复杂多金属尾矿伴生金银铁综合回收
2022-10-25 08:02周光浪周东云
矿冶 2022年5期
周光浪 周东云
(云南黄金矿业集团股份有限公司,昆明 650200)
随着社会经济的发展和环境保护要求的不断提高,矿产资源的供求矛盾日益突出,加强对矿产资源的综合回收利用日趋重要,尤其是对复杂多金属共伴生矿的综合利用,越来越成为科研工作者的重要研究领域和方向。我国共伴生矿产资源较多,但综合利用水平有限,还有较大的开发利用潜力和提升空间[1,2]。
现针对某复杂多金属浮选后的尾矿,为综合回收其中伴生的金银铁,根据矿石性质特性,优先采用强磁预选抛尾的方法对铁矿物进行富集,同时使金银在铁精矿中进行富集,通过抛尾为后续的磨矿作业创造了有力条件[3,4]。根据金银的赋存情况,为提高对金银的有效回收,对预选的铁精矿采用先回收金银再回收铁的方案,并针对包裹金影响的问题,采用细磨再全泥氰化的工艺进行金银的回收[5-8],再对氰化的尾矿采用弱磁选工艺来回收强磁性铁矿物,强磁选工艺来回收弱磁性铁矿物。针对磁铁精矿产品中含硫过高的问题,采用反浮选脱硫工艺,通过强化对磁黄铁矿的活化来提高对硫的脱除效果,从而降低硫的含量[9-11]。最终矿石在“强磁抛尾—全泥氰化浸出—弱磁选铁—强磁选铁—磁铁精矿反浮选脱硫”的联合工艺下,使金银铁均得到较好回收。
通过此次试验研究,以期对复杂多金属尾矿中共伴生矿的综合利用选矿研究有所裨益,对提高矿产资源的综合利用和矿山企业的降本增效有所帮助。
1 原矿性质
该矿石中金属矿物主要为磁铁矿、磁黄铁矿、黄铁矿、毒砂以及赤/褐铁矿等矿物。脉石矿物主要为透闪石和透辉石,其次为方解石和黑柱石,少量的石英、石榴子石、白云母、长石以及磷灰石等。有价元素主要为Au、Ag、Fe,其中Au含量为0.26 g/t、Ag含量为3.70 g/t、Fe含量为20.30%,原矿主要化学成分分析结果见表1。

表1 原矿主要化学成分分析结果
矿石中的磁铁矿含量相对较低,其主要以自形、半自形晶产出,部分磁铁矿以集合体的形式嵌布,部分呈微细粒浸染于脉石矿物中,有时可见磁铁矿与黄铜矿、闪锌矿以及磁黄铁矿等矿物嵌布在一起(见图1),偶尔可见其中包裹微细粒的闪锌矿、黄铜矿颗粒(见图2)。磁铁矿的整体粒度较细,主要分布在 0.010~0.100 mm,同时也是金的主要载体矿物。
根据铁物相分析结果,磁铁矿占有率为13.69%,赤/褐铁矿占有率为50.74%,其分析结果见表2。

表2 原矿铁物相分析结果
矿石中还含有少量的磁黄铁矿,主要以不规则状嵌布,磁黄铁矿的整体嵌布粒度相对较粗,少量以细粒嵌布。
金在原矿中的含量较低,主要以细粒为主,大部分被包裹在磁铁矿中,少量被包裹在黄铁矿、磁黄铁矿、菱铁矿中,但银的分布较分散。
2 试验结果与讨论
2.1 磁选和氰化浸出试验
结合矿石性质特性,分别采用弱磁选和强磁选工艺来回收矿石中的强磁性矿物和弱磁性矿物,从而回收矿石中的含铁矿物[12-14]。根据金银的赋存情况,矿石通过磁选后使金银在铁精矿中进行富集,然后采用全泥氰化浸出工艺对金银进行回收。
由于磁铁矿嵌布粒度较细,需要充分解离来提高铁的回收率和质量,且金以包裹体的形式存在,为提高对金的回收,也需将载金矿物尽可能单体解离使金裸露,因此需要对矿石开展细磨作业。为降低磨矿成本,优先采用强磁预选的方法来进行铁的富集和抛尾,然后对强磁粗精矿进行再磨再浸来回收金银,对氰化后的尾矿再进行铁的回收,试验原则工艺流程见图3。

图3 矿石磁选及氰化试验原则工艺流程
2.1.1 强磁粗选磁感应强度试验
棒介质是高梯度磁选的媒介,其丝径决定棒介质表面的磁场梯度及矿粒受到的磁捕获力大小,因此对分选指标具有重要影响[15],为防止磁铁矿对棒介质造成堵塞,选择3.0 mm的棒介质进行试验,试验结果见图4。

