
耐磨改性超高分子量聚乙烯纤维的制备及性能
2022-11-11 03:28王宏球于俊荣
东华大学学报(自然科学版) 2022年5期
冯 园, 王宏球, 于俊荣
(1.上海理工大学 体育部, 上海 200093;2.东华大学 材料科学与工程学院, 上海 201620)
超高分子量聚乙烯(UHMWPE)纤维由于具有突出的力学性能和优异的耐化学性、耐候性、高能量吸收性及优异的防水性等特性,被广泛应用于防弹防护、海洋工程、交通运输、体育器材、生物医疗以及家纺用品等领域[1-3]。近年来,随着世界各国对海洋资源开发的日益重视,对UHMWPE纤维缆绳的应用需求突增。然而,由于UHMWPE分子间作用力弱、表面硬度低[4],在与金属、陶瓷颗粒等高硬度物质表面摩擦时,UHMWPE纤维极易发生磨损甚至断裂。例如,船舶系泊缆绳在使用过程中与缆机发生摩擦,极易使缆绳中的UHMWPE纤维发生磨损,进而导致绳索使用寿命降低。而在防割手套领域,利用常规UHMWPE纤维编织的防护手套,其耐磨和防割等级均只能达到EN 388—2003中相应性能评价等级的三级[5],越来越不适应实际工作环境对割伤危害的防护需要。因此,提高UHMWPE纤维的耐磨性成为UHMWPE纤维行业亟待解决的问题。
目前针对UHMWPE纤维绳索的耐磨保护主要是在绳索表面编织一层耐磨保护层[6-7],而针对UHMWPE纤维的耐磨改性研究则相对较少。浙江金昊特种纤维有限公司将SiO2和玄武岩短纤维共混至UHMWPE纤维中,制得的共混改性UHMWPE纤维耐磨性可达EN 388—2003中的四级[8]。Wang等[9]将经十六胺改性的氧化石墨烯(GO)混入纺丝原液中制备耐磨改性UHMWPE纤维,其磨断次数较纯UHMWPE纤维提高了55.4%。然而,由于UHMWPE纤维较细,采用添加方式制备改性纤维对加入改性物质的粒径及其分散性有极高的要求,不然会成为UHMWPE纤维的缺陷从而影响纤维的力学性能。
