
Z形钣金零件弯曲成形过程研究
2022-10-28 09:00陈景宝徐雪峰邹剑秋
模具工业 2022年10期
陈景宝,徐雪峰,邹剑秋
(中国华录·松下电子信息有限公司,辽宁 大连116023)
0 引 言
钣金零件在机电行业中被广泛使用,较多零件都具有弯曲特征,该特征可分为直角弯曲、钝角弯曲及锐角弯曲。其中,锐角弯曲因让位等原因,其成形模结构相对复杂,通常上、下模都设计了楔形滑块结构。但是因该结构的不稳定性对零件尺寸影响较大,生产调整相对困难。尤其Z形弯曲是2个锐角弯曲的组合,常规模具成形困难,现突破常规设计,采用了钟摆结构实现Z形弯曲,该结构能保证弯曲角度稳定,并且生产过程中更容易调整角度值。
1 零件工艺性分析
接地片作为安全部件之一,要具有良好的弹性,因此其材质多为弹性不锈钢。现研究的零件为具有Z形结构的不锈钢接地片,因弹性材料弯曲后具有较大的回弹,其尺寸较难保证。该零件材质为SUS301不锈钢,厚度为0.2 mm,具有2个直角弯曲和1个Z形弯曲,如图1所示。考虑零件成形要求,Z形弯曲分两步完成,弯曲面上的冲孔为满足其位置尺寸,采用弯曲后再冲裁的方案。考虑零件毛刺要求,Z形弯曲采用向下弯曲的方式。
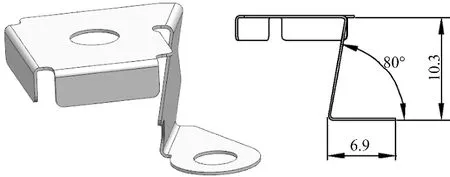
图1 接地片外形及尺寸
2 排样设计
2.1 零件排样
排样设计至关重要,关系到模具能否生产出满足图纸要求的零件。同时,理想的排样能节约模具与零件的生产成本,有利于提高经济效益。排样设计前先要对零件进行展开,零件弯曲补偿量通过式(1)计算得到。
式中:Lα——弯曲角度为α时的补偿量,mm;r——弯曲内角半径,mm;t——料厚,mm;k——弯曲系数。
根据设计经验与参考资料,该接地片弯曲系数k取0.3。通过计算得到:L90°=0.57 mm、L80°=0.51 mm。接地片展开前后的平面分别如图2和图3所示。
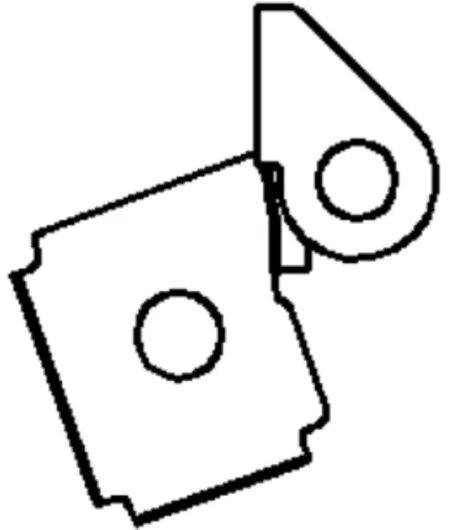
图2 接地片展开前平面
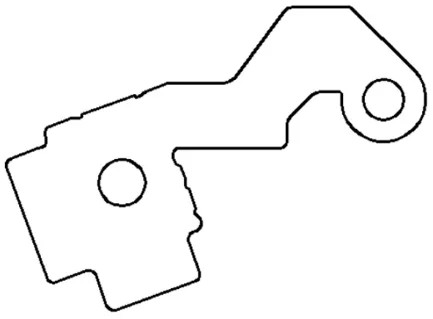
图3 接地片展开后平面
2.2 工序分布
通过分析,零件的Z形弯通过3道工序完成:①成形锐角及钝角;②成形直角;③通过摆动机构使直角在推力的作用下变成锐角,如图4所示。排样设计如图5所示。

图4 Z形弯曲成形工序

图5 接地片排样设计
3 模具结构设计
3.1 补偿角度选择
影响零件弯曲回弹的变形因素主要有3个:钢板厚度、材质和弯曲半径。钢板越厚、材料越软(屈服强度低)、半径越小(曲率大),则回弹越小;反之则越大。变形回弹如图6所示,变形量大小可以用式(2)表示。为了便于计算,取弯曲无限小单元为目标,如图7所示,假设弯曲后其应力全部释放,通过式(3)~式(6)可以计算弯曲角度的补偿值。