图4 强磁粗选磁感应强度试验结果
从图4可以看出,当磁感应强度高于0.7 T后,粗精矿中铁品位降低幅度略微增大,但铁回收率增加幅度减小,为给后续精选作业创造有利条件,选择强磁预选抛尾的磁感应强度为0.7 T较适宜。
2.1.2 氰化浸出磨矿细度试验
为使载金矿物尽可能的单体解离,从而提高对金的回收,对强磁粗精矿进行了再磨再浸试验。在氰化钠单耗为4 kg/t、浸出时间为36 h等条件下,开展了磨矿细度条件试验,试验结果见图5。

图5 氰化浸出磨矿细度试验结果
从图5可以看出,当磨矿细度在-0.038 mm的含量高于80%后,金、银的浸出率基本趋于稳定,继续提高磨矿细度对金银的浸出影响较小。综合考虑磨矿成本及后续铁的回收等因素,氰化浸出的磨矿细度选择-0.038 mm含量占80%较适宜。
2.1.3 氰化钠用量试验
氰化过程中,氰化钠的浓度是决定金、银溶解速率的关键因素,为进一步探索氰化钠用量对金、银浸出的影响,在磨矿细度为-0.038 mm含量占80%、浸出时间为36 h等条件下,开展了氰化钠用量条件试验,试验结果见图6。

图6 氰化钠用量试验结果
从图6可以看出,当氰化钠的用量高于3 kg/t后,金、银的浸出率基本趋于稳定,继续提高氰化钠的用量对金银的浸出影响较小,综合考虑,氰化钠的用量选择3 kg/t较适宜。
2.1.4 弱磁粗选磁感应强度试验
为回收矿石中的磁铁矿,对经细磨氰化处理后的尾矿开展了弱磁粗选试验。弱磁粗选磁感应强度分别选择140、180、200、220、260、300 mT来开展条件试验,试验结果见图7。

图7 弱磁粗选磁感应强度试验结果
从图7可以看出,当磁感应强度高于220 mT后,精矿中铁的回收率提升较小,但铁品位的降低幅度呈增大趋势,为给弱磁精选作业创造有力条件,综合考虑,弱磁粗选的磁感应强度选择220 mT较适宜。
2.1.5 弱磁精选磁感应强度试验
为进一步提高弱磁粗精矿的铁品位,开展了弱磁精选提质试验,弱磁精选磁感应强度分别选择120、140、160、180、200 mT来开展条件试验,试验结果见图8。

图8 弱磁精选磁感应强度试验结果
从图8可以看出,当磁感应强度高于160 mT后,磁铁精矿中铁的回收率提升幅度较小,但铁品位的降低幅度增大,综合考虑,弱磁精选的磁感应强度选择160 mT较适宜。
2.1.6 强磁精选磁感应强度试验
为加强对弱磁性矿物的回收和进一步提高铁精矿的品位,对弱磁选后的尾矿开展了强磁精选提质试验,强磁精选磁感应强度分别选择0.3、0.4、0.5、0.6 T来开展条件试验,试验结果见图9。

图9 强磁精选磁感应强度试验结果
从图9可以看出,当磁感应强度高于0.5 T后,铁精矿中铁的回收率虽进一步得到提升,但铁品位的降低幅度较大,综合考虑,强磁精选的磁感应强度选择0.5 T较适宜。
2.1.7 综合条件试验
结合磁选和氰化浸出开展的各条件试验情况,根据选定的较优条件开展了综合条件试验,试验结果分别见表3、4和5。

表3 金银氰化浸出试验结果

表4 铁磁选试验结果

表5 磁铁精矿主要化学成分分析结果
综合试验结果表明,金银通过强磁预选抛尾富集后再进行氰化浸出时,金银的浸出效果相对较好,使金银得到了较好的回收;铁通过采用弱磁选和强磁选的方式进行回收后,其中对磁铁矿的回收率达到了94.69%,但磁铁精矿产品中杂质元素S超标,达3.18%,对磁铁精矿的品质造成了较大影响。
2.2 反浮选脱硫试验
由于磁黄铁矿属于强磁性矿物,在磁选过程有较强的磁力团聚作用,易夹杂混入铁精矿中,从而影响产品的质量。为进一步提高磁选后磁铁精矿的品质,开展了反浮选脱硫试验,并考虑硫精矿的回收利用情况,针对硫的浮选拟开展一次粗选、两次精选和两次扫选的工艺流程试验。
2.2.1 捕收剂用量试验
以丁基黄药作为捕收剂,硫酸铜作活化剂,开展了丁基黄药单耗分别为60、80、100、120、140 g/t的硫粗选条件试验,试验结果见图10。

图10 捕收剂丁基黄药用量试验结果
从图10可以看出,当丁基黄药的用量高于100 g/t后,磁铁精矿中硫的脱除率变化较小,继续增加药剂用量,对脱硫的效果影响不大,综合考虑,硫粗选丁基黄药的用量选择100 g/t较适宜。
2.2.2 活化剂种类及用量试验
由于磁黄铁矿可浮性较差,且易氧化、泥化,是比较难浮的硫化铁矿物,为强化脱硫的效果,分别采用硫酸铜、硫化钠作为活化剂进行试验,试验结果分别见图11、12。

