
振动摩擦焊机机架三维建模与模态分析
2022-10-31 10:36:22李鳌刘剑雄曾家兴万祥明贾有东刘建新
农业装备与车辆工程 2022年7期
李鳌,刘剑雄,曾家兴,万祥明,贾有东,刘建新
(650504 云南省 昆明市 昆明理工大学 机电工程学院)
0 引言
振动摩擦焊技术是一种较为先进的焊接工艺,是在压力作用下,将2 个待焊物体紧密地靠在一起,交流电通过线圈产生电磁振动,驱动待焊工件往复运动,整个焊接过程伴随着摩擦和产热现象,当达到设定的焊接深度时,相对运动停止并且在压力保持下冷却凝固,完成焊接。这种焊接方式的优点是频率高,振幅可以控制和调节,缺点是易产生环境污染,能焊接的工件面积小,产生的作用力不大,适用于一些导热性差、热输入小的材料,如塑料等,不适用于金属材料的焊接[1-3]。
本文通过研究振动摩擦焊机机架模态研究了机架在无阻尼状态下的固有频率和振型,当机架受到的外部激励频率和自身固有频率接近时会引起共振,振动摩擦焊机受到的外部激励频率为电磁振动频率,共振会引起机械结构遭受破坏进而失效。因此要避免共振,首要的是避免电磁振动频率和机架固有频率接近。本文以振动摩擦焊机为研究对象,利用ANSYS 软件模态分析功能研究了机架的固有模态和振型,为振动摩擦焊机的改进与优化提供借鉴与参考[4-6]。
1 振动摩擦焊机结构和工作原理
振动摩擦焊机总体结构如图1 所示,主要由振动板、弹簧、电磁铁、上下夹具以及机架和台面组成,并通过螺栓、螺钉等一系列紧固件相连接,构成一台完整的振动摩擦焊接机器。
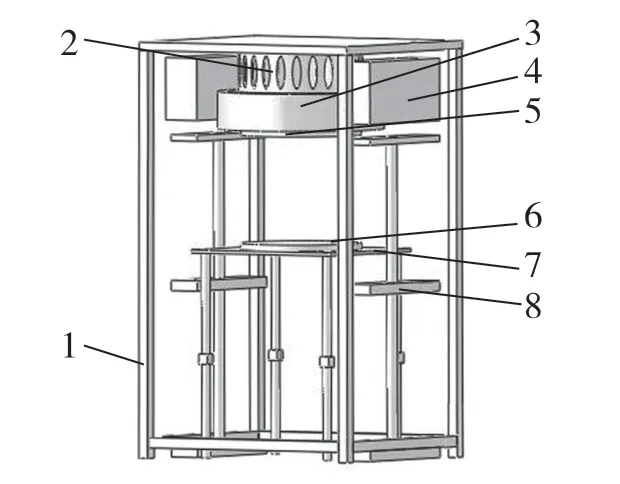
图1 整机结构示意图Fig.1 Diagram of the whole machine structure
工作时,交流电产生电磁力,进行往复振动,带动一侧工件进行往复运动,而另一侧工件静止不动,两个待焊件产生相对运动,发生振动摩擦焊过程。通过对焊接时间、变形量等的控制,使得振动摩擦焊接过程变得可控,得到实际需要的焊接面时焊接完成。
2 机架模态分析
2.1 模态分析理论
模态分析是研究结构动力学特性的方法,研究内容包括结构的模态振型、阻尼和固有频率,是成熟地应用于动力学领域的技术。研究对象主要是线性系统或者近似于线性的系统,将系统的振动微分方程进行坐标变换,变为模态坐标下的分析问题,可以求出所需要的模态参数。在ANSYS 软件中,模态分析主要是为了研究系统自由振动的表现形式,系统无阻尼状态下的固有频率和振型可以通过模态分析得到。共振是系统受到的外部激励频率和固有频率相近引起的,会造成机械结构变形和失效,因此产品机架的结构设计要尽量避免发生共振。
有限元领域模态分析的控制方程如式(1)。