鉴于摩擦行为主要发生在材料表面,通过在UHMWPE制品表面构筑耐磨涂层,可在基本不影响UHMWPE原有结构的前提下,提高其制品的耐磨性。研究者们[10-11]在UHMWPE制品表面构筑了石墨烯、石墨等涂层,显著提高了UHMWPE制品的耐磨性。本文利用冻胶纤维萃取改性方式在UHMWPE纤维表层引入γ-氨丙基三乙氧基硅烷(γ-ATPS),进而使纤维表面带有活性—NH2基团,再通过喷涂GO分散液使GO接枝于纤维表面,从而在UHMWPE纤维表面构筑一层较为牢固的GO涂层,提高纤维的耐磨性。
1 试验部分
1.1 试验原料
UHMWPE粉末,黏均相对分子质量为340万,上海联乐化工科技有限公司;白油(70#),浙江正信石油科技有限公司;二氯甲烷与无水甲醇,上海栀秦化工科技有限公司;γ-ATPS(纯度98%)和石墨(粒径为13 μm),国药化学试剂有限公司。
1.2 GO涂层UHMWPE纤维的制备
以白油为溶剂配制UHMWPE质量分数为10%的混合液,按照文献[9]所述方法制备UHMWPE冻胶纤维。将适量γ-ATPS溶解在二氯甲烷中制得其质量分数分别为1%、2%、3%和4%的复合萃取液备用。参照文献[12]所述方法制备GO,将其分散于甲醇中超声处理90 min,获得GO质量浓度为5 g/L的分散液。
采用二氯甲烷对UHMWPE冻胶纤维进行两次超声萃取,再用含γ-ATPS的复合萃取液对其进行第三次超声萃取,萃取浴比为1∶20,萃取时间均为6 min,将萃取后的纤维张紧缠绕在纸筒管上进行常温下通风干燥。最后将干冻胶纤维依次在90、110和120 ℃下分别拉伸15.0、2.0和1.4倍,分别制得未改性及不同质量分数γ-ATPS改性纤维,其中γ-ATPS质量分数为3%和4%时,纤维拉伸性降低,第三级拉伸倍数分别降低为1.35和1.30倍。
