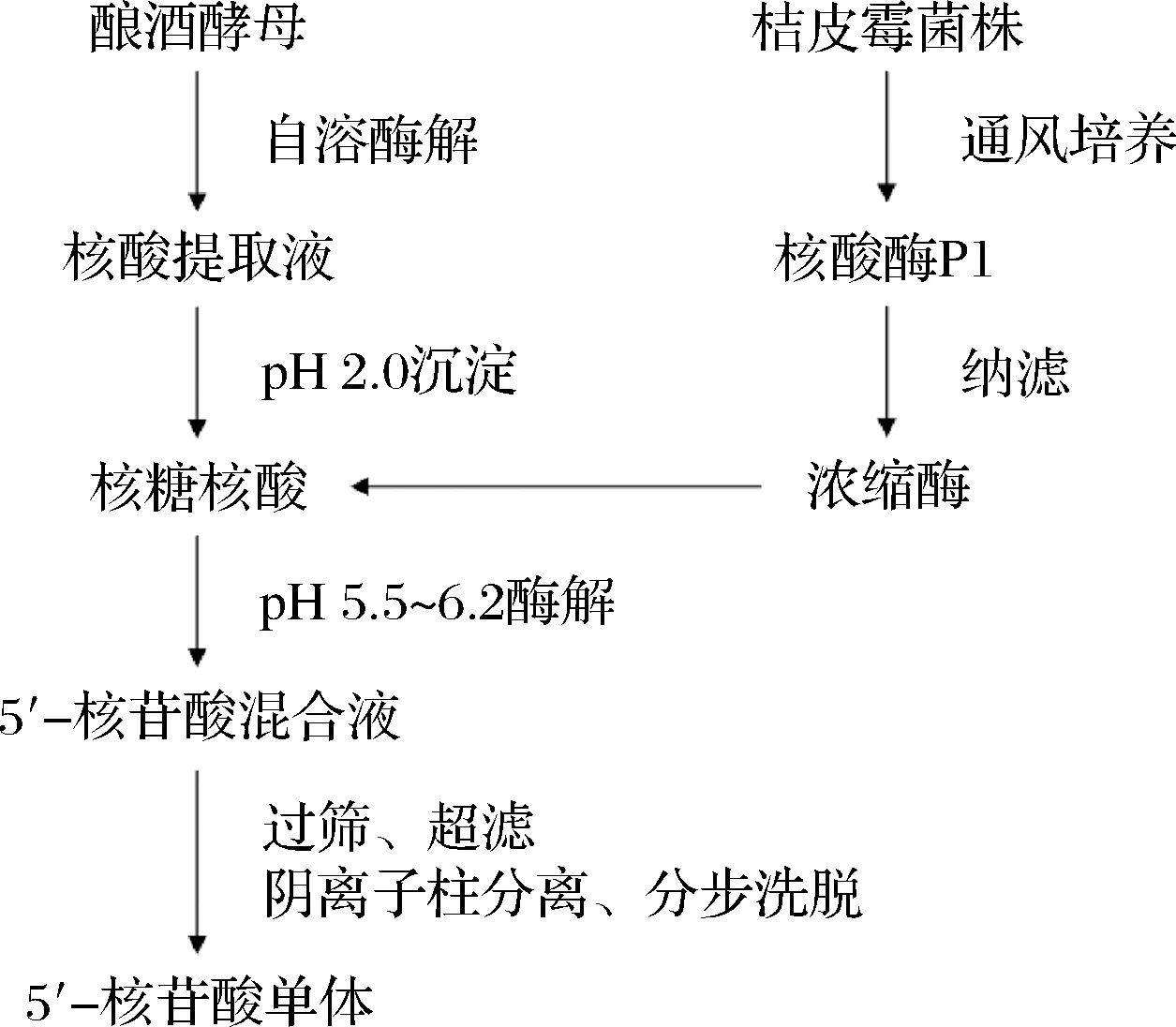
图2 酶解法生产酵母5′-核苷酸工艺流程Fig.2 Enzymatic hydrolysis process for the production of yeast 5′-nucleotides
此外,5′-磷酸二酯酶(5′-phosphodiesterase,5′-PDE)也可以水解RNA生产5′-核苷酸,还能提升工业废料的产品附加值。BENAIGES等[12]将啤酒酵母RNA经来自大麦根茎废料的5′-PDE水解后,获得了良好的5′-核糖核苷酸产量。PUI等[13]对小豆(Vignaangularis)中富含的5′-PDE进行了表征,发现其最适pH值为8.5,最适温度为80 ℃,且在60 ℃时活性更稳定。此外,菌体自溶也属酶解法,该方法利用自身5′-PDE生成5′-单核苷酸,然后从细胞内渗出,适用于酵母核糖核苷酸的生产。在生物医药领域,生物酶制造获得的高纯度脱氧核苷酸,可制成多组分的药物原料,还可用作基因工程试剂。目前,酶解法在生物酶提取分离工艺、固态发酵工艺、多酶耦合水解技术及酶解专用性等方面还有很多创新空间。
1.3 微生物发酵法
发酵法利用微生物合成途径,通过理化手段处理原始菌株,改变其代谢状态或遗传信息以生产特定核苷。目前,直接发酵法仍局限于IMP和GMP的生产,所用菌株包括大肠杆菌(Escherichiacoli)、短小芽孢杆菌(Bacilluspumilus)、酿酒酵母(Saccharomycescerevisiae)、枯草芽孢杆菌(Bacillussubtilis)等,其中枯草芽孢杆菌由于具有高效单磷酸降解酶系,且培养周期短、产量高,最为常用[14]。然而,直接发酵生产的核苷酸不在胞内积累,不易回收,且易受微生物代谢过程和细胞学特性制约,不仅要考虑菌种的反馈调节,还要控制菌内的相关酶系,大规模生产存在工艺重现性低、生产周期长、成本难控制和指标难量化等一系列问题[15]。因此工业生产中形成了间接发酵法(发酵转化法):将发酵得到的肌苷或鸟苷经化学法(或酶催化法)磷酸化生成肌苷酸或鸟苷酸。
发酵法的研究主要集中在菌株选育和发酵系统优化两方面。菌株选育通常采取细胞融合与代谢进化相结合的策略。袁红梅[16]对枯草芽孢杆菌BS-0进行常压室温等离子体(atmospheric room temperature plasma,ARTP)、UV-LiCL、硫酸二乙酯(diethyl sulfate,DES)和5-BU等多轮诱变处理,获得高产突变株5-36用于发酵罐放大,优化体系后产腺苷量为23.44 9 g/L,较出发菌株提高29.75%。发酵条件方面的关键控制点包括培养基配比、温度、pH、通风量、发酵时间、补料流加、溶氧量和表面活性剂等。刘晨等[17]通过优化枯草芽孢杆菌变异株的培养基组成及发酵条件(葡萄糖添加量10%、温度36 ℃、时间72 h),鸟苷产量可达10.6 g/L。杨尚彤[18]优化了枯草芽孢杆菌JMUKC2摇瓶发酵培养基配比,肌苷产量提高222%。
