
液压支架用不同液压液的混合性能研究
2022-11-05 03:24白飞飞李硕林
煤炭与化工 2022年9期
白飞飞,叶 雷,李硕林
(1.煤炭科学技术研究院有限公司 矿用材料分院,北京 100013;2.煤炭资源高效开采与洁净利用国家重点实验室,北京 100013)
1 概 况
因液压支架在出厂、安装、使用和维修过程中面临不同的主体,导致液压支架中的高含水液压液来源于不同的乳化油[1]或浓缩液[2]厂家,不同厂家的乳化液(液压液)相互接触可能发生反应,产生析油、析皂或沉淀等现象堵塞液压支架过滤器[3-4],尤其是采用电液控技术的液压支架,对乳化液使用过程中的管理提出了更高的要求[5]。若日常维护中发现乳化液混浊不清,应立即采取有针对性的措施[6],否则液压支架动作的灵活性[7]直接下降,严重时会造成支架的瘫痪,影响到煤矿的安全、高效和高产。目前煤矿和支架维修厂采取置换的办法避免不同厂家的乳化液发生接触,即先将液压支架系统中的原有高含水液压液排空,再用清水进行冲洗[8-9],随后再注入新厂家的高含水液压液。高含水液压液的置换工作相对繁琐且需要一定的时间,同时造成了资源的浪费。为降低不同厂家的高含水液压液接触反应造成的危害,保障液压支架动作的精准性,提高生产和维修效率,本文采用自行制备的高含水液压液分别与其它3 个典型的高含水液压液进行不同比例的混合,考察混合前后的室温稳定性、70 ℃下的稳定性(热稳定性)、电导率、Zeta 电位、表面张力和浊度,分析相关指标变化,对混合液的稳定性进行预测,以期为生产和维修过程中高含水液压液的使用提供指导。
2 实验部分
2.1 实验器材
马尔文帕纳科颗粒粒度和Zeta 电位分析仪(Zetasizer Lab Blue Label),Zeta 电位采用相位分析光散射(M3-PALS)模式,要求样品电导率≤260 mS/cm。JYW-200 全自动界面张力仪,测量范围为0~180.00 mN/m。WZT-2AS 型浊度仪,采用90°散射光测定浊度,测量范围为0~100.00 NTU。
选用各项性能指标均符合MT/T 76-2011《液压支架用乳化油、浓缩液及其高含水液压液》技术要求的A、B、C 和T 四个配方,各配方含油量从高到底依次为C>B>A>T,除T 配方为自行配制外,其它配方均为市售产品,其关键技术数据如表1 所示。
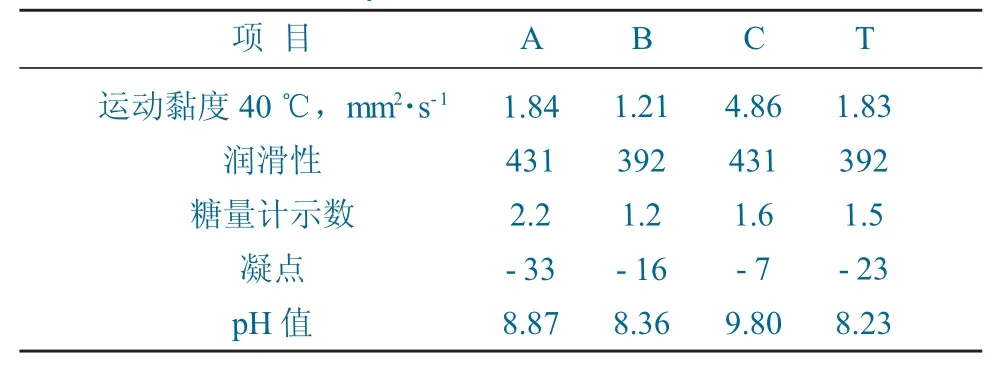
表1 不同配方的关键性数据Table 1 Key data of different formulations
2.2 实验步骤
(1)用500 mg·L-1的人工硬水,将A、B、C和T 四个配方按质量比5%各配稀释液,标记为A1、B1、C1 和T1,将A1、B1 和C1 分别与T1 混合,依次得到T1+A1、T1+B1、T1+C1 三类混合液;T1 在三类混合液中的占比均存在0,20%,40%,50%,60%,80%,100%七个浓度梯度。
(2)考察各比例混合液的室温稳定性、70 ℃稳定性,168 h 后观察混溶后的样品状态。当溶液无絮状物、无沉淀物、无分层、液面析出物体积含量≤0.1%时,检验结果判断为合格,记录为“√”;若有异常情况,直接填写异常状态。
