
包装机高速堆垛单元改进设计
2022-11-09 11:36:12戴文明
包装与食品机械 2022年5期
戴文明
(黄山富田精工智造股份有限公司,安徽黄山 245000)
0 引言
包装机械工业在国民经济中占有重要地位,涉及领域广,与民生息息相关[1]。随着国民经济的繁荣和人们需求的多样化,对产品包装要求越来越高,迫切要求包装实现机械化和自动化[2]。
目前,国内的纸尿裤生产已经实现了自动化,但后续的包装大多采用半自动方式[3]。纸尿裤包装属于纸品包装的一部分,国内仅有少数几个企业能制造全自动纸尿裤包装机,而欧美国家的纸品包装智能装备公司技术领先。世界上的主要纸品包装行业领军企业大都位于德国、意大利和美国[4]。
针对国内纸尿裤包装的高速自动化生产需求,改进设计一种高速堆垛单元,为高速纸尿裤包装机的设计打下坚实基础。
1 纸尿裤包装机简介
纸尿裤包装机主要用以实现纸尿裤等婴幼儿一次性卫生用品的自动入袋包装,主要包含纸尿裤产品的翻转、堆垛、推出、压缩、入袋和热封等功能,是实现整条生产线自动化高速生产的重中之重。如图1所示,包装机主要包括堆垛单元和包装单元。其中,堆垛单元实现纸尿裤的翻转、堆垛、推出和压缩功能;包装单元实现供袋、张袋、被压缩产品的入袋和袋口热封功能。

图1 纸尿裤包装机Fig.1 Diaper packaging machine
2 堆垛单元组成与工作原理
2.1 堆垛单元结构组成
如图2所示,堆垛单元主要由产品90°翻转装置、堆垛装置、产品排出装置和压缩装置组成。堆垛单元一般设计有2套产品排出装置和压缩装置,其中一套供手工套袋使用,另一套供后续自动包装单元使用。堆垛装置主要包括叶片、链条和链轮。其中,主动链轮由伺服电机驱动。链条呈环形安装在链轮上,叶片安装在链条上。在90°翻转装置末端的相对应位置,装有一定齿数的从动链轮,使得堆垛区的叶片形成一个锐角,该锐角区域称为堆垛区,堆垛区空间的大小与从动链轮齿数有关。综合考虑零件的加工、装配等因素,堆垛区内2种叶片形成的夹角约为14~18°。
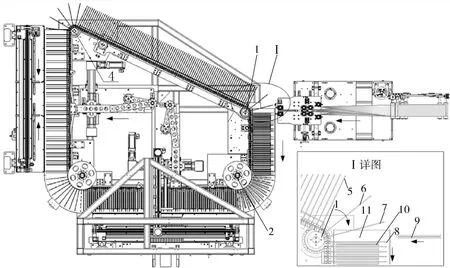
图2 堆垛单元结构组成Fig.2 Structure of stack cell
2.2 堆垛单元工艺流程
纸尿裤等一次性卫生用品的堆垛过程可分为90°翻转、堆垛成型、产品排出和产品压缩4个工序。
90°翻转工序主要通过翻转皮带将前道工序输入的纸尿裤进行90°翻转。产品经翻转后进入堆垛区。堆垛区每进入1片产品,电机驱动链轮旋转一定的角度,从而带动链条和叶片前进1个堆垛位,产品也随之从堆垛区被输送至图2所示叶片之间位置。随着产品持续进入,堆垛区形成连续的产品堆垛阵列。此过程称为堆垛成型工序。
如图3,形成连续的产品堆垛阵列后,排出装置按照一定的数量将产品推出至压缩装置,此工序称为产品排出。压缩装置将整齐排列的产品压缩至预定尺寸,再送入后道包装工序,此过程即为产品压缩工序。