按喷涂浴比1∶50将质量浓度为5 g/L的GO分散液喷涂于γ-ATPS改性UHMWPE纤维表面,然后置于60 ℃烘箱干燥。制得的改性UHMWPE纤维命名为AmGn,其中:A代表γ-ATPS,m为复合萃取液中γ-ATPS的质量分数;G为GO,n为GO分散液的质量浓度(g/L)。将纤维样品置于甲醇中超声清洗5 min,室温干燥后进行后续测试。
1.3 测试分析
采用JEM-2100型透射电子显微镜(TEM)观察甲醇分散液中石墨和GO的形态结构;采用S-4800型扫描电子显微镜(SEM)观察纤维表面形态结构;采用Nicolet 6700型傅里叶变换红外光谱仪(FTIR)测试纤维表面基团情况;采用TA Q20型差示扫描量热仪(DSC)测试纤维的热性能,氮气气氛,升温速率为10 ℃/min;采用D/max-2550VB型X射线衍射仪(XRD)测试纤维的结晶度XC和晶粒尺寸L;采用DLL-1000型电子拉力机测试纤维力学性能,测试夹距为200 mm,拉伸速度为100 mm/min,结果以平均值±标准差的形式表示。采用文献[9]所述方法测试纤维在W20(02)金相砂纸摩擦作用下磨损断裂失效时的最大磨断次数(Nf)。
2 结果与讨论
2.1 改性前后UHMWPE纤维表面形貌分析
石墨及GO的TEM图如图1所示。由图1可以看出,石墨在氧化后其原有的由片层堆砌而成的边缘界限消失,出现明显的石墨烯片层,片径为1~2 μm。这说明GO易被超声剥离成片状,可均匀分散在甲醇溶剂中。
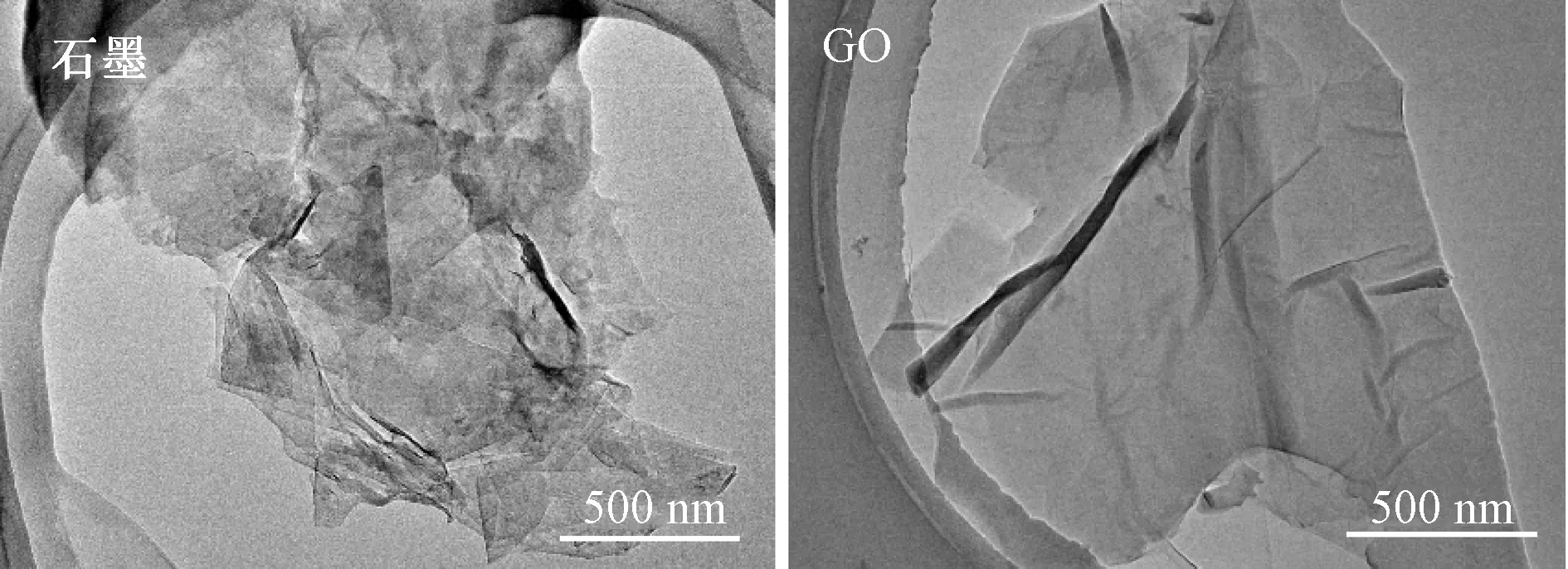
图1 石墨和GO的TEM图
不同质量分数γ-ATPS处理及涂覆GO后的UHMWPE纤维表面形态如图2所示。由图2可以看出:纯UHMWPE纤维表面相对光滑,直接涂覆GO后,纤维表面形貌变化不大;而经γ-ATPS萃取处理后的纤维在涂覆GO后,纤维表面变得较为粗糙,GO涂层量明显增多,从而对UHMWPE纤维起到减磨作用。