图6 弹性半径与变形的关系

图7 最大弹性变形

式中:ε——弹性变形量;σs——屈服强度,MPa;E——弹性模量,MPa。

式中:t——料厚,mm;ρ——中性层半径,mm;s——弯曲弧度;k——中性层系数。
当s=1时,Δs定义为变形率,则:

式中:R——回弹后的半径,mm。
引入弯曲角补角θ,弯曲角补角的变化即为回弹角,用Δθ表示。经过推导,结果如下:

式中:r——弯曲内侧圆弧半径,mm。
通过式(6)计算,回弹角度变化值为0.9°。设计时参考零件角度公差允许值,如表1所示,公差等级为B,对应的弯曲角度公差为1.5°。综合考虑后,弯曲补偿角选择了2.5°。

表1 零件公差要求
3.2 弯曲结构设计
传统Z形弯曲结构一般采用通用模具成形,如图8所示,主要成形零件为燕尾形带有倾斜角度的滑块1和水平移动的滑块3。滑块3要依靠上模导向块4与水平方向的弹簧2来驱使其反复运动,该结构较复杂,动作稳定性差,生产时调整困难。
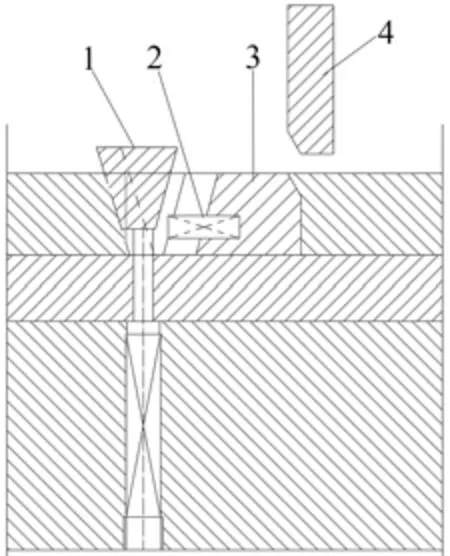
图8 Z形弯曲通用模具结构
为克服通用模具结构的缺陷,该模具设计时采用了钟摆结构,通过摆动块的摆动实现Z形弯曲成形,模具结构如图9所示,钟摆结构如图10所示。第一步主要是成形V形结构,为后续弯曲做准备;第二步成形直角,为后续锐角的成形做准备;第三步成形完整的Z形弯曲。

图9 Z形弯曲模
4 零件尺寸
模具生产的零件实物如图11所示,其尺寸要求如图12所示。对生产的零件每间隔1 000件抽取1件,共抽查10件进行测量,尺寸变化趋势如图14~图16所示,角度和距离的变化均在公差范围。通过现场生产验证,采用摆块结构的模具所生产的Z形接地片零件尺寸稳定。

图11 实物零件
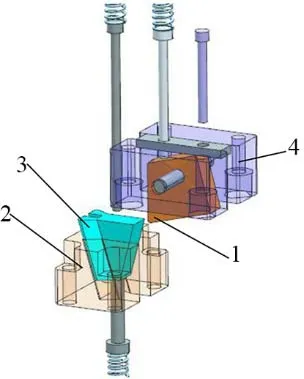
图11 钟摆结构

图12 零件实测尺寸

图14 Z形弯曲先端尺寸变化

图13 弯曲角度变化
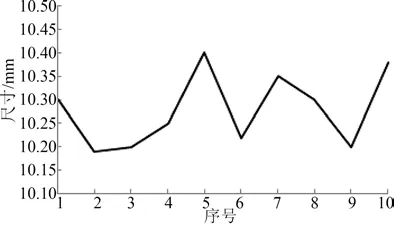
图15 Z形弯曲根部尺寸变化
5 结束语
采用的摆块弯曲结构相比传统弯曲结构,其结构简单,尺寸稳定性强,该结构的成功应用为成形类似Z形弯曲零件的模具设计提供了参考。
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
中学生天地(A版)(2021年9期)2021-10-25
昆钢科技(2021年1期)2021-04-13
数学大王·中高年级(2019年2期)2019-01-23
求学·理科版(2017年10期)2017-12-19
滇池(2017年5期)2017-05-19
婚姻与家庭·性情读本(2017年1期)2017-02-16
中学生天地(B版)(2016年12期)2017-01-05
汽车文摘(2014年11期)2014-12-15
数学大世界·小学低年级辅导版(2010年9期)2010-09-08
