
预测性维护在煤化工企业中的应用研究
2022-11-23 09:59余智勇
电气传动自动化 2022年6期
余智勇
(神木职业技术学院机电工程系,陕西 神木 719300)
2015年,我国政府制定了“中国制造2025”战略规划,“中国制造2025”是中国制造业在第四次工业革命下的一个重大举措。基于工业基础技术中的核心技术突破,“中国制造2025”主要涵盖物联网与人工智能以及大数据分析等方面[1]。工业互联网通过机器自我学习、人工智能和物联网装置所提供的信息,让人们能够更好地了解系统的运行和维护。当前中小型煤化工企业对于设备的维护还处于修复性维护和预防性维护阶段,对基于工业互联网技术的预测性维护暂时还未提出相关技术应用。本文所提出的预测性维护是基于工业互联网的一种典型应用,对于降低煤化工企业损耗成本以及提升生产效率有着明显优势。本文基于煤化工企业为案例点,提出如何将预测性维护技术应用在企业中并阐述具体实施路径及策略方法。预测性维护运作流程图如图1所示。

图1 预测性维护运作流程图
1 预测性维护技术在国内外的理论研究与设计
预测性维护分析系统以其对数据的实时处理为主要特征。对设备进行虚拟程序划分为多个逻辑区域,建模并将其划分成不同的逻辑单元,每个区域都有自己的特点。在实际使用预测性维护系统时,结合该系统所提供的相应数据与资料,设备维护人员可以据此对生产设备作出评定,分析其性能降低或者失效原因,从而找出设备故障的具体原因。该系统具有多个传感器,能够实时向外部传输数据,并对其进行分析,判断是否存在问题,降低损失。
在国内,预测性维护技术已有相关理论支撑与研究基础。设备监测、数据传输与分析方面,提出基于PROFINET技术对设备故障诊断,并以此数据为基础再经PROFINET历史数据比对与分析,实现设备预测性维护[2],该技术主要应用于汽车生产公司等;基于EHM系统解决了企业设备系统软件不够深度、架构分散等缺陷,融合IT、DT、工业AI等技术,实现设备故障诊断与在线监测等智能化功能[3],满足预测性维护对企业的应用;就物联网技术对城市燃气提出设备监控SCADA系统的设计[4],基于云计算技术对无人零售终端设备提出远程管控系统设计[5],两者在实现智能化系统的同时,对预测性维护进一步提出数据分析与设备状态监测的具体应用。
在国外,主要集中在预测性维护技术的核心算法方面,以ANN为基础,建立了风电场模拟的数学模型。该模型对风电机组的关键零部件进行故障分析,采用失效零件替代正常工况,对风机运行工况、故障工况进行分析,并利用ANN方法对其进行预测;通过使用工艺传感器的数据,对工业企业的阳极生产装置进行实时故障诊断;为了解决齿轮的寿命预测问题,采用加权放大的方法,将注意力机制引入到长、短期记忆神经网络中,使其在一定程度上增大了输入权重和回归权重[6-7]。通过实例分析,证明了此方法的准确性。
2 预测性维护技术在煤化工企业的应用现状
目前煤化工企业设备的维护方法主要有两种,即故障修复和计划修复,故障修复指在发生故障或设备损坏后进行修复。在实际使用过程中,只有出现意外的中断,相应工作人员或者维护人员才会对其进行修复,也就是不定期维护。而计划检修,是按照时间来安排的,对煤化工企业中的设备定期进行检查与修复,分析有无故障,若出现设备故障就需要更换,以免发生更大的问题,影响到整个煤化工的生产效率。目前,在煤化工企业中,这种维护方法被普遍采用,且对生产效率的影响相对较小。