(3)对A1、B1、C1 和T1 混合前后的电导率、zeta 电位、表面张力和浊度分别进行测定,混合之后24 h 内完成项目测试。
3 结果与讨论
3.1 液体混合前后的稳定性
混合液放置在室温和70 ℃的环境中168 h 后,样品的状态见表2,当T1 的质量分数为0 和100%时,A1、B1、C1 和T1 四个稀释液,在室温和70℃下的稳定性均符合MT/T 76 的技术要求,说明各配方体系单独存在时,自身稳定性相对较好;当T1 的质量分数为20%~80%时,即稀释液T1 分别与A1、B1 和C1 共存时,发现T1+A1 混合液,在T1 的质量分数为40%~80%时,70 ℃条件下,混合液均出现絮状物,说明温度较高时,不利于T1+A1 混合液的稳定。A1、B1 和C1 分别与T1在其它混合比例下,室温和70 ℃的条件下,稳定无异常情况出现,说明T1 对B1 和C1 具有一定的兼容性。

表2 混合液的室温和70 ℃稳定性Table 2 Stability of the room temperature and 70 ℃mixture
3.2 液体混合前后的电导率
混合液的电导率随着T1 质量分数变化对应的结果如图1 所示,当T1 的质量分数为0 和100%时,即各配方稀释液单独存在时,电导率从高到低的顺序为A1>B1>C1>T1,电导率越高,说明体系含有导电的游离离子含量越高,当对液体施加一定的电压时,更易受到电场的影响。
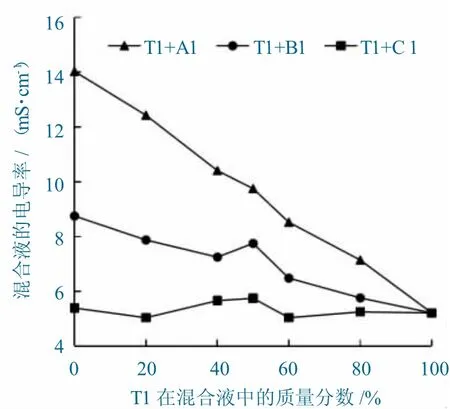
图1 不同混合比例下混合液的电导率变化Fig.1 Electrical conductivity changes of the mixture at different mixing ratios
T1+A1、T1+B1、T1+C1 三类混合液的电导率主要在单独配方稀释液的电导率之间波动,当T1 的质量分数在50%左右时,T1+B1 和T1+C1混合液的电导率略增加,原因是混合液中表面活性剂相互作用,导致被络合金属离子释放,游离离子含量增加。
3.3 液体混合前后的Zeta 电位
混合液的Zeta 电位随着T1 质量分数变化对应的结果如图2 所示,当T1 的质量分数为0 和100%时,即各配方稀释液单独存在时,Zeta 电位从高到低的顺序为C1>B1>T1>A1,综合图1 电导率的变化可知,电导率较大的A1 其Zeta 电位较小,说明其更容易受到外界的影响,不利于产品的整体稳定性;T1+A1、T1+B1、T1+C1 三类混合液的zeta 电位主要在单独配方稀释液的zeta 电位之间波动,当T1 的质量分数为40%~60%时,三类混合液的Zeta 电位波动相对较大,与各配方中的添加剂相互接触频率增大,相互作用强度较大有关,此比例范围内T1+A1 混合液Zeta 电位整体低于T1+B1 和T1+C1 混合液的Zeta 电位,综合表2 实验结果,说明Zeta 电位和70 ℃下混合液的稳定性具有一定的关联性。

图2 不同混合比例下混合液的Zet a 电位变化Fig.2 Zeta potential changes of the mixture at different mixing ratios
3.4 液体混合前后的表面张力