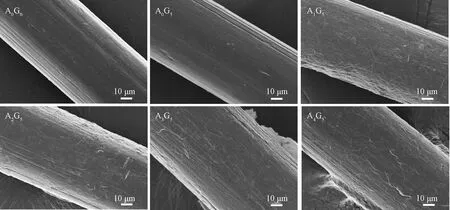
图2 改性前后UHMWPE纤维表面SEM图
2.2 改性前后UHMWPE纤维表面化学结构分析
为证实γ-ATPS与GO之间的相互作用,利用FTIR对γ-ATPS处理及涂覆GO前后的UHMWPE纤维的表面化学结构进行分析,如图3所示。
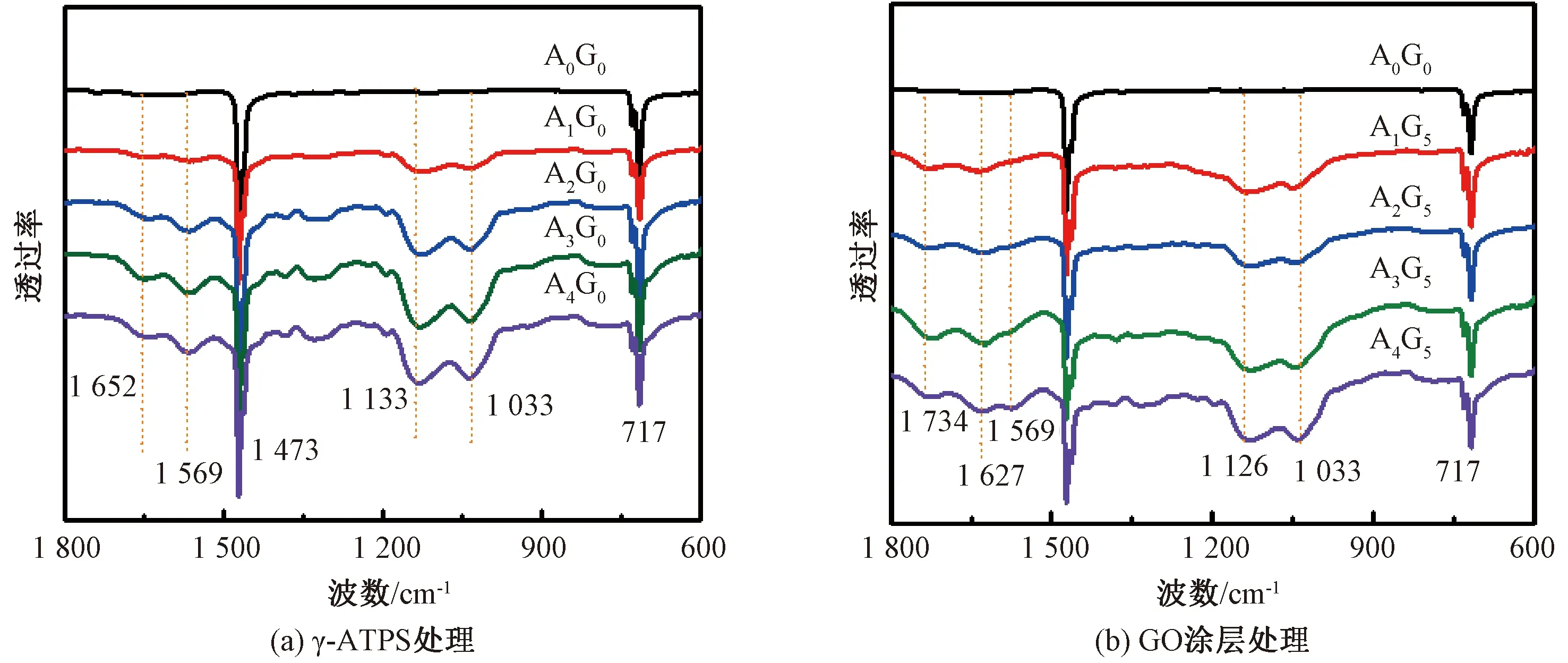
图3 不同质量分数γ-ATPS处理纤维和GO涂层处理纤维的红外光谱

2.3 改性前后UHMWPE纤维的热性能及结晶结构分析
不同质量分数γ-ATPS处理及涂覆GO改性UHMWPE纤维的DSC曲线和XRD图如图4所示。纤维熔点、结晶度以及各晶面法线方向晶粒尺寸数据列于表1。为排除GO涂层质量的影响,按式(1)计算纤维DSC结晶度XC,DSC。
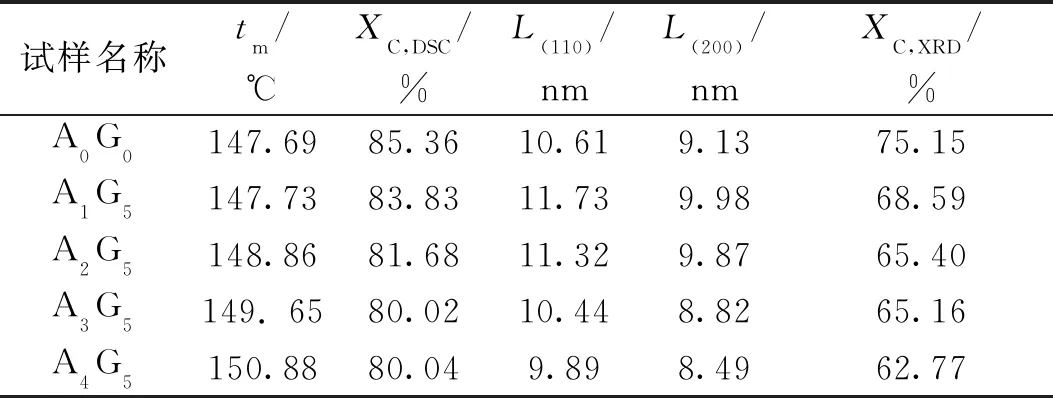
表1 改性UHMWPE纤维的热性能和结晶结构
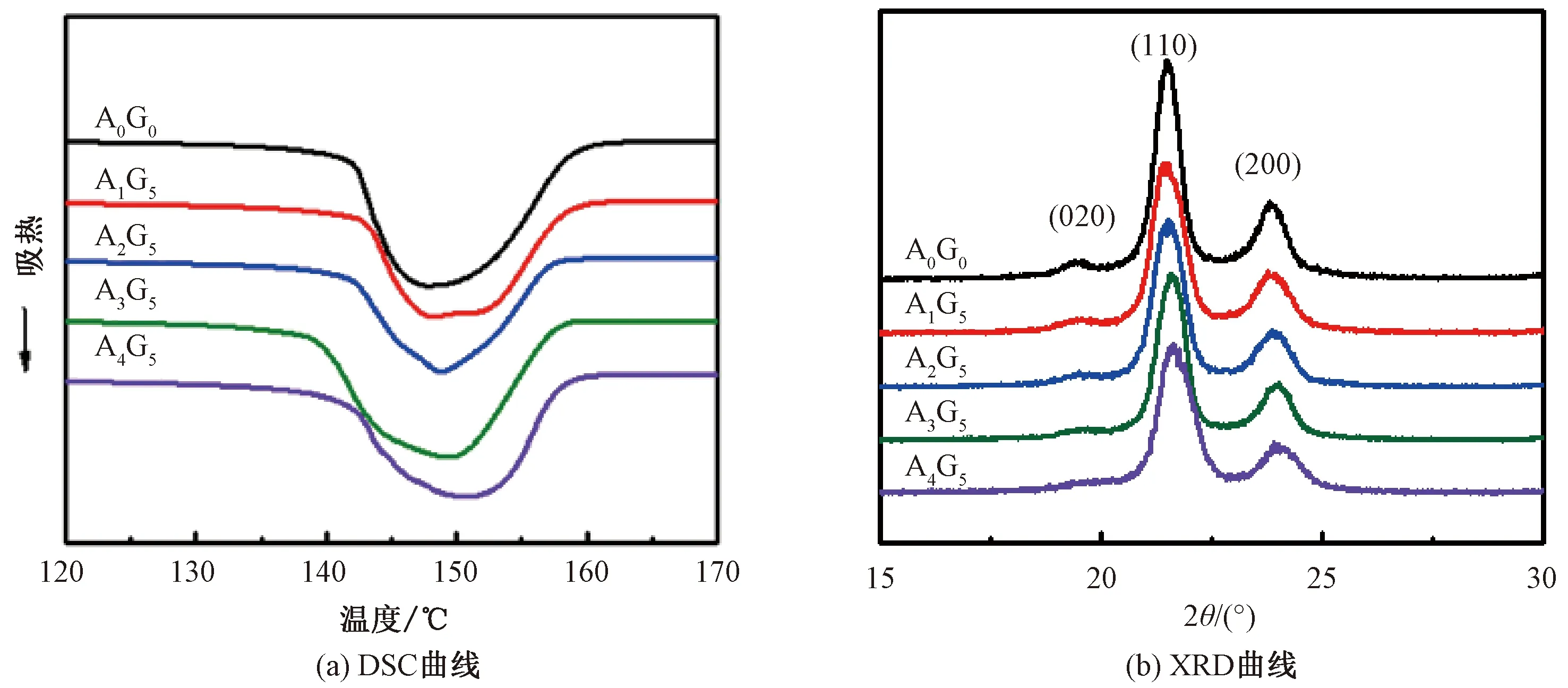
图4 γ-ATPS及GO改性前后UHMWPE纤维的DSC和XRD曲线
(1)
式中:XC0为DSC测试结晶度;T0和R0分别为未改性纤维的线密度和总拉伸倍数;T1和R1分别为改性纤维的线密度和总拉伸倍数。
由图4(a)和表1可以看出,相比A0G0纤维,引入γ-ATPS并涂覆GO后,纤维DSC熔融峰变宽,熔融峰温变高,纤维结晶度则有所降低。这主要是因为γ-ATPS是在冻胶纤维萃取阶段引入纤维的,γ-ATPS小分子对UHMWPE纤维的拉伸起到润滑作用,使部分聚乙烯分子链在拉伸过程中形成更加致密的结晶,但同时γ-ATPS这种异质的存在使得纤维晶体缺陷增多,纤维结晶度降低,晶体与晶体间差异较大,导致熔融温度差异变大,熔融峰变宽。