
100 kg级Cu-15Fe合金的制备及组织性能研究
2022-11-07 07:27郭军力余辉辉王佳伟陆德平
江西科学 2022年5期
姜 江,郭军力,余辉辉,王佳伟,陆德平,胡 强
(江西省科学院应用物理研究所,江西省铜钨新材料重点实验室,330096,南昌)
0 引言
高强度高导电铜合金材料已在电力工程领域获得广泛应用[1-3]。近几十年来,原位变形Cu-Fe、Cu-Cr合金因其优异的机械性能和良好的导电性能而获得广泛关注[4-8]。经过锻造和拔丝加工的Cu-Fe、Cu-Cr合金抗拉强度高达1 GPa,而导电性可达~50%~75%IACS。其中,高Fe含量Cu-Fe合金(Fe wt%≥5%)更是因成本低廉,性能优异而备受青睐。此外,Cu-Fe合金还具有高电磁波屏蔽、抗菌等特性,在电子工程、汽车制造、医疗器械等诸多领域有着广泛的应用前景。然而,浇铸获得的Cu-Fe合金铸锭中的Fe相分布往往不均匀,容易出现偏析,并且,Fe含量越高,铸锭越大,越难以保证Fe相分布的均匀性,这也成为制约Cu-Fe合金工程应用的一个重要问题。以往针对高强高导电Cu-Fe合金虽有大量研究报导[9-16],但相关实验中涉及的浇铸铸锭一般仅有5~10 kg,与实际生产应用情况相距甚远。本文利用感应熔炼制备100 kg级超大Cu-15Fe合金铸锭,在浇铸过程中进行浇水强冷降温处理,加速铜液的凝固,进而削弱因Fe相析出后在Cu液中上浮引起的比重偏析问题,提高Cu-Fe合金的组织均匀性。最后将铸锭轧制加工成为厚度0.1 mm的板材。通过研究合金铸锭不同区域的Fe含量分布和显微组织,系统地分析了100 kg级铸态Cu-15Fe合金的偏析情况,并且还针对轧制态Cu-Fe合金板材的显微组织和性能进行了测试分析,以期为Cu-Fe合金的实际工程应用提供指导和依据。
1 实验
采用中频熔炼,中频炉最大容量为200 kg(按铜计),按Cu-15Fe名义成分投料共计152.5 kg,原料为电解铜和工业纯铁。熔炼过程在大气中进行,采用覆盖剂覆盖熔体,铁熔化后先打渣多次,直至表面浮渣基本消除。加入脱氧剂脱氧,再打渣一次,采用一次性热电偶测温,熔体温度为1 440~1 460 ℃时快速浇入预热好的移动式铜水包,再由铜水包浇入类长方体钢模,多余铜水在包内冷却凝固后回收。从中频炉浇出铜水到填满钢模整个过程约2 min,然后对钢模外壁喷水约15 min,铸锭在冷却过程中体积收缩,与钢模内壁脱离,铸锭冷却脱模后称量约93 kg。对铸锭进行切割、铣面、热轧、冷轧加工,最终获得厚度为0.1 mm的板材。热轧过程为:轧制前将铸锭在950 ℃进行均匀化处理2 h,再热轧到厚度~12 mm,热轧过程中温度低于850 ℃就回炉升温。