2.2 模型建立与网格划分
在SolidWorks 中建立振动摩擦焊机的三维模型,机架主要由方管和角铁焊接而成。为了提高模态分析的运算速度,对模型进行了一系列简化:机架材料被认为是各向同性,密度分布均匀,且焊接对机架整体性能影响都忽略不计;将焊缝和各部件看成一个整体,各种装配所用的孔忽略不计;删除一些螺栓、螺母和螺钉等对模态影响很小的零部件。将简化后的振动摩擦焊机机架模型导入ANSYS 软件,材料参数的设定:选定Q235 结构钢作为机架材料,其弹性模量为210 GPa,密度为7.85 g/cm3,泊松比为0.33,屈服极限为235 MPa。对Mesh 选项进行设定,用于进行合适的网格划分。在“Sizing”下将“Relevance Center”项设置为“Fine”,“Smoothing”项设置为“High”,“Span Angle Center”项设置为“Fine”,其余取默认值。将振动摩擦焊机三维模型导入ANSYS 并划分网格结构分别如图2、图3 所示。

图2 振动摩擦焊机导入ANSYSFig.2 Vibration friction welder imported into ANSYS

图3 振动摩擦焊机机架网格化Fig.3 Meshing of vibration friction welder frame
2.3 施加约束
根据振动摩擦焊接机机架的实际工作情况与装配方式,起固定支撑作用部分在机架与地面的接触处,模态分析时需要在机架4 个方管底部施加固定约束。本次模态分析主要是为了求得振动摩擦焊机机架自身的固有频率,振动视为无阻尼的自由振动,因此不需要添加其他的外载荷。约束设置如图4 所示。

图4 约束设置Fig.4 Constraint setting
2.4 结果分析
根据振动摩擦焊机的实际工作情况,低阶振动对结构的动态特性影响较大,本文提取非0 的前6 阶模态振型和频率进行分析,研究自身固有频率和外部激励频率是否会产生交集。前6 阶机架的振型云图如图5 所示,机架的固有频率及振型见表1。

