
机械链式多工位气动开盖挖肉装置的设计与试验
2022-11-09 11:36:14谭伟超
包装与食品机械 2022年5期
谭伟超,姚 屏
(1.江门职业技术学院,广东江门 529090;2.广东技术师范大学,广州 510000)
0 引言
柑普茶是近十年在茶叶市场上新崛起的本土特产茶[1-2]。目前,柑普茶基本以人工制作为主,将青柑开盖去除其果肉形成果皮,冲洗干净后,将普洱茶从开盖口装入至青柑内部,进行晒干,最后用包装纸对其进行包装[3]。国内实现自动去顶开盖和果肉分离装置较少,普遍采用刀具或以高压冲水的传统开盖挖肉方式来实现[4-6],容易造成果皮损坏和果肉去除不干净等问题。
针对上述问题,基于农业生产过程向自动化、智能化发展的趋势和以人为本的理念[7-9],设计一种基于气动技术和PLC控制技术的机械链式多工位气动开盖挖肉装置,创新设计可微调开盖挖肉机构和气动旋转上偏心吹气机构的挖肉刀[10-11]。为柑普茶加工业中果肉自动剥离设备的研制和发展提供理论依据和参考,提高柑普茶的制作效率。
1 总体机构设计及工作原理
1.1 总体机构设计
如图1所示,装置由PLC控制系统、气动系统和机械结构装置组成,其中机械结构装置主要由开盖机构、传动工位机构、挖肉机构、压果机构、落盖机构、落肉机构、落料机构和伺服传动机构组成。采用机械链式多工位结构设计,分别是上料工位、开孔开盖工位、挖肉工位和落料工位。以伺服电机作动力驱动,实现精确位置控制,只需人工从右侧放置柑果,经伺服传动机构传送至各个加工工位,实现自动开盖、自动开孔,自动挖肉和自动落料等加工工序,如图2所示。

图1 机械装置结构图Fig.1 Structure diagram of mechanical device
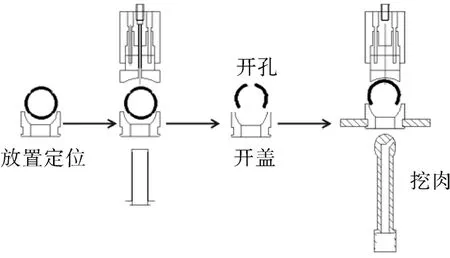
图2 加工工艺示意图Fig.2 Schematic diagram of processing technology
1.2 工作原理
如图3所示,首先将青柑放置到柑果胶座上,柑果胶座有一定弹性,适应横径35~55 mm的青柑,PLC根据传感器的信号,控制伺服电机转动,柑果胶座在伺服电机带动下移动至开盖机构上方;然后前压果机构向下移动固定柑果,PLC控制上升气缸动作,上升气缸推动开盖刀旋转座向上移动,开盖刀安装在开盖刀旋转座上,在调速电机带动下高速旋转环切青柑,并进入青柑内部,果皮盖卡在开盖刀刃上,退刀时,将青柑盖和青柑肉直接分离;最后开盖完成后进入挖肉工位,PLC控制上升气缸动作,挖肉刀向上移动进入已完成开盖的青柑内部,在调速电机带动下高速旋转,挖肉机构在气缸作用下做上下往复的升降运动,利用旋转球状的挖肉刀把青柑内部开盖后剩下的果肉吹碎。
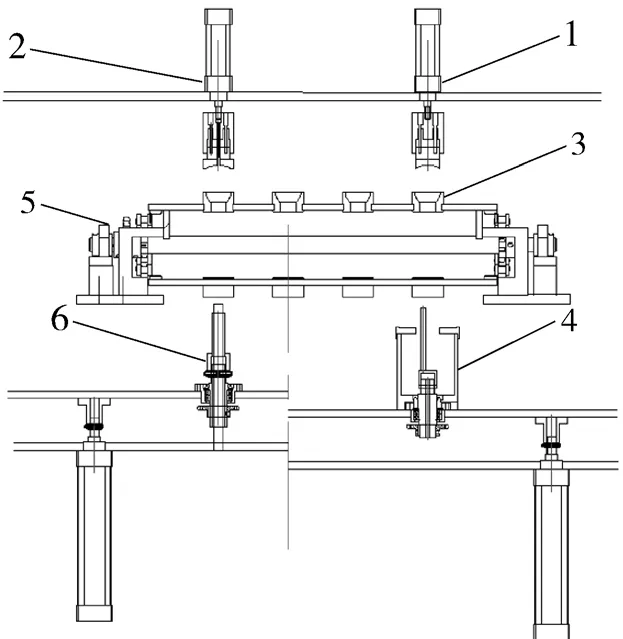
图3 工作原理Fig.3 Working principle
2 关键机构设计
2.1 压果机构设计
压果机构分为前压果机构和后压果机构,前压果机构用于固定柑果和在柑果顶部开一个直径为5 mm的小通孔。青柑顶部圆孔的作用是通风和干燥,方便后续的柑普茶晒干;而后压果机构则用于挖肉加工。
前压果结构如图4所示。当青柑移动到开盖工位时,前压环和小开孔柱在气缸带动下向下运动,前压环向下垂直方向压缩,从而固定青柑,前压环内有压环弹簧,可缓冲垂直向下的压缩力,减少对青柑冲击。同时前压环继续压缩弹簧,小开孔柱继续向下运动,在青柑顶部完成开孔。在压板立柱中部位置安装有光电传感器,在压果气缸到位后,把检测信号送给PLC,PLC控制开盖机构动作。可调节压板立柱上的螺母高度,以改变压果的松紧度。