1.4 化学合成法
目前,许多天然核苷酸及其衍生物已可通过化学方法合成。该方法以受保护或未受保护的核苷为原料,通过二氯化磷、氨基磷酸酯、磷酸二酯、磷酸三酯、5′-H-磷酸酯等中间体进行合成。其中,二氯化磷中间体的水解最初以水为媒介进行,这会导致过量的氯化磷水解成磷酸,同时释放HCl。后来,为适应酸敏感的核苷酸合成并防止糖苷键断裂,使用pH 7.5的三乙基碳酸氢铵缓冲液代替水并引入分子筛或质子海绵参与反应[19]。
工业生产通常以三氯氧磷为磷酸化试剂,以少量水为媒介,将未受保护的核苷直接磷酸化,进而生成相应的5′-核苷酸,此时5′-肌苷和5′-鸟苷产率分别为91%和90%。李悦[20]采用直接磷酸化法合成5′-AMP,优化工艺条件后,产率可达73.40%。然而当底物酸敏感时,磷酸化前则需要对核苷中的羟基进行保护,去除保护基团时需要给予剧烈条件[21]。目前,磷酸咪唑、磷酸羟基苯并三唑等更为温和可控的磷酸化试剂已应用于化学合成法。
2 核苷酸的分离检测
通过上述方法获得的单核苷酸通常在溶液中同时存在,为得到单一种类的碱基、核苷或核苷酸,需要对混合液进行分离和定量,一般通过色谱和电泳2种方法实现。随着生物技术的发展和分析工具的迭代,更为高效、简洁、环保的方法将应用于核苷酸分析领域。
2.1 高效液相色谱法
高效液相色谱(high-performance liquid chroma- tography,HPLC)是一种用于分离、识别和量化混合物成分的色谱技术[22]。液相色谱法在食品领域应用广泛,是GB 5413.40—2016 《食品安全国家标准 婴幼儿食品和乳品中核苷酸的测定》中规定的核苷酸检测方法:选用C18-T反相色谱柱(250 mm×4.6 mm,5 μm)进行测定,流动相的组成为V(磷酸盐缓冲液)∶V(甲醇)=1 000∶40。TAKAYANAGI等[23]采用高效液相色谱法分别测定了鳀鱼发酵前后总嘌呤和游离嘌呤含量的变化,研究了发酵周期对其含量的影响。
反相高效液相色谱法(reversed phase-high per- formance liquid chromatography,RP-HPLC)具有极高的疏水选择性和较低的极性选择性,适用于非极性核苷的分析。目前,以C18为填料的RP-HPLC已成为同时测定ATP、ADP和AMP的可靠而快速的方法,其分离依据为磷酸化程度的不同,适用于大量核苷酸的分离鉴定和核苷酸浓度的精确定量[24]。超高效液相色谱法(ultra performance liquid chromatography,UPLC)的分辨率和灵敏度较高,近年来得到了越来越多的应用,例如冬虫夏草中核苷和碱基的快速定量[25]。
2.2 离子交换色谱法

2.3 液相色谱串联质谱法