此外,GO较大的片层间距使得其具有较好的隔热作用,涂覆在UHMWPE纤维表面延缓了DSC升温过程中的热传导,也会使纤维熔融峰温升高。
由图4(b)可以看出,各纤维XRD图均在2θ为19.4 °、21.5°和23.8°左右出现了UHMWPE纤维典型的(020)、(110) 和(200)晶面的衍射峰[13],说明γ-ATPS的引入对UHMWPE纤维的结晶结构没有影响。但随着γ-ATPS处理液的质量分数的增大,(110)晶面和(200)晶面的晶粒尺寸均呈现先升高后降低的趋势。这可能是由于γ-ATPS小分子的润滑作用促使非晶区大分子砌入晶格,使得横向晶粒尺寸增大。然而,γ-ATPS处理液的质量分数过高时,纤维内过多异质分子的存在反而会成为结晶缺陷,从而使纤维在拉伸过程中晶体易于破碎,晶粒尺寸又逐渐减小。
由表1可以看出,改性后纤维的XRD结晶度较其DSC结晶度下降幅度更大。这可能是由于GO一般会在2θ为22°左右有一个宽峰,其与UHMWPE的XRD图谱分峰后的非晶峰几乎重合,从而使纤维XRD结晶度随纤维表面GO涂覆量的增大而降低。
2.4 改性前后UHMWPE纤维的力学性能和耐磨性能分析
改性前后UHMWPE纤维的力学性能及耐磨性能测试结果如表2所示。由表2可知:在A0G0纤维表面直接喷涂GO,纤维力学性能基本不变;而经γ-ATPS改性后再涂覆GO,纤维力学性能则明显下降。这主要是因为γ-ATPS存在于纤维中使纤维缺陷含量增多,从而使纤维力学性能降低;随γ-ATPS处理液质量分数的提高,纤维表面GO有效涂覆量增多,使纤维变粗,这也会使UHMWPE纤维强度降低。

表2 γ-ATPS及GO改性前后UHMWPE纤维的力学和耐磨性能
