动车组轮对轴端三孔丝扣损坏问题的分析与处置措施
2022-10-31 10:02:26王赦丞中国铁路上海局集团有限公司上海机辆段
上海铁道增刊 2022年2期
王赦丞 中国铁路上海局集团有限公司上海机辆段
1 事件概述
1.1 发现隐患
2021年7月6 日,配属上海机辆段的CR200J-6008列动力集中动车组(以下简称动集)首次进入检修车间实施D3修,轮对外观检查作业时,发现13车2位车轴右侧轴端三个螺纹孔有一螺纹孔通止规测试不通过,螺栓端头处螺纹损坏,见图1。

图1 三孔及螺栓损伤情况
1.2 故障确认
查阅《铁路客车轮轴组装检修及管理规则》(规章编号:TG/CL 206-2013):轴端螺栓孔须用螺纹塞规进行检查。用通端螺纹塞规测试时须旋合通过,螺纹长度符合规定;用止端螺纹塞规测试时,检修螺纹有损伤或滑扣时,累计不得超过2扣(不得连续),毛刺须清除;用止规测试,在距轴端面3扣以内须止住,且止规不得有明显晃动(手试)。
该故障轮对螺纹孔内部螺纹损坏约为8扣,已严重超出《轮规》要求范围,轮对需报废处理。因此确认故障为:螺纹孔丝扣及螺栓螺纹损坏。
1.3 故障件信息
2021年7月10 日,上海机辆段相关专业工程师通知并要求主机厂售后服务部人员赴段调查故障原因,通过对现场的实地考察,对故障件产生原因展开追溯与分析。
装用该轮对的动集车号为:600813,转向架架型PW-220K,为主机厂2018年12月组装新造,D3修时运行里程为657370公里,运行期间轴温无异常。轮对轴号:043-50103,轮对型号:RD3A1,制造时间为:2018年9月。轮对其余各项数据符合《轮规》限度。
2 故障分析
2.1 故障轮轴组装过程追溯
经查阅追溯记录,具体信息见表1,该轮对装车车号、装用轴承与D3修分解时一致,即确认该轮对在车辆运用过程中无临修换轮等作业,该轮对为首次检修。

表1 轮对轴承轴箱装置组装追溯性记录
翻阅故障轮对在主机厂的组装记录,从轴箱组装影像化留存可以看出该转向架2位轮对3、4位轴端三孔螺栓安装到位,螺栓螺纹均未见异常情况。故厂内制造时外观并无损坏,该轮对符合出厂标准。
2.2 故障螺栓理化检测结果
将故障螺栓送至主机厂试验检测中心进行理化试验,试验结果判定,可以排除因螺栓硬度问题导致轴端螺栓孔丝扣损坏。其理化试验结果见图2、图3。
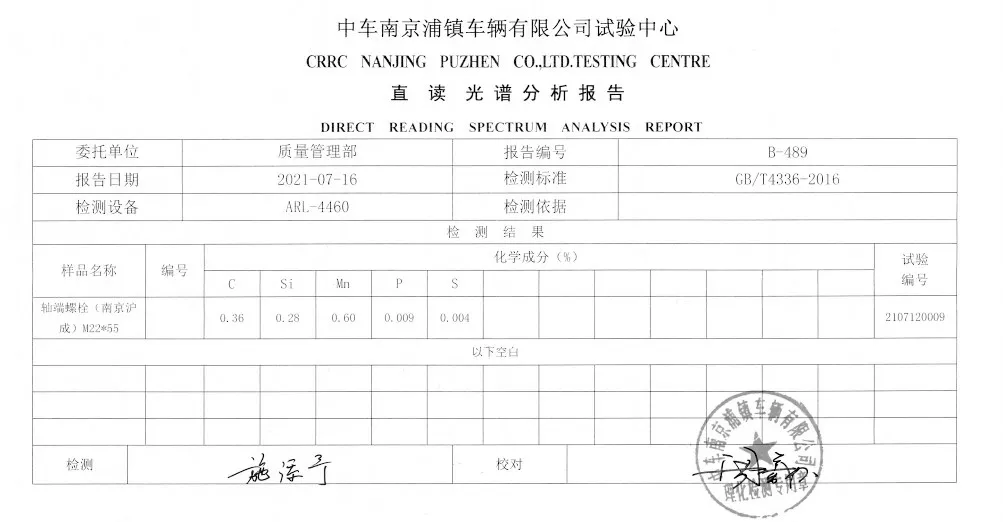
图2 化学成分

图3 硬度检测
通过直读光谱分析,该螺栓碳、硅、锰、磷、硫等各化学成分均符合标准,经查阅Q/CR 703-2019《铁路车辆滚动轴承轴端紧固组件要求》,轴端螺栓采用35#钢制造,其硬度要求为181HBW-225HBW,核对检测结果硬度平均值为199HBW,装用的轴端螺栓符合技术要求。
2.3 调查主机厂工艺要求及生产过程控制
(1)查阅主机厂《车轴半精车工艺》(PZS090-67-200)文件规定,新车轴在车削时按照每辆车抽查1根轴端3个螺纹孔的比例抽查三孔,使用止-通规检查三孔螺纹,测量螺纹长度,见图4,所测结果必须符合工艺标准才可出厂。即主机厂并未对全部三孔螺纹进行检查。