在智能化的今天,大多数的煤化工企业都在向智能化方向发展,但大多对设备进行数据的采集和分析不全面不及时,所以不能对设备进行实时的监测和维护。设备预测性维护分析系统通过其本身的监控软件,对整个煤化工企业的设备进行实时预测与分析,其最大的优势就是可以发现设备的故障,分析原因,从而减少设备的维修和维护费用,提升设备的利用率和生产能力。但是,目前来看,部分煤化工企业在实现设备预测性维护时,多受限于资金、技术与管理方面,使得现有的预测性维护技术难以普及更多的煤化工企业。基于该方面,分别就化工设备硬件、系统以及平台等方面提出有效解决方案,提高预测性维护技术的普遍性。
3 预测性维护系统中设备监测与数据分析的设计应用
本文主要是针对整个嵌入式主板进行系统开发。采用外部设备的扩充,对煤化工企业设备的工作状况进行实时监控。对采集到的数据进行归纳与分析,将其传送至数据服务器并实时显示在终端上。工作人员就可以利用远程设备对煤化工企业设备的生产、操作进度进行实时监测,从而提高企业生产效率。应用于煤化工企业的预测性维护设备监测与数据分析系统主要涵盖硬件和软件两部分,以压缩机监测为例,预测性维护系统设备监测与数据分析图如图2所示。
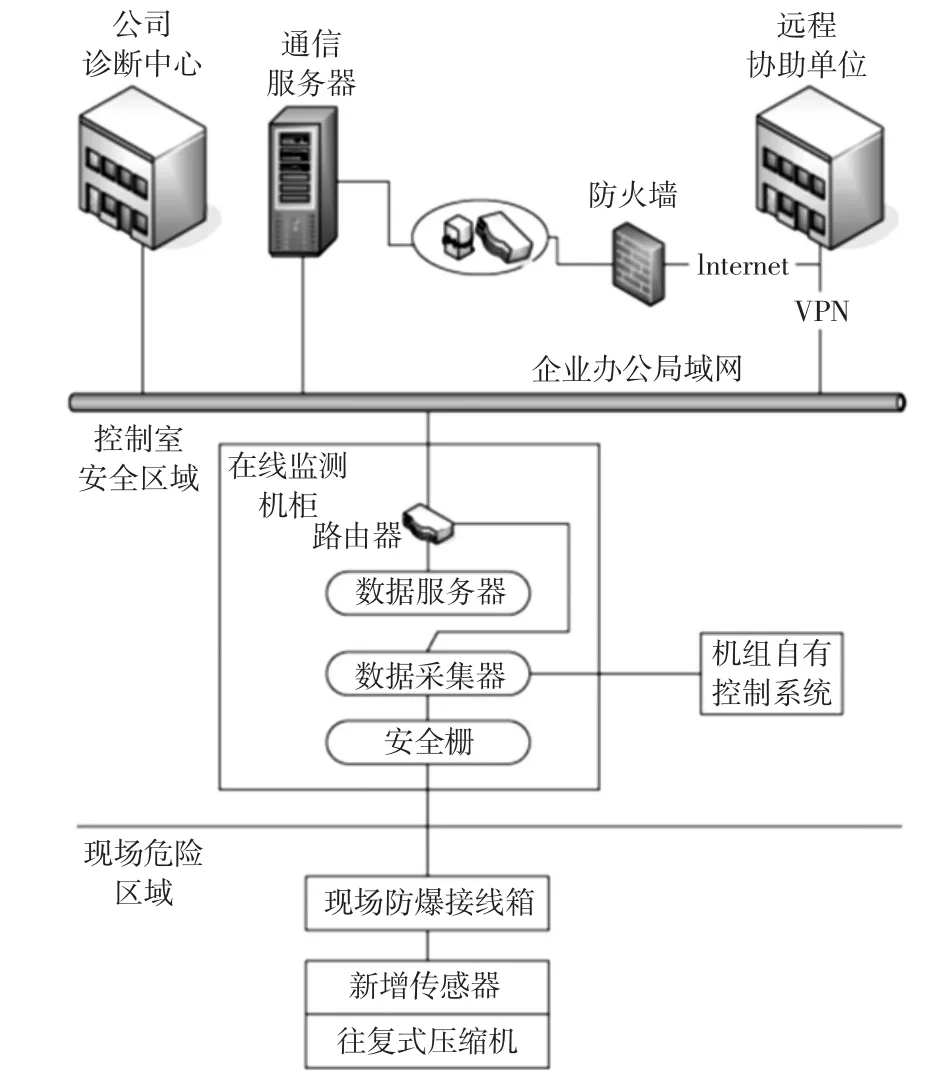
图2 预测性维护系统设备监测与数据分析图
3.1 硬件方面
预测性维护系统中设备监测与数据分析的硬件主要包括主控芯片、传感器、数据采集与服务器等。根据煤化工企业在实际生产时的成本以及具体需求考虑,主控芯片可选用ARM核心处理器,它是该系统的核心控制部分,主要负责数据归类、数据分析以及逻辑处理等重要环节,它的优点在于体积小、功率消耗低、性能好、价格低。传感器方面,仍以压缩机为例,在其键相、壳体、十字头以及气缸等部位,分别布置键相传感器、速度传感器以及加速度传感器,对压缩机转速、连杆、压差、液击等状态进行实时监测。数据收集和服务器的硬件部分,其原理在于采用专用的信号处理系统,利用A/D转换技术,实现了对数字信号的实时采集。数据服务器为嵌入式网络软件的开发提供了硬件支撑,实现了对模块化用户端软件的要求。
3.2 软件与操作方面
3.2.1 数据采集与分析
本系统内置于数据采集装置,通过信号调节板,实现对各个传感器的信号处理。A/D板读取和写入存储器,完成各个信号的特征提取,对设备的各个分系统进行分析,并对其进行无损压缩,然后传输至现场的数据服务器。
3.2.2 客户端软件
本系统采用嵌入式软件的形式,嵌入到具体数据应用中,根据用户需求选择功能应用。一方面,能够满足个性化的功能要求;另一方面,在新功能模块的开发和加入过程中,原有的功能模块不会受到影响。软件的主要功能是:数据处理与通讯、专业图形分析、报警监测、诊断日志和数据统计等。
3.2.3 数据传输与接口
预测性维护系统在实际应用时可选用高通平台,型号为MDM9215,并使用 QuectelEC204G无线通讯芯片。EC20能够提供 LTE、GSM/GPRS等多种功能,而内嵌板则是以usb通讯为主。另外,由于工业摄影机拍摄的实景影像所占资料量大,若以串行方式传送,会产生很大的时延导致无法接收影像,因此,工作人员在通信传输过程中可使用网口链接进行资料传送。
