
助航灯光深桶灯安装工艺创新与应用
2022-11-10 11:26:49唐化康何东陈通刘双廷刘永龙
四川建筑 2022年7期
关键词:绿色环保
唐化康 何东 陈通 刘双廷 刘永龙


【摘要】文章以成都天府国际机场助航灯光及供电工程为例,阐述助航灯光工程深桶灯安装工艺创新施工模式。
【关键词】助航灯光;深桶灯安装;前置化施工;交叉施工;绿色环保
【中图分类号】 V351.32【文献标志码】 B
1项目背景与研究目标
1.1项目背景
1.1.1传统深桶灯施工简介
深桶灯作为助航灯光系统重要组成部分,通常安装于站坪区域,结构形式为一体式灯具,即灯具安装于深桶灯箱上。传统安装模式需与道面单位配合同步施工,待道面模板安装校正后参照模板高程才能进行深桶灯箱的安装,安装固定后无法拆卸,对施工安排和工期进度控制极其不利。
1.1.2传统安装模式弊端
工序受制约,安装效率低;堵水效果不佳,影响电路绝缘效果;观感成型质量不佳;运维不方便;不节能环保。
1.2研究目标
(1)攻克土建安装工序交叉制约难题,实现前置化安装模式。
(2)提升安装效率和观感质量,降低安装难度,实现流水化作业模式。
(3)研发新箱体结构和新安装方式,提升堵水效果和绝缘能力。
(4)优化安装模式,实现节能环保。
2创新思路及原理
国内目前只有香港机场采用道面全深桶灯施工方式,但一直无法解决灯箱堵水效果不佳和电路绝缘低的难题。针对深桶灯传统安装工艺的弊端,笔者公司結合多年施工经验,从深桶灯箱结构、配管方式、安装模式等方面进行了全面优化,在单位模板安装前完成深桶灯箱的安装固定实现安装工序前置化,再通过深桶灯箱配合浇筑时的细节优化,达到更好的安装成型质量。新工艺具有施工高效、节能环保、维保便捷、成本节约的优势,满足"四型机场"的建设理念。
3主要研究成果
3.1前置施工,解决土建、安装交叉配合难题
3.1.1优化深桶灯箱结构及连接件
定制深桶灯箱和连接附件,将深桶灯箱进线由侧进孔改进为底进孔,箱体底部增加调节臂并定制加工调节螺杆支架,满足深桶灯箱前置安装条件,可待道面模板安装校正后再利用调节螺杆支架进行二次调整(消除模板安装测量高度偏差)。连接附件与深桶灯箱采用承插方式连接,保留调节余量(高度调整量为20 mm),实现前置化施工的同时,可进行二次精调保证深桶灯箱安装高程满足设计及规范要求(0~2 mm)[1](图1、图2)。
3.1.2安装模式优化
传统安装模式需与道面施工配合同步施工,待道面模板安装校正后参照模板高程才能进行深桶灯箱的安装,深桶灯箱嵌入道面水稳层内安装固定后无法拆卸,高程无法调整。新安装模式利用新深桶灯箱结构配合定位调节螺杆实现箱体安装、拆卸和高程调节,无需再等道面模板安装校正后实施,实现前置化安装,解决土建、安装工序相互交叉制约的难题。同时,在灯具密集区域可拆卸灯箱,不阻挡道面运输车辆通行(图3、图4)。
3.1.3解决施工交叉问题