高效液相色谱结合或串联质谱法(liquid chroma- tography-tandem mass spectrometry,LC-MS)整合了LC的高分离能力和MS的高选择性、高灵敏度优点,且能提供分子质量和结构信息,已成为各领域常用的分析方法。GILL等[29]描述了一种可用于分析多种不同基质婴儿配方奶粉中核苷和核苷酸的反向高效液相色谱串联质谱方法:使用C18固定相和乙酸铵-碳酸氢盐缓冲液梯度洗脱,辅以同位素标记定量,加标回收率达80.1%~112.9%。DONG等[30]开发了用于分析鱼类28种核苷酸的亲水相互作用色谱串联质谱法(hydrophilic interaction liquid chromatography- mass spectrometry,HILIC-MS),用于监测冷藏和冷冻储存期间海鲜中核苷酸含量的变化。
2.4 毛细管电泳法
毛细管电泳(capillary electrophoresis,CE)通常分离效率更高,“谱带展宽”现象出现得更少,广泛应用于核苷酸的大小和电荷不均一性表征以及纯度和稳定性检测[31]。BUCSELLA等[32]以GDP-Glc为内标,使用CE结合紫外检测法分离了CHO细胞提取物中结构相似的11个核苷酸和6个核苷酸糖,结果显示,CE分离效率高且对复杂细胞基质不敏感,效果优于HPLC。毛细管区带电泳(capillary zone electrophoresis,CZE)可通过合理控制电压、缓冲液和pH值来提高分离效率。ZHU等[33]发现CZE中硼酸盐缓冲液浓度为60 mmol/L、pH值为9.5、电压为20 kV时测定酿酒酵母中AMP的灵敏度高,检测限为0.76~1.76 mg/L。近年来,随着电化学技术的发展,CE展现出广阔的应用前景。
3 核苷酸类食品添加剂的开发与应用
1960年,日本开启了核苷酸的酶解法工业化生产,到20世纪60年代后期,我国已实现工业化生产[34-35]。80年代末,我国开始研制核酸类保健食品。进入21世纪,新一代调味剂的普及和核酸营养的兴起推动了核酸产业的发展,我国正式将5′-核苷酸列入增味剂和食品营养强化剂名单。
3.1 风味增强剂
食品风味影响消费者的接受程度,5′-核苷酸的增味活性是味精(monosodium glutamate,MSG)的100倍以上,在世界范围内广泛用于风味增强剂。5′-呈味核苷酸二钠是5′-肌苷酸二钠和5′-鸟苷酸二钠经再加工制得的食品添加剂,近年来常见于各类风味食品的配料表中。研究表明,只有位于5′碳端的磷酸基团上的羟基发生水解时,核苷单磷酸才会表现出肉汤的鲜味,而其他碳位上的反应则不产生鲜味,若该羟基被酯化或酰胺化也不产生鲜味。因此5′-核苷酸常以钠盐形式存在,且嘧啶类核苷酸无鲜味。美国食品化学品法典(Ⅷ)、日本食品添加物公定书(第9版)、日本味之素公司、韩国大象集团等均公布了5′-呈味核苷酸二钠的质量规格标准,我国于2011年将5′-呈味核苷酸二钠列为按需适量使用的食品添加剂(GB 2760—2014 《食品安全国家标准 食品添加剂使用标准》)。近年来,我国结合产品实际,先后修订了GB 1886.97—2015 《食品安全国家标准 食品添加剂 5′-肌苷酸二钠》、GB 1886.170—2016 《食品安全国家标准 食品添加剂5′-鸟苷酸二钠》、和GB 1886.171—2016 《食品安全国家标准 食品添加剂 5′-呈味核苷酸二钠(又名呈味核苷酸二钠)》等一系列相关国家标准。