对比改性前后UHMWPE纤维的耐磨性能发现,GO涂覆改性纤维的最大磨断次数Nf显著增大,且随γ-ATPS处理液的质量分数的增大而增大。表明纤维表面GO涂层可有效减轻砂纸对UHMWPE纤维的磨损,并且由于γ-ATPS改性后GO有效涂覆量及其与UHMWPE纤维表面结合力的增大,纤维耐磨性进一步增大。为了排除纤维变粗对磨断次数的贡献,采用耐磨系数K(Nf/T,T为纤维线密度)表征纤维的耐磨性能。结果表明,与纯UHMWPE纤维相比,表面直接涂覆GO后纤维耐磨系数K值提高了61%,而经过3%γ-ATPS处理并涂覆GO的UHMWPE纤维,其K值则提高了293%。
综合考虑纤维的力学性能和耐磨性能,认为最佳的耐磨改性条件:采用质量分数为1%的γ-ATPS处理液对UHMWPE冻胶纤维进行萃取处理,然后在拉伸后的纤维表面喷涂GO。此时制得的UHMWPE纤维基本保持原有的优异力学性能,纤维强度较未改性纤维仅降低3.8%,并且纤维耐磨性明显提高,其磨断次数及耐磨系数分别提高了268%和257%。
2.5 GO涂层增强UHMWPE纤维耐磨性机理
利用SEM观察纤维磨损断裂时其磨损处和对磨面即砂纸表面形态,结果如图5所示。由图5可以看出,纤维磨损断裂时表面可以观察到3种形貌结构,具体见A3G5图中标注,其中,1为沟壑结构,2为磨屑颗粒,3为微纤结构。纤维表面的沟壑和微纤结构主要是由对磨砂纸表面的磨粒对纤维表面反复摩擦造成的损伤[14],而磨屑颗粒则是疲劳磨损使纤维表面GO涂层及部分UHMWPE从纤维主体上脱落造成的[15]。随着γ-ATPS质量分数的增大,对磨砂纸表面粗糙度逐渐下降,这是由于摩擦过程中纤维表面脱落的GO涂层与UHMWPE磨屑转移到对磨砂纸表面,形成对磨砂纸表面的光滑转移膜,从而对UHMWPE纤维起到减磨作用,使纤维磨损处沟壑宽度减小。