混合液的表面张力随着T1 质量分数变化对应的结果如图3 所示,当T1 的质量分数为0 和100%时,即各配方稀释液单独存在时,表面张力从高到低的顺序为C1>A1>T1>B1;T1+A1 混合液的表面张力均介于对应单独配方稀释液的表面张力之间;T1+B1 和T1+C1 混合液的表面张力均出现低于单独配方稀释液表面张力下限的情况,当T1 的质量分数为40%至50%时,T1+B1 和T1+C1 混合液的表面张力波动相对较大,该现象与混合液中添加剂的相互作用和布朗运动的强度有关。
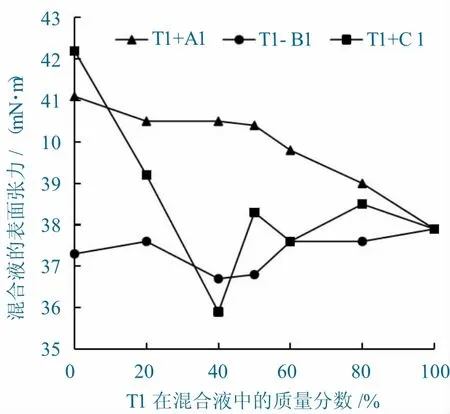
图3 不同混合比例下混合液的表面张力变化Fig.3 Surface tension changes of the mixture at different mixing ratios
3.5 液体混合前后的浊度
对不同混合比例和不同混合体系的液体进行浊度测定,T1 在三类混合液中,随着T1 质量分数变化对应混合液的浊度如图4 所示。
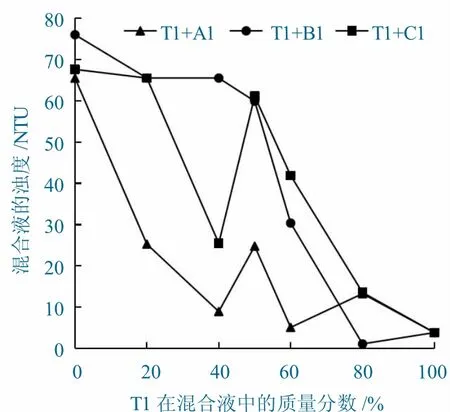
图4 不同混合比例下混合液的浊度变化Fig.4 Turbidity changes of the mixture at different mixing ratios
混合液的浊度随着T1 质量分数变化对应的结果,当T1 的质量分数为0 和100%时,即各配方稀释液单独存在时,浊度从高到低的顺序为B1>C1>A1>T1,该现象是各配方中油和乳化剂的类型及含量综合作用的结果,浊度是指水中悬浮物或胶态物对光线透过时所发生的阻碍程度,通常浊度越高,溶液越浑浊,这类悬浮物或胶态物影响到产品使用过程中的过滤性。T1+A1、T1+B1、T1+C1 三类混合液的浊度主要在单独配方稀释液的浊度之间波动,其中T1+B1 混合液呈现降低趋于平稳再快速下降的趋势;T1+C1 和T1+A1 混合液,在T1 的质量分数为50%时,浊度出现了反弹现象,该现象与混合液的胶束变化和布朗运动强度有关。
4 结 论
(1)不同液压液接触时,在混合比例为1∶1附近,出现异常情况的几率较大,混合液的电导率、Zeta 电位、表面张力和浊度,以介于对应单独配方稀释液的数值之间为主,部分数值出现波动,与混合液中表面活性剂相互作用导致被络合金属离子释放,游离离子含量增加有关。
(2)不同液压液在同一比例混合下,当混合液的电导率高且Zeta 电位低时,混合液的热稳定性相对较差。
(3)表面张力和浊度与混合液热稳定性的关联性相对较弱,与表面张力和浊度受混合液中添加剂的相互作用和布朗运动的强度有关。
猜你喜欢
中国农业科技导报(2022年10期)2022-12-03
山西化工(2022年6期)2022-10-09
发明与创新(2022年27期)2022-09-16
绿色科技(2022年8期)2022-05-25
药学与临床研究(2021年3期)2021-07-13
中国畜牧杂志(2021年3期)2021-03-15
黑龙江动物繁殖(2020年6期)2020-12-18
绿色科技(2018年20期)2018-12-19
医学研究杂志(2015年12期)2015-06-10
科技视界(2014年34期)2014-10-21