近年来,消费者越来越关注食品安全,配料行业更倾向于使用天然来源的风味增强剂,取代高成本低安全性的纯化学物质。核苷酸类鲜味化合物存在于食用菌、肉、鱼、奶酪和酵母等许多天然食品中。5′-核苷酸、可溶性糖和游离氨基酸等鲜味成分的开发可增加食用菌的副产品价值[36]。HARADA-PADERMO等[37]制备了香菇菇柄5′-核苷酸鲜味化合物,并对其进行喷雾干燥制粒,开发了可用于不同食品基质的新型风味增强剂。
如前所述,鲜味效应可通过添加物和天然鲜味物质联合放大。肉制品中除内源性鲜味化合物外,还包括蛋白质、脂肪和碳水化合物等非挥发性物质。加工过程中,这些化合物通过美拉德反应、脂质自氧化及硫胺素降解等形成特殊的风味品质[38]。贾茜[39]利用金华火腿边料制备了5′-核苷酸含量高达1.24 mg/100g的骨酶解液,开发了金华火腿骨美拉德天然香精。此外,5′-AMP还是一种肉类嫰化剂,可通过促进肌原纤维碎裂和蛋白结构改变来实现鸡胸肉嫩化,同时转化为5′-IMP增强鲜味[40]。
与食用菌和肉类相比,酵母(核苷酸含量达8%~10%)的经济性使其成为5′-核苷酸产品开发的首选。酵母抽提物(yeast extract,YE),是一类利用食品加工用酵母(如面用酵母、酒用酵母)制成的天然调味料,常以液浆状、黏稠膏状、粉末等形式出现。YE的风味取决于制造方法的差异以及核苷酸同其他非挥发性物质的微妙平衡。通过控制生产过程,可获得鸡汤、肉类、奶酪、蘑菇等不同风味的YE。
低盐是食品调味料的开发趋势,5′-核苷酸除鲜味外还表现出轻微咸味,可作为替代物用于降低食品中的钠含量[41]。例如,香菇增味剂可在不损害感官品质的同时增强NaCl减半配方牛肉汉堡的盐度感知[42]。
3.2 营养强化剂
核苷酸在几乎所有生物过程中都是不可或缺的,对于健康个体而言,可根据代谢的需要自行产生并回收,但在疾病恢复或免疫系统损伤的情况下,从食物中补充膳食核苷则是有需求的。随着营养作用的开发和重视程度的提升,核苷酸由最初的食品助鲜剂发展成为具有提高免疫功能的营养强化剂,在婴幼儿配方食品及特殊食品中广泛应用。
3.2.1 婴幼儿配方乳粉
作为婴儿营养的黄金标准,母乳可提供多种免疫保护和免疫成熟因子,其中核苷酸是研究最多的成分之一。母乳中含有UMP、CMP、AMP、GMP、IMP等多种核苷酸,这些核苷酸可以促进婴幼儿肠道细胞的生长、发育和修复,甚至在提高记忆力、促进体格生长等方面发挥积极作用,在快速生长、免疫抑制、蛋白质摄入减少和肠道损伤期间,婴儿会增加对核酸合成的需求[43]。因此,许多国家提倡在婴幼儿配方乳粉的牛(羊)乳基质中添加微量核苷酸功能成分,力求与人乳相近。