后续的冷轧过程中涉及多次中间退火处理,根据轧制厚度的不同,中间退火温度在600~650 ℃间调整,中间退火时间都为1 h。当轧板厚度达到0.1 mm后,切割出多个100 mm长,5 mm宽的条带状样品,分别用箱式炉在350 ℃和400 ℃进行1 h的时效退火处理,用于性能测试。采用光学显微镜(Leica Microsystems)观察铸态和轧制态Cu-Fe合金的显微组织,采用Niton XL3t GOLDD+手持式XRF分析仪测试铸锭中不同区域的Fe含量。采用WDT II-20 型万能拉伸试验机对不同热处理的Cu-Fe合金轧板进行拉伸性能测试。采用Micromet 5101硬度计测试轧制样品的HV硬度。采用ZY9987数字微欧计测试轧制样品的电阻,并换算成导电率。
2 结果与讨论
2.1 100 kg级Cu-15Fe合金铸锭的外观和尺寸
熔炼原材料总重量152.5 kg,经过熔炼,打渣处理后,浇铸铸锭实际重~93 kg。浇铸后Cu-Fe合金铸锭呈梯形体,上底~202 mm,下底~156 mm,高~667 mm,厚度~96 mm。其示意图如图1(a)所示。切除顶部疏松缩孔区域和底部表层后,再将铸锭进一步切割成高~560 mm,宽~156 mm,厚~96 mm的长方形金属块,其正面照片如图1(b)所示。将该长方形金属铸锭按图1(b)3个水平虚线框所示位置切出3个切片(1#~3#切片),用于研究这3个高度位置铸锭内部不同区域的偏析情况。图1(c)是将铸锭按图1(b)中竖直偏斜的虚线框切割下的切片(4#切片),用于研究铸锭不同高度位置的偏析情况。
2.2 铸态Cu-15Fe合金的偏析情况
为研究铸锭的偏析情况,将图1(c)所示的4#切片(靠近铸锭中轴线一侧的切面)从底部开始向铸锭顶部方向,利用手持式XRF分析仪每间隔25 mm(第一个测试点除外,其测试高度仅5 mm)测一次铸锭中的Fe质量百分含量,其结果如图2(a)所示。这些测试点中Fe含量最低10.29%,最高15.58%,平均值为12.22%。由图2(a)可以看出,0~400 mm高度区间内Fe的百分含量相对平稳,基本在10%~13%之间波动。而在400~560 mm高度区间内,Fe的百分含量陡然升高。为了对比100 kg级Cu-Fe合金铸锭与常规实验中熔炼的5~10 kg级小铸锭之间的比重偏析情况,本文另外利用水冷铜模浇铸了一个8 kg的Cu-15Fe铸锭。该铸锭是直径106 mm,高70 mm的圆柱体。将圆柱铸锭从中间剖开,在中轴线上测量不同高度的Fe含量,其结果也总结在图2(a)中。由于2个铸锭高度相差太远,为便于比较,对2个铸锭的高度都进行归一化处理(测试高度×100%/总高度),93 kg铸锭的总高度取切割前的667 mm,8 kg铸锭总高度就是70 mm。