表1 振动摩擦焊机架固有频率及振型Tab.1 Natural frequency and mode shape of vibration friction welder frame
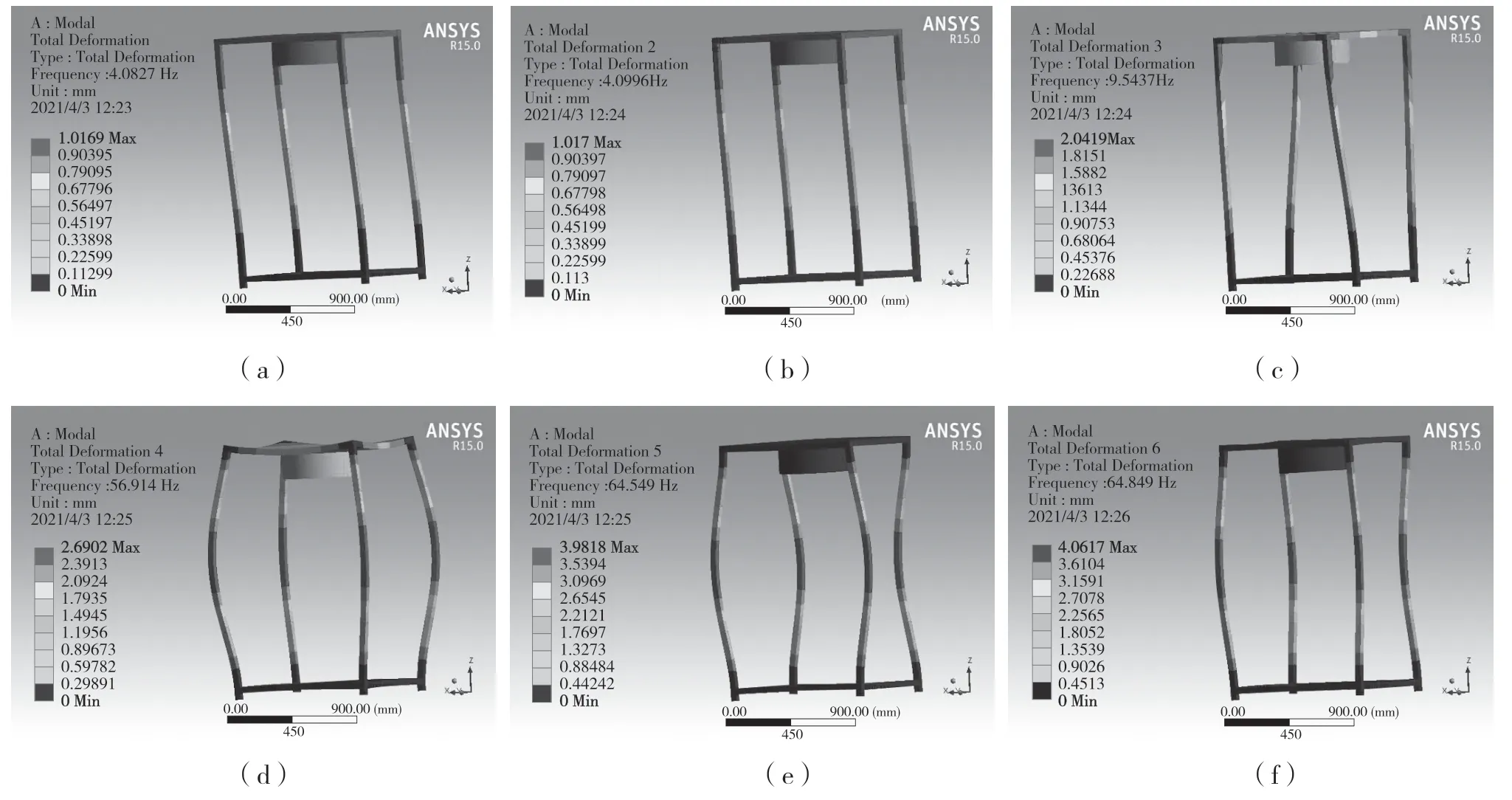
图5 机架的振型云图Fig.5 Shape cloud diagram of the frame
从振动摩擦焊机架模态分析前6 阶固有频率的模态振型结果可见,在实际摩擦振动的过程中,波动和扭转是机架主要的变形形式,机架的刚度和强度对振动摩擦焊接机的性能有重要影响。
机架前6 阶固有频率在4~65 Hz,且呈现依次递增趋势。机架在第6 阶固有频率64.849 Hz 处出现最大振幅4.061 7 mm,表现为机架左端沿Y 轴向外扭转,机架右端沿Y 轴向内扭转;机架在第1 阶固有频率4.082 7 Hz 处出现最小振幅1.016 9 mm,主要表现为机架上端沿X 轴扭转;第5 阶振型和第6 阶振型基本相同,都表现在机架左端沿着Y 轴向外扭转,机架右端沿Y 轴向内扭转。这些都将导致机架发生变形,只是振幅不同,影响焊机实际焊接效果。第1 阶振型和第2 阶振型基本相同,振幅分别发生1.016 9 mm 和1.017 0 mm 波动,差别不大,振型云图表现在变形沿X 轴方向发生改变。第3 阶固有频率9.543 7 Hz 处产生2.041 9 mm 的振幅,第4 阶固有频率56.914 Hz 处产生2.690 2 mm的振幅。
模态分析结果可对振动摩擦焊机的设计提供参考,避免焊机摩擦振动频率与机架固有频率接近,产生不必要的故障。实际设计的机架设备的固有频率与电磁振动频率不会发生靠近,可有效避免共振。
3 外部激励频率分析
对振动摩擦焊机机架进行外部激励频率分析,确定机架前6 阶频率与电磁振动频率不一致,从而有效避免共振的发生,确保振动摩擦焊机能够稳定安全地工作。根据振动摩擦焊接机实际工作情况,机架主要受电磁激振影响,激振频率在220~260 Hz。将振动摩擦焊机机架受到的外部激振频率和分析计算出的自身固有频率对比分析可以得出:机架前6 阶的最高频率为65 Hz,低于机架受到的电磁激振频率,因此不会发生共振现象,对机架安全性没有影响,可以稳定地完成振动摩擦焊接过程。
4 结论
本文主要通过对振动摩擦焊机架进行模态分析,研究了振动摩擦焊机机架的自身固有频率,并通过是否发生共振判断机架设计是否合理。主要结论如下:
模态分析结果显示:电磁激振频率在220~260 Hz 之间,机架自身固有频率在6 阶为65 Hz,频率不会发生重叠,因此不会发生共振,证明振动摩擦焊机架设计相对合理。
经过分析,机架有些部位过于笨重,在满足不会发生共振的基础上,应适当减材,减轻机器的质量,节约材料,使设计更符合经济性与实用性。
猜你喜欢
家庭影院技术(2019年12期)2020-01-19 02:07:20
知识经济·中国直销(2018年12期)2018-12-29 12:22:12
当代陕西(2018年12期)2018-08-04 05:49:22
纺织科学研究(2017年4期)2017-05-17 03:59:56
工业设计(2016年4期)2016-05-04 04:00:27
焊接(2016年1期)2016-02-27 12:59:40
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
电子工业专用设备(2015年4期)2015-05-26 09:10:36
中国卫生(2014年9期)2014-11-12 13:02:06