图3 堆垛单元工艺流程Fig.3 Process flow of stack cell
产品堆垛的好坏,直接影响产品入袋质量的好坏,进而影响袋口的热封质量。常规纸尿裤生产设备的生产速度约为500片/min,随着速度提高至700~900片/min,产品堆垛单元会出现堆垛区堵片、无法正常堆垛成型的现象,将会影响后续推出、压缩、进袋和热封封口等一系列工序的进行。
3 高速堆垛存在的问题及原因分析
3.1 存在的问题
进入包装机堆垛单元的产品,并不是一个持续不断的产品流。由于纸尿裤生产过程中,产品原材料的不停机换接料,及操作人员在线排出产品以进行质量检查等因素,进入堆垛单元的产品会中断,中断的产品数量从1~6片不等。
在生产中发现,当生产速度超过450片/min且进入堆垛单元的产品中断时,堆垛区偶尔会有产品没有完全进入而堵在该处。当生产速度越来越快时,如果中断的次数较多,这类堵片现象愈发频繁和明显。如果堆垛区堵片,则需立即停机进行人工清理,否则将会严重影响整条流水线生产设备的生产效率。
3.2 原因分析
因为电机驱动链轮旋转带动叶片移动并不是一个持续的、稳态的匀速运动过程,每次有产品进入时,电机会转动1次。当产品连续进入时,电机根据产品进入的周期,在相应的时间内完成转→停→转的循环动作,因此,叶片受到1个间断的阶跃力驱动。由机械系统动力学可知[5-6],单自由度有阻尼系统在阶跃函数激励下的响应为:

式中 x——系统振幅;
F0——突加常力;
K——系统刚度;
e——自然常数;
ζ——系统阻尼比;
ωn——系统固有圆频率;
ωd——有阻尼时固有圆频率;
t——时间。
如果忽略阻尼,当ζ=0时,ωd= ωn,振幅:

即在忽略系统阻尼情况下,叶片端部的最大变形可达2F0/K。根据以上分析,初步判定由于叶片收到1个间断的阶跃力作用引起端部变形,从而导致堵片现象的发生。
假设某纸尿裤生产设备的生产速度v'=500片/min,产品长度L=220 mm,产品间距H=450 mm,产品从翻转皮带排出到进入叶片内部前进的距离H1=270 mm。由此可得生产设备的线速度:

产品进入堆垛区的周期:

产品由翻转装置完全进入叶片的时间:

根据现场测算,图2中叶片由位置7转至位置8时,耗时T2≈0.02 s。
所以,在1个进片周期T=0.12 s内,叶片由位置7转动至位置8后的等待时间:

当进片产品流被中断1片时,等待下一片产品进入的时间:

当中断的产品数量为n片时,等待下一片产品进入的时间:

被中断的产品越多,等待的时间越长。当产品流被中断后,叶片在等待的时间内会发生衰减振动,由于阻尼的存在,振幅会逐渐缩小[7]。而最大振幅往往发生在靠近叶片等待开始后的第1个振动周期。从实际生产过程中发现,当生产操作人员在包装机前端设备排出1片产品以检验产品质量时,堆垛区堵片的概率很大;当前端生产设备由于换接料,连续排出5~6片产品时,堆垛区堵片的概率反而很小。因此,实际生产过程的故障现象与分析的结果一致。
为分析叶片振动振幅的大小,利用有限元软件分析进片产品被中断后,叶片的变形情况。叶片为复合材料注塑成型零件,其材料性质见表1,入口处链轮、叶片详细布局见图4,叶片呈扁平状,主要分析其长度方向的法向变形[8],并假设其物理性质各项同性。

表1 材料属性Tab.1 Material properties

图4 常规入口布局Fig.4 General entrance layout
将链轮、链条和叶片组合装配后导入有限元软件[9],忽略系统阻尼,进行瞬态动力学分析[10-11],结果见图5。叶片7转动至叶片8处位置时,端部振幅最大可达66 mm,的确增加了产品在入口处堵片的概率。

图5 叶片变形云图Fig.5 Nephogram of deformation of paddle
4 高速堆垛机构的改进
由以上分析可知,堵片的原因主要是叶片受到间断的阶跃力作用后,端部发生大变形,对即将进入的下一片产品起到了阻挡作用。
减小这种变形的措施,一是减小阶跃力F0的大小,二是提高叶片的刚度K。降低F0的大小,可以通过改变链轮驱动电机的运动曲线来实现。如在伺服系统中设置运动曲线为5次样条曲线,尽量降低加速度的大小[12]。但是,由于产品的生产速度较快,叶片的进给周期非常小,即使将电机的运动曲线设置的非常平滑,其作用也有限。提高叶片刚度的方法包括更改零件材料的弹性模量、零件几何特征及零件支撑形式[13]。叶片材料为30%玻纤增强尼龙66,如果将玻纤质量分数提高至50%,其弹性模量仅提高3%,且叶片表面将变的粗糙,反而影响进片,甚至刮破产品,故不合适。零件的几何形状是根据产品的尺寸设计,不能轻易改变。因此,只能改变零件的支撑形式。
为解决上述问题,设计一种新的叶片张角形式。如图6所示,在链条直线段设计一种“三夹辊”叶片张角方案:2根固定辊轮廓线与链条节线的平行线相切,移动辊沿着链条节线的法线方向移动。当移动辊朝着固定辊移动时,链条节线形成1段中凸曲线,链条也随即形成中凸形状。