归一化处理后,结果如图2(b)所示。由图2可见,2个铸锭的Fe含量分布展现出极为相似的变化规律,都是在高度达到总高度的60%之前Fe含量相对稳定,波动幅度小,而超过总高度的60%之后Fe含量陡然升高。由此可见,100 kg级和5~10 kg级Cu-Fe合金铸锭在锭子的高度方向(纵向)的偏析情况差别不大,并且在0%~60%的高度区间内Fe含量都是比较稳定的。

(a) Schematic of the as cast Cu-15Fe alloy; (b) As cast Cu-15Fe ingot after cutting; (c) 4# plate cut from the Cu-15Fe ingot图1 100 kg级Cu-Fe合金的外观和尺寸

(a)Fe wt%-distance curve; (b) Fe wt%-normalized distance curve图2 Cu-15Fe铸锭的高度与Fe质量百分含量之间的关系
为观察铸锭在同一高度内不同区域的偏析情况,测试了图1(b)所示的1#~3#切片上不同区域的Fe质量百分含量(1#避开了一些明显的缺陷位置,如图3所示)。由图3可见,顶部切片(1#)中心区域的Fe含量明显高于其四周边缘区域。中心区域,尤其是黑色线框内部区域Fe含量最高,普遍超过15%,最高达到20.62%。而该切片的四周边缘区域Fe含量大多仅10%~14%,个别区域低于10%。考虑到铸锭顶部中心区域冷却速度最慢,几乎最后凝固,1#切片的成分分布不均匀现象,可能和中心区域(熔池)冷却最慢有关。
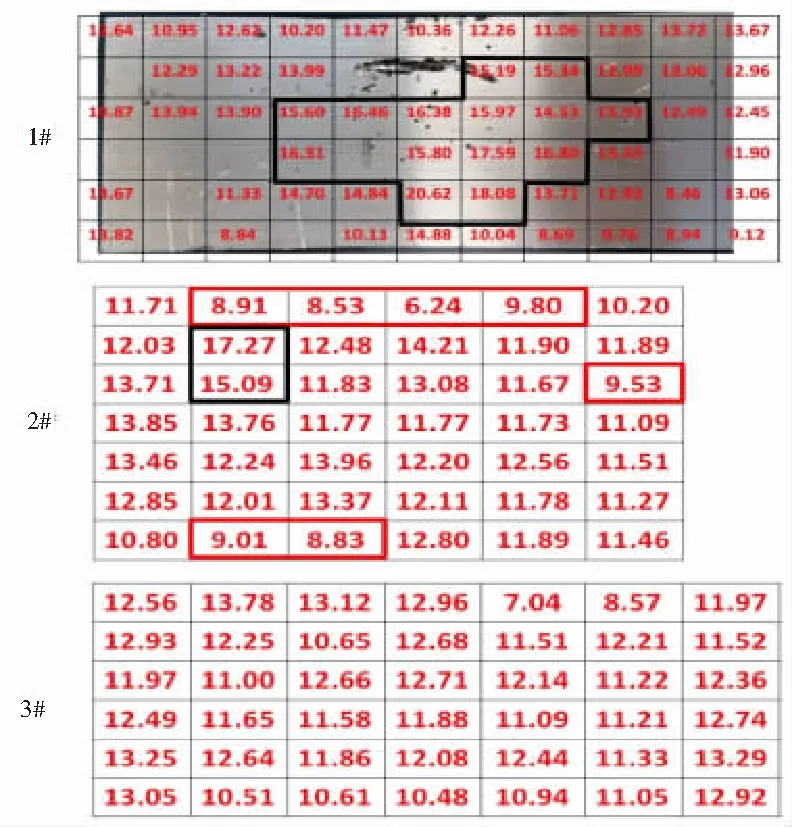
图3 Cu-15Fe铸锭1#~3#切片的Fe wt%分布情况(1#切片同时给出Fe wt%分布和切片照片)
底部切片(3#)的Fe含量整体低于顶部切片,但成分分布更加均匀,四周边缘区域的成分与切片中部差别不大,除了两处区域的Fe含量低于10%外,其余区域大多介于10%~13%之间。经计算,顶部1#切片Fe含量平均值为13.20%,底部3#切片Fe含量平均值为11.83%。顶部和底部平均值差异仅1.73%,差别并不大,说明铸锭实际的比重偏析情况并不像图2中那样显著。结合图2(a)结果,高度低于400 mm时铸锭的Fe含量较为稳定,位于该高度区间的3#切片整体Fe含量分布也较为均匀;而铸锭在高度超过400 mm后Fe含量陡然升高,位于顶部的1#切片Fe含量分布也随之变得不均匀。
