方圆坯多模式电磁搅拌器的设计与应用
2022-10-26 02:42阳清,张凯
湖南理工学院学报(自然科学版) 2022年4期
阳 清,张 凯
(1. 湖南理工学院 机械工程学院,湖南 岳阳 414006; 2. 湖南科美达电气股份有限公司,湖南 岳阳 414000)
0 引言
连铸过程是将液态钢水转变为固态钢坯的过程. 在铸坯的凝固过程中,不可避免地会出现一些中心疏松、偏析以及夹杂物等缺陷[1]. 方圆坯电磁搅拌技术是改善连铸坯凝固组织,提高铸坯质量的有效外场手段之一[2]. 国内连铸电磁搅拌技术经过三十多年的发展,进入了世界先进行列[3]. 电磁搅拌器已成方圆坯连铸机的标配冶金设备. 传统方圆坯电磁搅拌器的搅拌模式单一,对于方圆坯连铸机冶金质量的调控手段有限. 如图1 所示,方圆坯多模式电磁搅拌器具有两组线圈绕组. 一组为旋转线圈绕组,一组为行波线圈绕组,均设置在同一个铁芯上. 当旋转线圈和行波线圈同时通入励磁电流时,通过旋转磁场和行波磁场的叠加,形成复合的螺旋磁场,且螺旋磁场的角度、方向可以改变,具有多种搅拌模式. 方圆坯多模式电磁搅拌器对铸坯的中心偏析、中心疏松等具有很好的外场作用.

图1 多模式电磁搅拌器的铁芯及绕组
1 多模式电磁搅拌器的设计
1.1 多模式电磁搅拌器的结构与原理
多模式电磁搅拌器主要由非磁性筒体、铁芯、旋转线圈绕组、行波线圈绕组、引出线、接线端子和保护罩组成. 多模式电磁搅拌器共有十二个线圈,其中六个线圈圆周布置,为旋转线圈绕组,接入U、V、W 三相变频器1,每相两个线圈相对布置,尾尾串联,通过励磁电流时,使用磁场穿过搅拌器中心; 另外六个线圈垂直布置在铁芯上,为行波线圈绕组,接入U、V、W 三相变频器2,每相两个线圈尾尾串联,通过励磁电流时,形成搅拌器中心上下方向的行波磁场.
运动的磁场使钢液产生了感应电流,钢液变成了载流导体,并在运动磁场的作用下运动起来,即对钢液进行无接触搅拌.
多模式电磁搅拌器的旋转线圈绕组单独通入励磁电流时,产生旋转磁场,其旋转磁场的大小和速度由励磁电流的大小和频率决定. 改变线圈U、V、W 电流的相序,可以改变搅拌器旋转磁场的方向. 行波线圈绕组单独通入励磁电流时,产生行波磁场,行波磁场的大小、速度、方向同样可以通过励磁电流的参数来改变. 旋转、行波线圈绕组同时通入励磁电流时,旋转磁场和行波磁场复合成螺旋磁场,螺旋磁场具有一定的螺旋角度、速度和方向,由旋转线圈、行波线圈的励磁电流的大小、频率和方向共同决定.
1.2 多模式电磁搅拌器的仿真
1.2.1 控制方程
多模式电磁搅拌器的控制方程为麦克斯韦方程组,描述电场、磁场与电流密度之间的关系,通过该方程组可以找出电磁场的相关规律[4]:
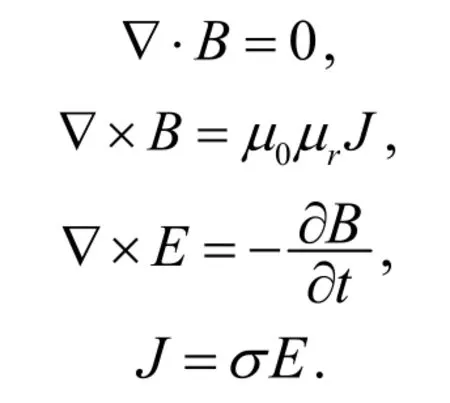
其中B为磁感应强度,J为电流密度,μ0为真空磁导率,μr为相对磁导率,E为电场强度,σ为电导率,t为时间.
螺旋线圈绕组和行波线圈绕组均采用三相正弦交流电,相位差为120 度. 多模式电磁搅拌器的电磁力以及磁感应强度均随时间变化. 在仿真模型的后处理计算中,电磁力为时均力.
1.2.2 相关计算条件和参数
多模式电磁搅拌器相关参数见表1,额定电流400 A,频率5~9 Hz,外水直冷型,内径为φ320 mm,适应于铸坯规格150 mm×150 mm 的方坯或直径为φ200 mm 的圆坯.