图6 三夹辊形成中凸Fig.6 Formation of a convexity by three roller clamping
“三夹辊”张角方案的详细设计见图7。链条采用双排链,其一侧的销轴往外延长,叶片安装在销轴上。固定辊和移动辊可旋转,其外圆均采用双凸台设计,对应双排链条,使得固定辊和移动辊可以卡在链条滚子的两侧,形成“中凸”结构。

图7 三夹辊详细结构Fig.7 Detailed structure of three roller clamping
当链条装上叶片后,如图8所示。不仅叶片5与叶片8能形成张角区,叶片5,6,7的端部会紧紧挨在一起,相当于3个叶片的根部和端部都存在约束。端部的约束能很好地提高叶片的刚度,在叶片随链条运动的过程中,有效降低叶片移动时端部的变形。

图8 三夹辊结构增加叶片刚性Fig.8 Increase of paddle rigidity by three roller clamping
将该模型略去相关零件后,进行瞬态动力学分析,如图9所示。可得叶片端部最大变形缩小至5 mm左右,效果明显。实际生产过程中,图8中的叶片5,6之间及叶片6,7之间存有产品,因产品有一定的厚度,其原材料主要为无纺布、木浆和高分子,使得该产品起到类似弹簧和阻尼的作用,即起到一定的减振效果。因而,该侧叶片端部的实际变形量<5 mm。
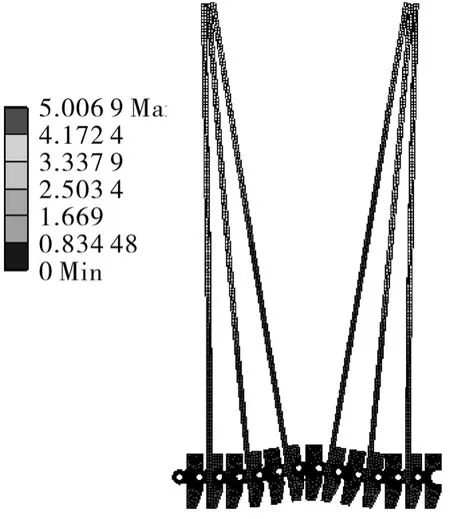
图9 三夹辊结构叶片变形云图Fig.9 Deformation nephogram of paddle by three roller clamping structure
5 试验
5.1 试验方法
为测试高速堆垛装置的性能,将码垛机接入主机,在不同的生产速度下,分别运行20 min,计算装置每次运行效率,各速度段分别测试5次。运行效率如下式计算:

式中 η——设备运行效率,%;
n1——进入堆垛区的实际产品数量,片;
n2——进入堆垛区的理论产品数量,片。
5.2 试验结果
每种生产速度下的设备运行效率见表2,取平均值。当生产速度超过850片/min时,设备的平均运行效率已经低于80%。通常,客户要求包装机整机运行效率≥95%,由此,堆垛装置的运行效率至少要>97%。因此在生产速度为800片/min时,高速堆垛装置能满足客户需求。

表2 不同速度下的运行效率Tab.2 Operating efficiency at different speeds
6 结语
本文介绍常规纸尿裤堆垛工艺流程,指出高速生产时堆垛区堵片的原因,采用有限元方法对堆垛入口处链轮、链条和叶片进行瞬态动力学分析,提出一种“三夹辊”张角结构,通过给堆垛区叶片端部增加约束,提高叶片整体刚度,将叶片端部位移减至原来的1/10以下,有效避免堵片现象。经测试,在800片/min的速度下,平均运行效率达到99.25%,生产线生产稳定。高速堆垛单元的设计改进能满足纸尿裤的高速自动化生产需求,市场前景广阔。
猜你喜欢
物流技术与应用(2021年11期)2021-12-27 05:17:20
装备制造技术(2021年1期)2021-05-21 07:54:50
汽车零部件(2018年11期)2018-12-08 06:24:22
制造业自动化(2018年10期)2018-11-02 09:51:40
制造技术与机床(2017年11期)2017-12-18 06:47:08
电子制作(2016年23期)2016-05-17 03:53:44
设备管理与维修(2016年7期)2016-04-23 06:51:42
现代制造技术与装备(2015年4期)2015-12-23 10:20:18
机电信息(2014年23期)2014-02-27 15:53:31
机电信息(2014年20期)2014-02-27 15:53:22