通过深桶灯箱结构和安装方式的优化,既解决了土建、安装工序交叉配合的难题,又解决了施工场地交叉作业的难题。在跑道、滑行道道面进行深桶灯安装时,局部灯位密集区与道面施工存在一定的冲突,如直线区域灯具布置较少基本不影响道面混凝土车辆通行,但弯道区域灯具多且密集,在板块内交叉严重,影响道面机械车辆的施工作业。通常需从侧面开仓绕行,才能进行混凝土浇筑或预留仓位从成型道面上进行浇筑。在安装配合时也会严重影响道面混凝土的浇筑,振动棒的振动也容易造成灯具底座偏移,影响灯具的安装定位精度与质量。通过新工艺改进可利用调节螺杆拆除灯桶,满足车辆运输需求,待浇筑到灯位时可快速恢复。对于平时露出水稳层部分螺杆又占用车行道的情况,可采用搭设过桥保障车辆正常通行,解决交叉作业相互制约问题(图5、图6)。
3.2提升施工效率和观感质量,降低安装难度,实现流水化作业
3.2.1优化配管方式
天府机场电气回路多且错综复杂,加之工期异常紧张,
为更好配合道面施工,不仅需要提高工效,更要确保电气回路布置准确。传统配管方式采用镀锌钢管焊接配管方式,与深桶灯箱连接时需配合焊接压制弯头,工序比较繁琐且需动用较多机械,如电焊机、切割机、焊机、弯管机等,对施工人员技术要求也比较高,管线交叉避让难度大,工效低且不环保。新工艺为了实现提升工效,降低操作难度,形成流水化作业并提升安装质量的目标,从4个方面进行了全面优化:
3.2.1.1管材方面
采用塑料材质的 MP单壁螺旋管,材质重量轻,运输安装方便,易避让交叉,提升了工效,降低了施工难度,为流水化作业提供了条件。同时通过双色配管更易区分电气回路,保证电气回路敷设准确性。
3.2.1.2连接附件方面
传统工艺管与管间接续采用套管焊接方式,底孔管与深桶灯箱连接时采用焊接压制弯头承插方式,工序比较繁琐且需动用较多机械。新工艺预判管线交叉冲突的情况,采用定制弯头配直接的方式,解决配管走向交叉占位冲突的问题。根据管材规格定制配套连接附件(包括弯头、直接头等),定制弯头除考虑连接便捷性外,需利用异形弯曲半径解决水平管和弯管交叉占位的问题,同时电缆最小弯曲半径需满足规范要求。为满足不同道面厚度的安装要求,适当加长定制弯头竖向直管长度,通过切割预留长度满足各类配管要求。
3.2.1.3管线连接方面
为避免管线间横向、纵向及水平方向的交叉占位情况,管线间的连接采用定制直接头螺纹连接方式,管线与深桶灯箱间的连接采用定制直接头配定制弯管,直管一端采用螺纹连接方式,旋进长度任意调节(调节范围为20 mm),不会对深桶灯箱产生约束应力。灯箱底孔一端采用承插连接方式,避免弯头在深桶灯箱安装基础坑处无法旋进安装的问题,满足灯位中心位置精调的要求,保证灯位安装的精确度(图7、图8)。
3.2.1.4管线固定方面
采用定制管卡进行管线安装定位,满足道面深桶灯双回路同槽敷设和单回路敷设的情况,定位方式简单,易操作,可满足流水化高效作业,也保证了配管精度和管间间距,提升了配管质量(图9)。
3.2.2优化深桶灯箱安装配合方式
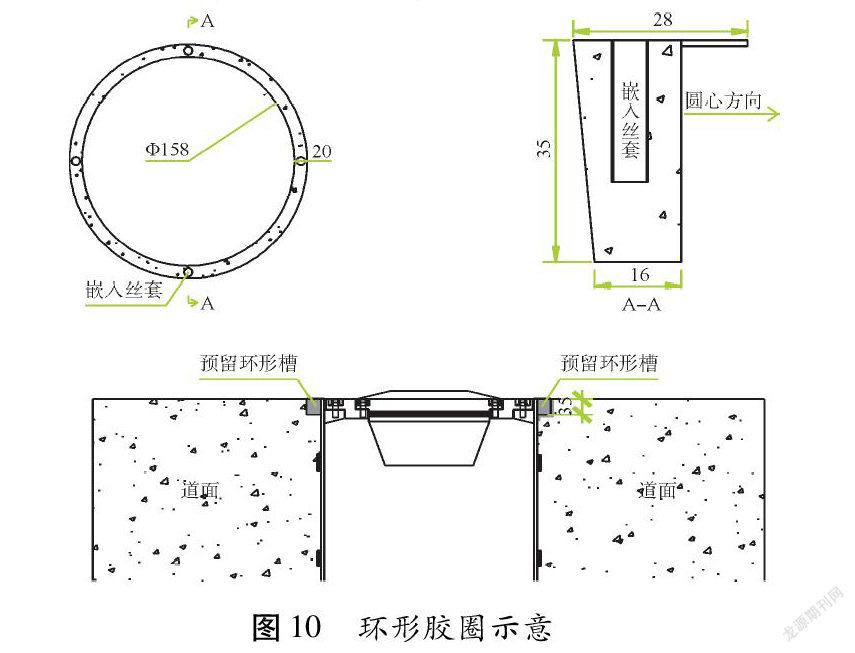