以上铸锭在高度方向(纵向)和同一高度内(横向)不同区域的Fe含量分布情况说明,对于实验采用的浇铸模具,浇铸后熔体上方中心部位冷却慢,出现类似“熔池”的后凝固区。凝固过程中,先凝固区容易将过饱和的Fe排进液体区域,导致后凝固区中Fe含量高于先凝固区域。后凝固区底部大约出现在铸锭400 mm高度(总高度的60%),因而高度超过400 mm后,纵向上出现Fe含量陡然升高,横向上出现中心区域Fe含量高,周围区域Fe含量低的现象。
2#切片位于1#和3#之间,并且结合图1(b)、(c)可见,其高度恰好在400 mm附近,即处于Fe含量稳定区间和陡然升高区间的过度位置。测试时该样品的右侧部分已被切割掉用于其他实验,故无法给出完整的切片Fe含量分布。由图3可见,2#切片除边缘几处位置Fe含量低于10%,其他区域Fe含量基本稳定在10%~14%,仅2处区域超过15%。整体看来,2#切片成分分布均匀性介于1#和3#之间。
2.3 铸态Cu-15Fe合金的显微组织
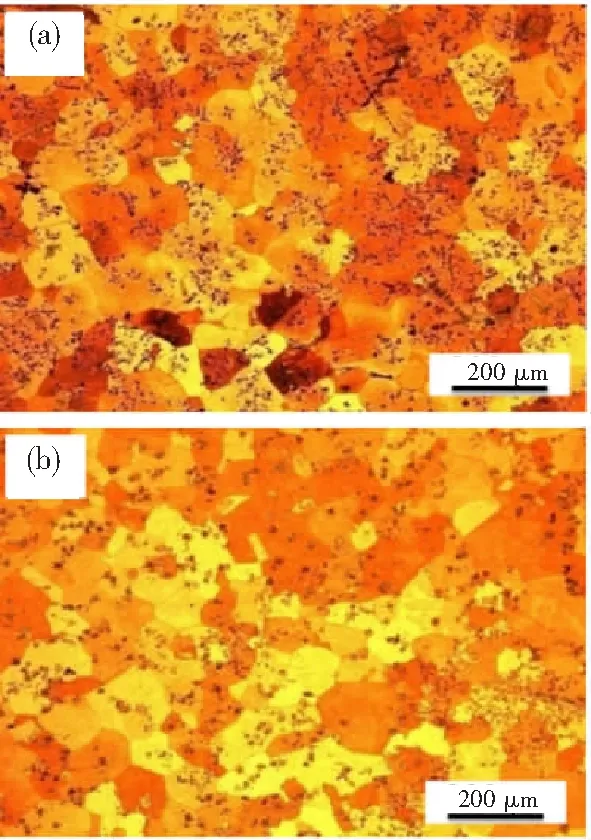
图4给出了顶部切片的显微组织。其中图4(a)为顶部1#切片的中心区域显微照片,图4(b)为切片边缘区域显微照片。样品经过侵蚀后,晶粒清晰可见。铸态Cu-15Fe合金晶粒粗大,尺寸达到几百微米级别。Fe相以树枝晶形式分布在Cu基体中。切片中心区域(图4(a))的Fe枝晶非常粗大,最大的枝晶长度超过200 μm,厚度能达到~22 μm(如图4(a)中标出)。而大多数Fe枝晶厚度超过15 μm。有趣的是,本实验中用于对比实验而浇铸的8 kg铸锭中,Fe枝晶厚度(如图5所示)和100 kg级合金铸锭差不多,Fe枝晶都非常粗大。但以往研究表明,熔炼浇铸5~10 kg 级Cu-14Fe-0.1Ag合金[17],其铸态组织中Fe枝晶厚度普遍低于10 μm,大部分枝晶厚度只有图4(a)中Fe枝晶厚度的1/2左右。该报导中的铸锭成分与本实验非常相似,而重量也和对比实验用的8 kg铸锭相近。那么导致报道中涉及的Fe枝晶尺寸更加细小的原因可能来自2个方面:一是该合金中加入了微量Ag元素,可能对枝晶细化具有一定的促进作用;二是报导中的合金铸锭是直径36 mm的棒材,比本实验涉及的92 kg和8 kg(8 kg铸锭直径106 mm,高70 mm)铸锭都细得多,浇铸时冷却速度更快,有助于抑制枝晶长大。遗憾的是,由于本试验制备的100 kg级别铸锭中Fe枝晶更加粗大,后续通过轧制变形加工细化Fe枝晶尺寸,必然需要更大的塑性变形量。图4(b)是顶部1#切片边缘区域的显微组织照片,可以看出,铸锭顶部边缘区域Fe枝晶相对图4(a)更加细小,可能是铸锭浇铸后对模具外壁浇水强冷导致的。

(a) Center area of the plate;(b) Edge area of the plate图4 Cu-15Fe铸锭顶部1#切片的显微组织

图5 8 kg Cu-15Fe铸锭的显微组织