3.2.4 操作系统
选择操作系统时,要根据系统的稳定性和兼容性来确定不同的操作系统,在实际操作中,需要保障该系统的稳定可靠性以及快速有效性。通过综合比对,Linux系统是最好的开发工具。因此,Linux被选中作为一个嵌入式系统来进行开发。
4 工业互联网平台在煤化工企业中预测性维护策略应用
物联网作为近年来的热门概念,工业互联网平台基于物联网技术进行实现,它利用RFID等信息传感装置,将任意物体与因特网相连,实现信息的传递和交流,实现智能化的设备识别、设备定位、设备监测、数据分析和数据管理等。目前对物联网体系的定义已有很多种,其中最常用的是感知层(设备感知)、网络层(边缘控制)和应用层(云端控制)三层结构[7],工业互联网平台管控系统框架如图3所示。感知层(设备感知)是物联网的核心,温度与压力传感器、管网设备以及GPS定位等。感知层的功能是在一定范围内进行目标的识别与收集。网络层(边缘控制)包括因特网、有线与无线实时通讯、网络数据管理与分析等,它类似于人的大脑与神经系统,将接收到的讯息传递、加工,实质上是一种资讯与知识的集合。应用层(云端控制)是将物联网与个人、组织和其他系统的用户联系起来的接口,它必须与具体的工业需求结合起来,比如把它们和煤化工生产设备结合起来,从而实现对煤化工生产设备的远程监测与控制。本平台采用的三层结构以开放式结构为主,实现对智能制造数据终端的访问,解决了异构协议在网络中的传输和应用级的实现,通过对煤化工企业生产设备及各个分设备的"集散控制",实现了对生产设备的自动监测与管理,为预测性维护在煤化工企业中的应用提供保障。

图3 工业互联网平台管控系统框架
因此,随着数字智能化在工业生产模式中的应用,企业的运作更加高效、经济。智能化生产给煤化工企业生产系统的高自由度限制带来了生产管理的简化,对平台以及相应系统的操作要求提出了更高的要求。在现阶段智能制造系统中,如果不按计划进行,就会导致生产效率低下,产品交付能力降低。所以,针对煤化工企业的智能化生产,必然需要有一套与之相适应的智能化维护体系。
5 结论
综上所述,基于工业互联网的预测性维护中数据的采集技术和应用方案,可以在煤化工各个生产环节以及工业设备中进行应用。通过对企业生产设备的识别、跟踪以及定位;对数据分析与处理;设备状态监测以及数据传输、传感器报警功能等方面综合处理与运营,实现设备远程监控、设备故障报警的功能,达到煤化工企业预防性维护的目的。
猜你喜欢
化工管理(2022年14期)2022-12-02
纺织科学研究(2021年1期)2021-12-03
航空维修与工程(2020年6期)2020-09-21
电子制作(2019年22期)2020-01-14
中国农资(2019年44期)2019-12-03
传媒评论(2019年5期)2019-08-30
时代英语·高一(2019年1期)2019-03-13
能源(2017年12期)2018-01-31
山东工业技术(2016年15期)2016-12-01
新闻前哨(2015年2期)2015-03-11