表1 多模式电磁搅拌器的相关参数
多模式电磁搅拌器的线圈绕组、钢液和空气的相对磁导率为各向同性,且均为定值,其物理属性参数见表2. 牌号为50W315 的无取向硅钢片作为搅拌器的铁芯材料.
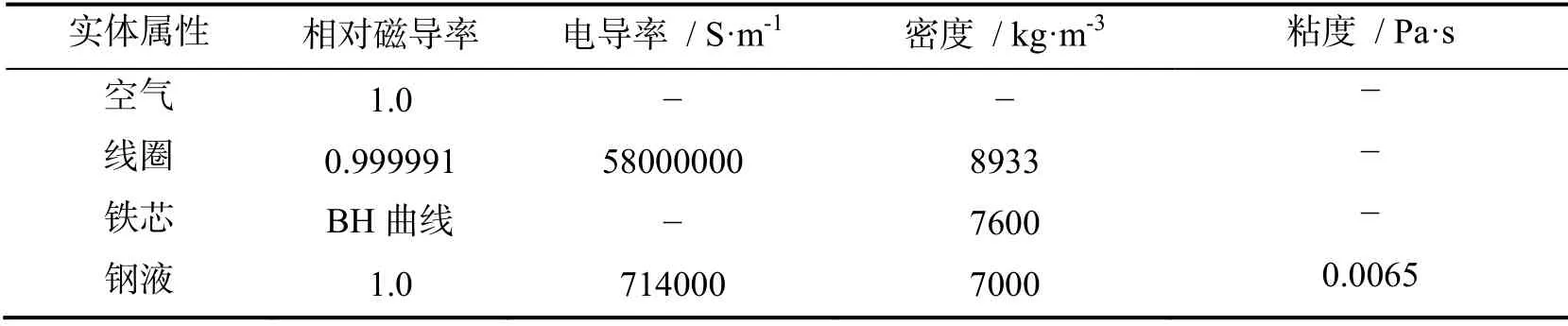
表2 物理模型单元的物性参数
1.2.3 多模式电磁搅拌器的仿真结果和分析
对多模式电磁搅拌器进行数值模拟仿真,对旋转线圈绕组、行波线圈绕组同时通电,旋转线圈绕组电流为curR,行波线圈绕组电流为curT. 仿真计算电流为200 A、300 A、400 A,频率为5 Hz 时中心复合磁场的感应强度,仿真结果得出:电流越大,电磁感应强度越大,curR、curT 为400 A 时,可达1200 Gs,是常规只有旋转线圈的电磁搅拌器的1.18 倍. 150 mm×150 mm 的方坯和φ200 mm 的圆坯受到的多模式电磁搅拌器的螺旋电磁力矢量图如图2~4 所示.