欧盟2006/141/EC建议婴儿配方乳粉中核苷酸的最大添加量为5′-CMP 2.5 mg/100kcal、5′-UMP 1.75 mg/100kcal、5′-AMP 1.5 mg/100kcal、5′-GMP 0.5 mg/100kcal、5′-IMP 1.0 mg/100kcal,核苷酸总量5 mg/100kcal。我国实行婴幼儿配方乳粉配方注册制度,产品的生产和营养添加受严格监管。GB 14880—2012 《食品安全国家标准 食品营养强化剂使用标准》中规定,婴配粉中添加的核苷酸作为可选择性成分可以5′-CMP、5′-UMP、5′-AMP、5′-肌苷酸二钠、5′-鸟苷酸二钠、5′-尿苷酸二钠和5′-胞苷酸二钠等7种形式存在,使用量是0.12~0.58 g/kg(以核苷酸总量计),未规定每种核苷酸的具体限量。
3.2.2 保健食品与功能食品
“药补不如食补”,饮食与健康息息相关。现代研究表明,含生物活性物质的功能性食品和天然保健食品在促进健康和预防疾病方面具有功效。药理学研究认为,膳食核苷酸可通过嘌呤能或嘧啶受体参与调节多种生理过程,对免疫调节、抗感染、促进生长发育、维持肝功能、改善记忆、促进小肠发育及脂质代谢等方面存在有益影响[44]。在某些临床条件下,特别是当肠粘膜、骨髓造血细胞和大脑等组织从头合成能力有限、内源性核苷供应不足时,外源性核苷酸作为补救途径便具有重要意义[45-46]。
将核酸类物质(DNA或RNA)单独或与其他营养成分配合制成保健食品或功能性食品,有利于通过外源性补充方式提高免疫,2005年原国家食药监局制定的《核酸类保健食品申报与审评规定(试行)》进一步保障了这类保健食品的食用安全性。目前许多核酸类保健食品经动物实验评价显示具有增强免疫功能,如双迪®核苷酸海洋鱼肉低聚肽胶囊(国食健注G20100168)、同济世纪牌核苷酸蜂胶葛根胶囊(国食健注G20070411)等,这类保健食品的面市标志着保健食品行业朝着全营养型目标迈进。
除以单体形式添加外,核苷酸还可通过食物带入。酵母作为食品配料,是膳食核酸的丰富来源,核酸类物质与酵母中其他营养成分(如多肽、氨基酸、β-葡聚糖和B族维生素)起到复合增健作用。例如,珍奥生物公司开发的高核苷酸酵母水解物,具有较高的抗氧化和抗炎功能[47-48]。中药成分地龙富含腺嘌呤、鸟嘌呤、次黄嘌呤等核苷类化合物,近年来常用于功能性食品。此外,以核苷酸为基础的衍生物,如环核苷酸、β-烟酰胺单核苷酸(micotinamide mononucleotide,NMN)、β-烟酰胺腺嘌呤二核苷酸(nicotinamide adenine dinucleotide,NAD)等新型保健成分,也在引起人们关注。
3.2.3 特殊医学用途配方食品
特殊医学用途配方食品(foods for special medical purpose,FSMP)是为了满足进食受限、消化吸收障碍、代谢紊乱或特定疾病状态人群对营养素或膳食的特殊需要,专门加工配制而成的配方食品。FSMP最初以特殊医学用途婴儿配方食品的形式出现,以满足0~6月龄特殊医学状况婴儿的生长发育需求。