为进一步实现工艺成型美观对灯坑环形槽成形方式进行优化。传统工艺灯坑环形槽在道面施工完成后进行瞠孔和二次剔槽,瞠孔时易发生跳刀造成灯坑偏心,成形不美观,既浪费机械、人工,造成道面二次污染和清扫,也不经济、不环保。新工艺采用宽20 mmx厚35 mm带有一定锥度的定制环形胶圈,以消除深桶灯箱与道面不同膨胀系数产生的变形。胶条上沿留1 mm限位封条,保证深桶灯箱安装高程满足施工规范要求。在道面施工前将环形胶圈提前预埋于深桶灯箱上沿并配合定制直径小300 mm、厚10 mm的橡胶圆盘盖板进行灯桶全封盖成品保护,防止混凝土浇筑时渗人箱体造成污染和堵塞管路。环形胶圈和圆盘盖板均为橡胶材质具有延展性,可待道面混凝土强度浇筑完成初凝后再取出,防止灯坑周边混凝土塌陷、掉边及开裂等情况。环形胶圈采用模具统一加工成型,灯坑环形槽尺寸和成型外观一致,观感质量明显提升(图10、图11)。
3.3提升深桶灯箱堵水效果,确保灯光电路绝缘性能
传统深桶灯箱采用侧进孔堵水工艺,深桶灯箱长度约50cm需嵌入水稳层固定,侧进孔位于箱体侧壁,斜视操作视线和深桶尺寸过深导致堵水作业难观察、难操作、堵水效果不佳。一次管與深桶灯箱连接后进入箱体使整个灯光回路箱体形成整体,在遇到雨季积水严重时,若个别灯箱渗水将通过侧孔管逐步渗透到堵水不好的灯箱,造成大面积灯箱积水的现象,最终导致整个灯光电路绝缘降低。新工艺将深桶灯箱改进为底进孔堵水工艺,深桶灯箱长度约42 cm无需嵌入水稳层,垂直操作视线和优化后的深桶尺寸使堵水作业更易观察、易操作、堵水效果更好。一次管与深桶灯箱底孔连接后未进入箱体,将整个灯光电路中每个深桶灯箱隔离为一个独立的堵水系统,结合笔者公司成熟的硅胶堵水工艺,即使个别灯箱发生渗水情况,也只需对单个积水的灯箱进行清理。确保了深桶灯箱的堵水效果,提高了灯光回路的绝缘能力(图12)。
3.4运维便捷,节能减耗,绿色环保
3.4.1运维便捷
新工艺深桶灯与传统浅桶灯工艺相比,取消土面区灯箱,避免了除草设备损坏灯箱,也避免土面区积水导致灯箱渗水影响电路绝缘,减少了维护工作量。新工艺深桶灯的灯箱和灯具一一对应,通过电路优化采用单线串接方式代替了原有跨接方式,在问题查找时可实现快速精确定位故障点,大大缩短了检修时间,提高了维保效率。
3.4.2节能减耗,绿色环保
3.4.2.1简化工序
新工艺通过工序简化,取消了土面区灯箱安装、电缆沟挖填、铺沙盖砖、二次管切槽配管及二次电缆敷设等工序,相应减少了土面区与土建单位的交叉作业,减少了成品保护的工作量,工序更加节能环保。
3.4.2.2节能减耗
传统工艺深桶灯只应用于站坪区域,通过对深桶灯结构、安装方式的优化,首次实现在跑道及滑行道区域均采用深桶灯,取消了传统浅桶灯安装方式中的二次电缆,解决了原有方式线损高的问题,达到了节能降耗,降低运行成本的目的(图13、图14)。
3.4.2.3绿色环保
优化配管工艺:新工艺配管从管材、接管方式进行优化,将深桶灯一次配管工艺由传统的镀锌钢管焊接配管工艺改进为 MP单壁螺旋管螺纹连接配管工艺,塑料管螺纹连接无需焊接和防腐,施工高效环保。此外,MP管材在环保性、使用寿命及功能性上均优于传统镀锌钢管配管(表1)。