图2 150 mm×150 mm 的方坯所受电磁力矢量
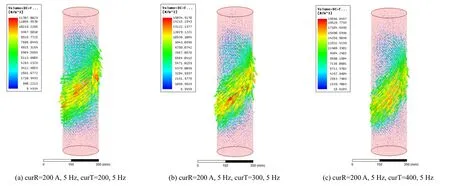
图3 φ200 mm 的圆坯所受电磁力矢量

图4 改变电流方向后的φ200 mm 圆坯电磁力矢量
150 mm×150 mm 的方坯和φ200 mm 的圆坯,在旋转线圈绕组电流curR 和行波线圈绕组电流curT 大小不同时,方圆坯所受的电磁力数据和形态不同,可以看出随着旋转线圈绕组和行波线圈绕组的电流值增大,铸坯所受电磁力增大; 随着行波线圈绕组的电流增大,螺旋角度会增大; 通过旋转线圈绕组电流方向的改变,可以使螺旋方向在顺时针和逆时针方向切换; 通过行波线圈绕组电流方向的改变,可以使螺旋方向在向上和向下方向切换. 多模式电磁搅拌器具有多种搅拌模式,更有益于电磁冶金搅拌参数的调整.
2 多模式电磁搅拌的应用
2.1 多模式电磁搅拌系统
多模式电磁搅拌电控系统包括主电力变压器、进线配电柜、PLC 柜、变频柜和远程监控系统等. 每个多模式电磁搅拌器配置两个变频柜,分别控制旋转线圈绕组和行波线圈绕组,每台变频柜可以单独控制,调节频率为0.3~16 Hz,步长为0.1 Hz 并连续可调,输出电流的波形畸变率小于2%[5].
多模式电磁搅拌器采用外水直冷方式,冷却水主要带走线圈的发热以及铸坯的辐射热. 冷却水循环系统主要由纯净水箱、水泵、热交换器、过滤器、监控仪表、管道和阀门等组成. 水系统对多模式电磁搅拌器的压力、流量、温度,水箱的水位,冷却水的质量等进行监控,并具有远传检测和就地显示功能.
2.2 多模式电磁搅拌器的安装位置
该铸机主要生产中碳钢、高碳钢,为改善铸坯的中心偏析和疏松问题,多模式电磁搅拌器安装在铸坯线性熔芯比为30%左右的位置. 该连铸机的主要参数见表3.

表3 连铸机的主要参数
2.3 多模式电磁搅拌器的冶金效果
经过现场连铸工艺的多次调整,确定多模式电磁搅拌器在旋转线圈电流为300 A,行波线圈电流为250 A,螺旋方向与铸流方向相反时,顺时针方向搅拌15 s,1.5 s 滞后,逆时针方向搅拌15 s,频率5 Hz 时为最佳搅拌参数.
图5 为铸坯低倍照片. 可以看出,40Cr 钢在多模式电磁搅拌器作用下,铸坯的中心偏析、疏松都得到了改善. 铸坯的中心偏析和疏松由2 级提高至0.5 级,铸坯的中心缩孔由1 级提高至0 级.

图5 40Cr 钢铸坯低倍照片
3 结束语
多模式电磁搅拌器可以获得旋转磁场、行波磁场和多种模式的螺旋磁场,螺旋磁场的角度和方向可以通过电流调整,搅拌模式丰富.多模式电磁搅拌器在中高碳钢中的应用表明,它可以有效改善中心偏析、中心疏松和缩孔等问题.
钢水的过热度、铸机拉速及铸坯的二冷强度等工艺参数对铸坯的等轴晶率、偏析、疏松等有较大的影响,多模式电磁搅拌对铸坯的作用还需进一步研究和实践.
猜你喜欢
数学物理学报(2022年5期)2022-10-09
数学杂志(2022年2期)2022-09-27
安徽冶金科技职业学院学报(2020年2期)2020-08-04
消费导刊(2019年31期)2019-03-13
成都信息工程大学学报(2018年1期)2018-05-31
学苑创造·B版(2017年12期)2018-01-17
化工管理(2015年29期)2015-11-28
冶金与材料(2015年4期)2015-08-20
广西科技大学学报(2015年4期)2015-02-27
中国水利(2015年17期)2015-01-26