图11 活化剂硫酸铜用量试验结果

图12 活化剂硫化钠用量试验结果
从图11、12可以看出,硫酸铜和硫化钠均可改善磁黄铁矿的可浮性,增强脱硫的效果,但硫化钠用量过多时会抑制磁黄铁矿。为进一步探索活化剂组合使用时对磁黄铁矿的活化效果,在硫酸铜用量为120 g/t的条件下,开展了硫酸铜和硫化钠的组合使用试验,试验结果见图13。
从图13可以看出,采用硫酸铜和硫化钠组合使用比单独使用时对磁黄铁矿的活化效果要好,有利于进一步降低磁铁精矿中硫的含量,对(硫酸铜+硫化钠)组合使用的量选择(120 g/t+300 g/t)较适宜。
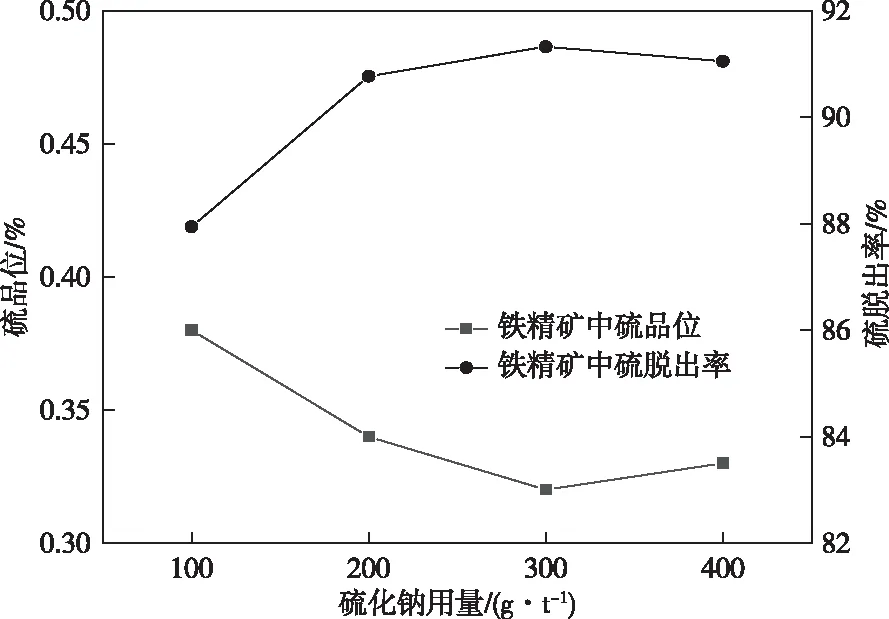
图13 活化剂硫酸铜和硫化钠组合使用试验结果
2.2.3 闭路试验
为进一步提高硫精矿的品位、强化对硫的脱除效果,对硫精矿开展了两次精选,对铁精矿开展了两次扫选,试验工艺流程见图14,试验结果见表6。

图14 磁铁精矿浮选脱硫试验工艺流程图

表6 磁铁精矿浮选脱硫试验结果
从表6可以看出,通过浮选脱硫后,磁铁精矿中硫可降至0.25%,从而获得了达标的磁铁精矿产品。
3 结论
1)该矿石有价元素主要为Au、Ag、Fe,其中Au含量为0.26 g/t、Ag含量为3.70 g/t、Fe含量为20.30 %。矿石中铁矿物主要为赤/褐铁矿、磁铁矿,磁铁矿的整体粒度较细,部分呈微细粒浸染于脉石矿物中;矿石中的金主要以细粒为主,大部分被包裹在磁铁矿中,但银的分布较分散。
2)结合矿石中金银铁的嵌布特征和赋存情况,采用强磁预选抛尾的方式优先对含铁矿物进行富集,为加强对金银的回收,将富集后的铁精矿磨至-0.038 mm含量占80%的条件下进行全泥氰化浸出,金、银浸出率分别可达到85.32%、72.13%,从而使金银得到较好的回收。
3)针对铁的综合回收,将氰化的尾矿经“一粗一精”的弱磁选后,可获得TFe品位为60.58%、TFe回收率为12.01%磁铁精矿。再将弱磁选的尾矿进行强磁精选,可再获得TFe品位为45.30%、TFe回收率为18.54%铁精矿产品。最终使TFe的回收率到达30.55%、mFe的回收率到达94.69%。另针对磁铁精矿中含硫超标的问题,通过采用反浮选脱硫的工艺,可使硫降低至0.25%,从而进一步提升磁铁精矿的品质。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
传感器世界(2022年6期)2022-11-25
飞碟探索(2021年4期)2021-12-17
石材(2020年6期)2020-08-24
理化检验-化学分册(2020年5期)2020-06-15
矿业工程(2020年6期)2020-02-02
中国自行车(2018年11期)2018-12-03
世界有色金属(2018年17期)2018-11-20
直升机技术(2016年4期)2016-02-23
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12