图4 车轴三孔止-通规检查
(2)查阅主机厂《轮对交验工艺》(PZS090-67-207)文件规定,轮对交验时使用清洗剂对轴端中心孔、螺栓孔进行清洗,用高压风枪清洁三孔内部,三孔内部需无油渍,灰尘等。
(3)查阅主机厂《轴承测量选配工艺》(PZS090-67-211)文件规定,轴承组装前使用清洗剂对轴颈、防尘板座进行清洗,见图5,要求清洁后无锈斑、污物等缺陷存在,轴端螺栓孔目视无磕碰等损伤。多种渠道基本可以排除因异物导致轴端三孔螺纹损坏。

图5 车轴轴端三孔清洗及使用工具
(4)查阅主机厂《轴端布置及轴箱盖组装工艺》(PZS090-67-017)文件规定:轴端螺栓先使用智能组合扭力扳手预紧,预紧力矩为200 N·m,再使用扭力扳手紧固,紧固力矩为230 N·m。智能组合扭力扳手校验合格,基本排除因机器问题导致的螺纹孔丝扣及螺栓螺纹损坏。
2.4 追溯制造过程中出现的问题
通过追溯主机厂制造过程中的影像记录,发现在组装作业时轴端螺栓会偶尔现不能入扣或入扣后不能正常旋合的情况。对前后工序跟踪和分析,发现造成这种情况的原因一是因为主机厂用轴端三孔的垫铁三爪根部有凸起,因垫铁制造工艺是三爪根部焊接,焊缝处凸起部位在压装时与三孔外螺纹接触相互挤压,使三孔外边缘形变;二是垫铁三爪端头处在进入三孔时和螺纹磕碰划伤,使孔内螺纹发生形变。
为避免这种情况,经过与主机厂方面沟通,决定重新设计压装垫铁,将垫铁和三爪连接更换为螺纹连接,避免三爪根部焊接处有突出部位,三爪端头进行了圆滑处理,防止进入螺纹产生磕碰。新垫铁设计见图6。

图6 新结构轴端垫铁
3 分析结论
动集轮对轴端三孔及配合螺栓滑扣问题排除列车在运行时或者入段检修时产生的可能性,故障原因确定为主机厂进行轮对压装时,轴端垫铁放置在轴端,轴端垫铁三爪顶端和轴端三孔内部螺纹扣发生磕碰,造成三孔内部螺纹发生形变与划伤。在轴端螺栓组装紧固过程中,螺栓和螺纹形变部位强行发生咬扣,造成螺纹损坏。主机厂作业人员后续使用智能组合扭力扳手预紧时,也未能及时发现螺纹扣损坏,使得轮对流出。
4 故障措施
主机厂方面:为了防止再次出现此故障,段方技术人员与主机厂协调后,主机厂技术部门已经完善《轮对压装工艺》(PZS090-67-205)要求,发布《关于增加160公里动力集中车轴端三孔检查的相关事宜》的通知:在C1002工位轮对交验之前,增加一道工序,对每条轮对轴端三孔均使用M22-6H止-通规进行检查,如果发现通规不通过时进行过扣处理。
上海机辆段段修方面:在未来动集D3修轮对检修时,作业人员应重点注意是否还有类似故障,提高警觉性。相关技术人员日后还需加强轮对检修工艺与主机厂生产制造工艺的结合与管控,力争做到从主机厂源头到入段检修全程把控,每道工序精确化、数字化管理,确保在轮对出现问题可以及时溯源,精准掌握问题原因所在,以便持续优化检修与生产工艺,形成日益精进地工艺改进的良性循环。
5 总结与展望
动力集中动车组D3修是上海机辆段新发展史上的新起点,而轮对检修工作更是重中之重,职工要秉承“轮轴无小事”的思想,在目标上齐心,在安全上细心,在质量上用心,不弛于空想、不鹜于嘘声,以“交通强国、铁路先行”为己任,深化“强基达标、提质增效”工作主题,在加快建设成为全路一流机辆段征程上砥砺奋进。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12 02:12:18
科学导报(2022年6期)2022-02-06 10:50:13
中国设备工程(2021年16期)2021-09-10 02:58:08
专用汽车(2021年7期)2021-07-23 09:46:04
内燃机与配件(2020年14期)2020-09-10 07:22:44
轨道交通装备与技术(2020年1期)2020-05-22 03:16:44
——各大主机厂审核要求
汽车实用技术(2017年23期)2017-05-29 08:35:48
电子技术与软件工程(2017年3期)2017-03-22 08:31:30
中国铁道科学(2015年2期)2015-06-26 08:34:46
专用汽车(2015年1期)2015-03-01 04:04:15