图6给出了底部3#切片的显微组织。该切片中心区域(图6(a))的Fe枝晶相比于顶部1#切片中心区域更加细小,应该是该切片位置靠近底部表层,凝固速度较快导致的。该切片边缘区域(图6(b))Fe相枝晶大多呈细小的类似梅花状的颗粒,极少数出现鱼骨状枝晶,应该是受到喷水冷却影响,切片边缘冷却速度过快,导致Fe相枝晶形核后难以进一步长大。
(a) Center area of the plate;(b) Edge area of the plate图6 Cu-15Fe铸锭底部3#切片的显微组织
2.4 轧制态Cu-15Fe合金的显微组织
将铸锭轧制至厚度0.1 mm,其不同侧面上的显微组织照片如图7所示(ND、TD、RD截面分别垂直于ND、TD、RD 3个方向)。由图7可见,合金铸锭经过轧制变形后,Fe枝晶变薄变扁,沿着轧制方向伸长,呈不连续纤维状分于Cu基体中。受轧制变形影响,Fe枝晶发生严重细化,从TD截面照片可以看出,稍厚一些的Fe枝晶厚度在2~3 μm级别,薄的枝晶厚度低于1 μm,有些Fe枝晶厚度甚至低于600 nm。从RD截面照片可以看出,轧制变形后,Fe枝晶虽然变薄,但并不平整,在横截面上都发生了扭曲变形。
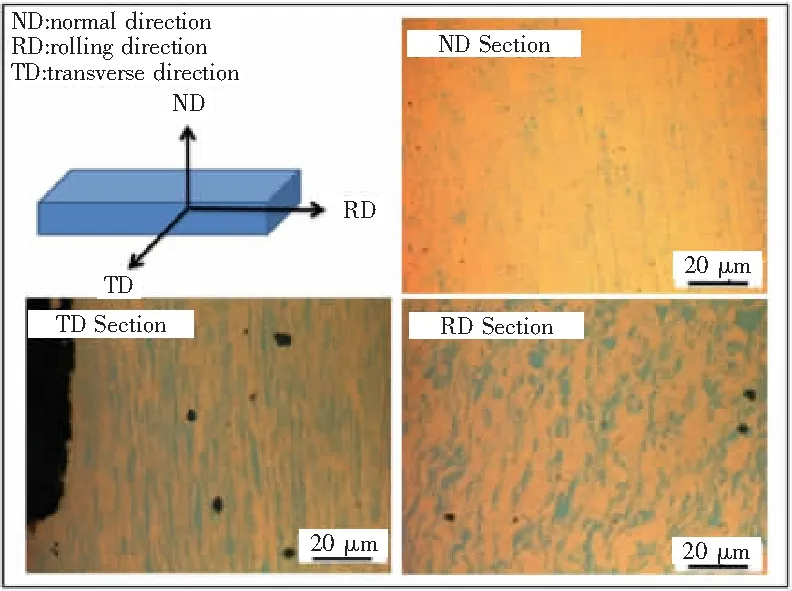
ND:轧制面的法向;RD:轧制方向;TD:轧板横向;ND、TD、RD截面分别垂直于ND、TD、RD 3个方向图7 轧制态Cu-15Fe样品的显微组织照片
2.5 轧制态Cu-15Fe合金的性能
图8(a)给出了Cu-15Fe轧板在冷轧态及时效退火态(350 ℃×1 h处理和400 ℃×1 h处理)的抗拉强度和导电率。由图8可见,随着时效温度的升高,轧板抗拉强度逐渐降低,而导电率逐渐升高。相比于冷轧态样品,350 ℃时效样品抗拉强度仅降低7 MPa,而导电率升高了4.5%IACS。但继续升高时效温度,400 ℃时效样品的抗拉强度相比于350 ℃时效样品降低了51 MPa,而导电率仅增长2.2%IACS。可见400 ℃时效样品的强度下降显著(降低量超过之前的7倍)而导电率提升不大(提升量不到之前的1/2),因此没有必要继续升高时效温度,为获得微弱的导电性提升而大幅降低材料强度。轧制态Cu-Fe合金的力学性能往往低于拔丝态Cu-Fe合金,因此测试样品距离以往报导中直径0.1 mm的Cu-14Fe-0.1Ag丝材~1 GPa的抗拉强度还相差甚远。但实验中轧板样品600~650 MPa的抗拉强度,接近50%IACS的导电率在轧制态Cu-Fe合金中也处于中上游水平,属于高强度中导电铜材料范畴(抗拉强度600~900 MPa,导电率30%~70%IACS)。