高质量分数γ-ATPS处理的UHMWPE纤维与GO涂层结合得更为紧密,摩擦过程中GO涂层不易脱落,从而对UHMWPE纤维进行有效保护,使纤维耐磨性进一步提高。γ-ATPS质量分数过高时,对磨面观察到更多如V4G5图所示的带状微纤。这是由于过多γ-ATPS的引入使纤维分子间作用力进一步减小,摩擦过程中易产生带状微纤从纤维表层剥离,使得UHMWPE纤维耐磨系数有所降低。
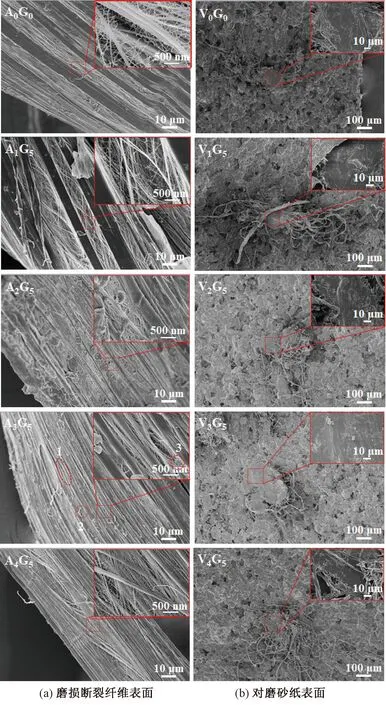
图5 磨损UHMWPE纤维表面和对磨砂纸表观形貌
3 结 论
(1)采用γ-ATPS复合萃取液对UHMWPE冻胶纤维进行萃取,然后进行高倍热拉伸,可将γ-ATPS引入纤维表层;γ-ATPS与喷涂的GO发生化学反应,提高了涂覆GO与纤维的结合力。
(2)随γ-ATPS质量分数的增大,纤维GO涂层量明显增多,UHMWPE纤维熔点增大,结晶度及纤维横向晶粒尺寸降低,纤维力学性能略有降低。
(3)纤维表面紧密结合的GO涂层,对UHMWPE纤维起到较好的减磨作用。在γ-ATPS质量分数为1%,GO涂覆液质量浓度为5 g/L时,改性UHMWPE纤维的磨断次数及耐磨系数分别比纯UHMWPE纤维提高了268%和257%,而纤维强度仅下降3.8%左右,基本保持UHMWPE纤维优异的力学性能。
猜你喜欢
陶瓷学报(2021年4期)2021-10-14
天津科技大学学报(2021年1期)2021-02-25
中国电气工程学报(2020年5期)2020-10-27
丝绸(2020年6期)2020-06-23
雷达学报(2018年1期)2018-04-04
科技视界(2016年11期)2016-05-23
科教导刊·电子版(2016年4期)2016-04-19
江苏农业科学(2015年1期)2015-04-17
科技创新导报(2014年34期)2015-01-13
表面工程与再制造(2014年2期)2014-02-27