图4 压果机构设计Fig.4 Design of pressing mechanism
2.2 开盖机构设计
开盖机构如图5所示。柑果移动至开盖工位后,上升气缸安装板在气缸带动下向上移动,开盖刀安装在旋转座上,旋转座安装板固定开盖刀旋转座,开盖刀跟随上升气缸安装板向上移动,开盖刀环切柑果。到位后,直流调速电机带动主动齿轮旋转,主动齿轮通过驱动从动齿轮带动开盖刀高速旋转,开盖刀在电机旋转动力下环切切入青柑内部较深的位置。开盖刀管内直径大于锥形底部,形成阶梯孔轴肩,开盖刀退刀时,阶梯孔轴“倒钩”将青柑盖和青柑果肉从青柑内部拉出。由于开盖刀进入青柑内部比较深的位置,在退刀过程中,开盖刀的阶梯孔轴肩内部堆叠的果肉排落到落盖机构,开盖产生的残留果肉和果盖,经过排盖板流进废料收集槽,以便收集。

图5 开盖机构设计Fig.5 Design of cover opening mechanism
开盖刀高度可自由调节,并可微调青柑开盖口的大小,通过调节调速电机速度改变开盖刀的旋转速度,优化青柑开盖效果。
2.3 挖肉机构设计
如图6所示,挖肉刀采用中空管状结构,呈球状,上端设计与水平面夹角呈45°的斜面上偏心吹气孔,挖肉刀进气转动轴两端连接进气口和上偏心吹气孔,高压气体从进气口进入,从上偏心吹气孔排出。上升气缸安装板推动挖肉刀进入开盖后的青柑内部后,直流调速电机带动主动齿轮旋转,主动齿轮通过驱动从动齿轮带动挖肉刀高速旋转。上升气缸安装板在上升气缸带动下,上下往复移动3 s,上偏心吹气孔开始吹气,在旋转的同时保持吹气3 s,旋转的球状挖肉刀把青柑内部开盖剩下部分的果肉吹散。开盖刀直径大于挖肉刀直径,残余的果肉从开盖口排出,旋转座安装板下方是落肉机构,高压气槽向落肉机构周围吹出高压气体,将多余的果肉残渣吹到废料收集槽,方便收集。

图6 挖肉机构原理图Fig.6 Schematic diagram of pulp digging mechanism
3 气动系统设计
气动原理如图7所示。气动系统主要由气源、气动三联件、电磁阀、单向节流阀和气缸组成,选用亚德客SU50X200-S型和SC32X50型气缸各2个、亚德客SC32X50型气缸8个和4V210-08型单控电磁阀6个。气缸缸筒上均安装有磁性开关,通过PLC接收各传感器的信号,判断柑果加工的极限位置,从而控制各个电磁阀的通断,控制各个气缸的运动顺序,以满足加工要求的动作。每个气缸安装单向节流阀,实现对气缸伸缩速度的控制,保证设备运行的平稳性。每运行1次加工需消耗较大的气量,为提高生产效率,分别添加2个30 L的储气罐。

图7 气动系统原理图Fig.7 Schematic diagram of pneumatic system
气动系统工作顺序:前压果气缸伸出→开盖气缸上升→前压果气缸缩回→开盖气缸缩回→后压果气缸伸出→挖肉气缸上升→挖肉刀吹气→后压果气缸缩回→挖肉气缸缩回、挖肉刀停止吹气。
4 PLC系统设计
基于装置的动作顺序和控制要求,选择人机界面与可编程控制器PLC联机控制,控制系统设计输入点数为12个,输出点数为11个,选用三菱FX3U-32MT型控制器。FX3U-32MT型自身带有16路输入点和16路输出点,输出形式为晶体管输出[12]。该型号PLC处理速度快、价格适中,可用于控制伺服驱动器、电磁阀和继电器。
传动柑果的电机采用台达ECMA-E113-10ES型伺服电机,驱动器型号为ASD-B2-1021-B,伺服驱动器与PLC、I/O输入输出接线如图8所示。Y0为脉冲信号输出,控制伺服电机的位移量;Y1为脉冲方向信号,控制伺服电机的转动方向。伺服驱动器主要参数设置:P0-02为00,P1-00 为 2,P1-01 为 00,P1-44 为 1,P1-45为 1,P2-00 为 35,P2-02 为 5000,其他参数可根据实际工况进行调整。