需要注意的是,文献[18]指出,将20 mm厚的Cu-6.5Fe-0.3Mg合金进行一定热轧和冷轧加工,最终轧制到厚度0.6 mm,其抗拉强度高达818 MPa,导电率能达到61.7%IACS。本实验Cu-15Fe合金的轧制加工是将厚度~96 mm的铸锭轧制到厚度0.1 mm,无论Fe含量还是轧制变形量都远远大于文献[18],强度和导电性却都低于该报导。实际上,本试验轧制加工采用的热处理工艺与文献[18]是极为相似的,那么,很大程度上,应该是微量Mg元素的添加所产生的固溶强化作用导致报导中Cu-6.5Fe-0.3Mg轧板具有更高的性能。可见,对于单纯的Cu-Fe合金,即使显著提高铸锭的初始厚度,增加轧制变形量,也难以达到微量Mg元素固溶强化带来的性能提升。图8(b)给出了上面3个样品的HV显微硬度测试结果,3种状态下样品的显微硬度差别非常小,但仍然展现出HV硬度随热处理温度升高而逐渐降低的规律。
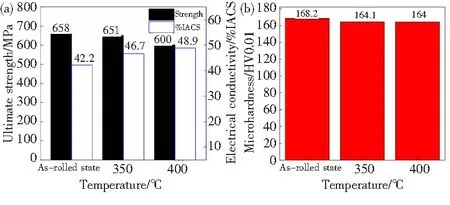
图8 不同热处理Cu-15Fe轧板的抗拉强度、导电率和显微硬度
3 结论
1)在大气环境下感应熔炼100 kg级超大Cu-15Fe合金铸锭,并在浇铸过程中对浇铸模具进行浇水急冷降温,以减弱比重偏析带来的影响。铸锭底部Fe相分布较为均匀,但顶部受后凝固区影响,Fe相分布均匀性较差,顶部切片中心区域Fe含量显著高于四周边缘区域。铸锭存在一定的偏析问题,但顶部切片和底部切片Fe含量平均值的差异仅1.73%,差别不大。
2)Cu-15Fe合金铸锭的铸态组织中,大部分区域Fe相枝晶非常粗大,厚度超过15 μm。最大的Fe枝晶长度超过200 μm,厚度能达到22 μm。
3)将铸锭轧制加工为厚度0.1 mm的板材,Fe枝晶被显著细化,稍厚一些的枝晶厚度在2~3 μm级别,薄的枝晶厚度低于1 μm,呈不连续纤维状分于Cu基体中。
4)对于实验制备的0.1 mm厚Cu-15Fe合金轧板(冷轧态和经过350 ℃、400 ℃时效处理的时效态),其抗拉强度在600~658 MPa之间,导电率介于42.2%~48.9%IACS,HV硬度在164.0~168.2之间。
猜你喜欢
工程科学学报(2023年4期)2023-01-07
湖南有色金属(2021年2期)2021-04-25
有色金属加工(2021年1期)2021-02-23
热处理技术与装备(2020年2期)2020-06-29
数码设计(2017年4期)2017-11-01
大连工业大学学报(2015年4期)2015-12-11
新疆钢铁(2015年1期)2015-11-07
橡胶工业(2015年11期)2015-08-01
有色金属加工(2015年3期)2015-06-28
无机盐工业(2014年1期)2014-10-17