优化灯坑环槽:新工艺采用预留环形胶圈一次成型代替原有管孔剔槽方式,既减少了道面管孔和剔槽带来的卫生污染,又实现了材料重复利用,达到了绿色环保的目的。
材料回收:传统工艺一次电缆采用直埋敷设,电路改造时电缆无法回收,全部报废。新工艺一次电缆均采用穿管敷设,后期改造时可实现材料回收。
4示范应用及效益
4.1示范应用
成都天府国际机场作为全国首次采用道面全深桶灯新安装工艺的内陆机场,对机场助航灯光工程的建设具有革命性和推广性。攻克了长期以来安装和道面交叉配合施工相互严重制约、工效低、灯光电路绝缘性差的难题,通过全面优化实现了一套"提质增效,绿色环保,运维便捷"的深桶灯安装新工艺,在助航灯光工程"前置化,装配化,流水化"的施工新模式上实现了重大突破。深桶灯安装新工艺得到了四川省电视台、各大新闻媒体的争相报道,也到了业界设计院、质监站及国内各大机场的高度认可。
4.2项目效益
工效方面:新工艺实现预制化、装配化、流水化作业,大幅提高了施工效率,是传统工艺工效的2倍以上。
人工方面:新工艺简化了工序,降低了施工难度,形成了流水化作业,大幅降低了安装和配合人工消耗。
材料方面:新工艺采用多种可重复利用材料,节能环保,节约成本。
机械方面:新工艺采用预制化、装配化的安装思路减少了大量机械的使用。
成本方面:新工艺在工艺优化、材料、维保、节能环保等方面进行经济性分析,大幅降低了施工成本和运行维保成本。
5结束语
"四型机场"的建设理念代表着未来机场的建设方向,将大力推广"提质增效,安全可靠,节能减耗,运维便捷"的新技术和新工艺应用。本次深桶灯安装创新工艺在全国内陆机场首次落地应用,实现了预期提出的"四大目标",攻克了长期以来面临的"两大难题"。不但解决了天府机场工期紧面临的各项难题,同时提高工效、提升质量、节约成本、绿色环保,对未来机场助航灯光工程的建设提出了新思路、新方法和新标准。
参考文献
[1]上海民航新时代机场设计研究院有限公司.MH/T5012-2022民用机场目视助航设施施工质量验收规范[s].北京:中国民航出版社有限公司,2022.
猜你喜欢
化学教学(2017年1期)2017-03-01 13:52:07
中国科技博览(2016年27期)2017-01-23 02:58:55
青年时代(2016年31期)2017-01-20 02:18:51
建筑建材装饰(2016年13期)2017-01-04 11:12:10
科学与财富(2016年18期)2016-12-22 18:02:22
科学与财富(2016年26期)2016-12-01 11:04:57
科技视界(2016年18期)2016-11-03 21:56:04
现代园艺(2016年4期)2016-03-24 12:07:35
考试周刊(2016年3期)2016-03-11 09:58:38
珠江水运(2015年15期)2016-02-21 15:36:47