图8 I/O接线图Fig.8 I/O wiring diagram
挖肉和开盖电机为单相调速电机(1:5减速箱),功率为90 W。图8中KA1和KA2为中间继电器,通过PLC控制挖肉电机和开盖电机的启停。
5 HMI软件设计
系统采用昆仑通态TPC7062TD型触摸屏作为人机界面,界面包括自动运行界面、手动操作界面、参数设定界面和I/O监控界面,如图9所示。自动运行界面可进行系统复位、启动和停止等操作,当前生产效率和产量也可以在该界面实时显示。手动操作界面用于调试、维修和保养,可显示当前位置和点动速度,此外还使用一些指示灯,用于显示系统的实时状态。参数设定界面主要设置伺服速度、开盖位置、挖肉位置、挖肉电机运行时间和开盖电机运行时间等参数。

图9 自动和手动界面Fig.9 Automatic and manual interface
I/O监控界面用于监控当前的传感器状态和气缸状态,便于现场调试以及故障排查。通过触摸屏设置相关参数,提高系统的稳定性和设备参数调整的方便性。
6 试验
6.1 试验材料
根据设计完成样机的研制,如图10所示。为验证气动挖肉装置的整体工艺性和运行可靠性,试验采用江门新会地区8-9月生产的小青柑,果实横径 35~55 mm,质量 20~50 g。

图10 柑普茶气动开盖挖肉装置Fig.10 Pneumatic cover opening and meat digging device for citrus tea
6.2 加工参数优化
挖肉刀的旋转速度、升降速度和气孔直径决定果肉的去除率。在柑果加工试验过程中,分别通过点动与自动的工作模式对设备多个参数进行调节,得到最优的柑果加工参数,如表1所示。

表1 挖肉刀最佳参数设置Tab.1 Best parameter settings
6.3 加工试验
加工试验数据如表2所示。
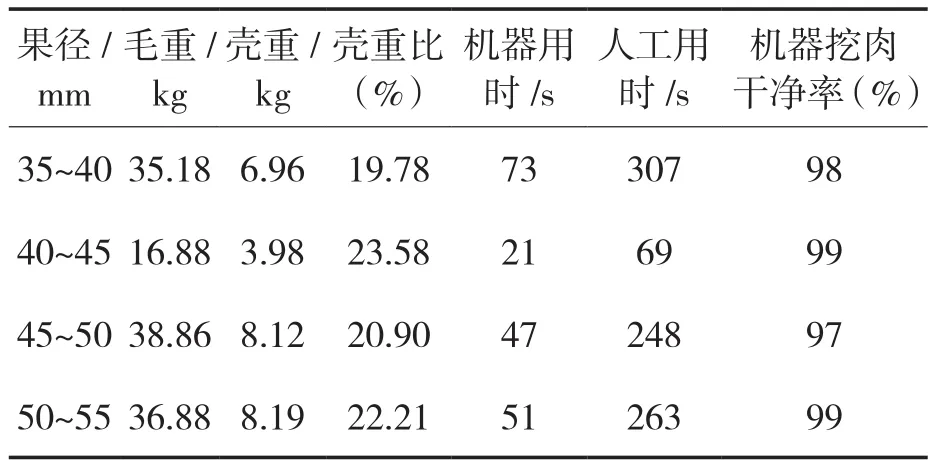
表2 加工试验Tab.2 Processing test
7 结语
目前该装置已研制成功,在广东江门新会区完成测试和使用,提高了加工质量和生产效率,具有良好的经济效益和社会效益,为柑普茶加工装置的设计开发提供技术参考。装置的特点和优势如下:
(1)相比人工开盖挖肉,设计的方案在生产效率和果皮损伤率等方面具有明显的优势。经试验,挖肉干净率达97%以上,生产效率是现有人工的5倍,可适用于不同大小的柑果加工。
(2)根据柑果加工试验情况,验证了气动系统和PLC控制系统能够达到柑果加工的可靠性和稳定性的要求。
(3)通过试验,分别确定挖肉刀的吹气压力、旋转速度、升降速度和气孔直径等主要参数的最佳值。可优化柑果开盖大小和挖肉效果,有利于减少调整电气或者结构设计,方便维护和调试。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
装备制造技术(2021年1期)2021-05-21 07:55:14
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
阅读(快乐英语中年级)(2019年4期)2019-09-10 07:22:44
模具制造(2019年4期)2019-06-24 03:36:42
语文周报·教研版(2019年9期)2019-03-20 00:35:12
红领巾·探索(2016年12期)2017-01-04 18:00:35
科技创新导报(2016年9期)2016-05-14 09:12:16
杭州(2015年9期)2015-12-21 02:51:49