一项针对国内市场中29个特殊医用婴儿配方食品的调研显示,在无乳糖配方、乳蛋白水解或氨基酸配方及早产/低出生体重婴儿配方中,添加核苷酸的产品数分别占相应产品总数的83%、75%和100%[49]。GB 29922—2013 《食品安全国家标准 特殊医学用途配方食品通则》中进一步明确,核苷酸营养强化剂作为可选择性成分,可应用于1~10岁及10岁以上人群适用的全营养配方食品。此外,作为有利于肠道修复的特殊免疫营养成分,核苷酸常被用于术后或重症患者的肠内营养制剂,以有效提高机体免疫能力[50]。随着相关配方的完善及标准的出台,肠内营养可能成为未来核苷酸在特殊医用配方食品领域的应用热点。
4 展望
鲜味由于其可口性受到学术和工业界的广泛关注。随着研究的深入,5′-核苷酸等新型鲜味成分不断被发现,现有加工方法也得以改进。未来核苷酸的生产方法将朝着高效、复合方向发展,鲜味物质的协同作用机理及分离纯化技术将得到进一步研究。近年来,气相色谱、超临界流体色谱(supercritical fluid chromatography,SFC)、液相色谱分别偶联其他检测器等方法得以推广,核苷酸定量检测朝着更复杂的基质深入[51]。
MicroRNA(miRNA)是一类约由20个核苷酸组成的参与基因转录后调控的非编码RNA。与单核苷酸相似,miRNA同样具有潜在的保健功能。例如,乳源性miRNA通过哺乳转移至婴儿后,可靶向调节组织细胞中的基因表达,在免疫系统建立、自身免疫病应对及抗过敏中发挥作用[52]。未来,以miRNA为代表的生物质源单链寡核苷酸添加物有着潜在的研究和应用价值。
目前,富含核苷酸的食用菌或酵母加工制品等已广泛应用于食品、医药、农业及化妆品领域。随着核苷酸重要性的逐渐增加,利用电子舌系统、指纹图谱、分子感官分析、代谢组学等现代科技手段研究核酸成分的味觉参数和营养指数并录入数据库很有必要[53]。目前,人体对外源核酸的需求情况和补充机制仍然未知,相关机制的阐明将有利于应用。今后,在功能生物学评价、营养转化、婴幼儿食品、保健食品及特殊医用食品等方面的探索,将为核酸健康领域带来新成就。
核苷酸产品的生产技术门槛高,具有高聚集度、高附加值的特点,因此技术领先的国内外龙头企业竞争优势明显,占据市场主导。近年来,随着国际竞争环境的改善及国内落后产能的淘汰,我国核苷酸产业结构得到有效调整、市场供需得到极大改善,迎来新一轮发展机遇。目前全球核苷酸市场需求已达万吨级别并稳步增加,这不仅增大了产业规模,也将催生新的技术进步。在未来,围绕从菌株选育到原料剂开发全过程的产业化关键技术集成,将成为核苷酸产业持续高质量发展的关键。
猜你喜欢
临床肝胆病杂志(2022年6期)2022-11-25
世界科学技术-中医药现代化(2022年3期)2022-08-22
中国药业(2022年15期)2022-08-09
肝博士(2022年3期)2022-06-30
美食(2022年4期)2022-04-16
中国调味品(2022年2期)2022-02-25
昆明医科大学学报(2021年2期)2021-03-29
旅游世界(2018年7期)2018-08-07