
热喷涂技术在活塞杆修复再制造中的应用
2022-10-24 11:50乐有树高海青
设备管理与维修 2022年18期
乐有树,高海青
(1.广东开放大学,广东广州 510091;2.广州市天河区金棠表面工程技术有限公司,广东广州 510640;3.广东省新材料研究所,广东广州 510651)
0 引言
活塞杆是支持活塞做功的连接部件,大部分应用在往复压缩机、油缸、气缸等运动执行部件中,是一个运动频繁、技术要求高的运动部件。活塞杆的基体材料有38CrMoAlA、20Cr13 等,经调质处理及表面进行电镀硬铬处理后,基体材料一般有较高的综合机械性能和耐磨性能。在耐酸耐热要求较高的使用场合,为加强活塞杆表面强度,会在活塞杆基体表面喷涂制备金属陶瓷涂层替代电镀硬铬层。活塞杆在活塞缸内来回往复运动,受工况异常、超负荷运行、维护保养等因素影响,活塞杆表面会出现拉伤、压痕、磨损等缺陷,导致活塞杆工作效能下降,引发安全隐患,严重时会引起活塞杆断裂[1]、造成安全事故,给生产企业带来不可估量的经济损失。
活塞杆出现故障时,直接更换活塞杆的费用较高,尤其是更换进口活塞杆时费用更加昂贵。目前针对活塞杆表面失效的修复再制造方法主要有电镀硬铬、电刷镀、堆焊、激光熔覆等工艺,这些工艺各有优缺点:采用电镀硬铬工艺进行修复,需要对活塞杆先进行退镀后再重新电镀硬铬,再进行磨削、精加工等多道工序进行修复[2],该方法周期较长,而且电镀硬铬工艺污染环境,已经逐步淘汰;采用电刷镀技术修复活塞杆时,需要对活塞杆表面缺陷区域进行铬面活化、合金镀铜、快速镀镍、超差修复及镜面处理等多道工序处理[3],该工艺对于磨损较厉害或划痕较深的表面进行修复再制造时效果不是很好,电刷镀层容易脱落;堆焊技术其本质是焊接,在修复活塞杆磨损区域时,通过焊接热源加热,将堆焊材料和活塞杆磨损区域母材熔化形成熔池,熔池冷却后在活塞杆表面形成堆焊层,然后再进行精加工[4]。由于堆焊时热输入量大,对细长活塞杆进行修复时容易引起变形;采用激光熔覆进行修复,其工艺是在活塞杆基体表面上放置被选择的涂层材料粉末,经激光照射,使涂层材料粉末和活塞杆磨损区域基体表面材料同时熔化,并快速凝固后形成与基体冶金结合的表面涂层[5],再对激光熔覆区域表面进行精加工,这种方法不需要对活塞杆未损伤部位进行处理,只需局部修复损伤区域,但是对细长的活塞杆进行修复再制造时,也容易引起变形。
针对上述情况,本文主要研究高速火焰喷涂技术在活塞杆修复再制造上的应用。
1 热喷涂技术原理及工艺特点
热喷涂技术是一种将涂层材料(粉末或丝材)送入某种热源(电弧、燃烧火焰、等离子体等)中熔化,并利用高速气流将其雾化喷射到基体材料表面形成覆盖层的工艺。根据喷涂材料的不同,可以形成耐磨、导电、绝缘、抗腐蚀、抗高温、抗氧化等各种功能的表面涂层[6]。热喷技术操作简便、灵活高效,涂层材料种类繁多[7]。早期的热喷涂工艺主要有火焰粉末喷涂、火焰丝材喷涂、电弧喷涂等,近20 年来,随着高能、高速热喷涂设备的相继问世,如高能等离子喷涂、高速火焰喷涂(High-Velocity Oxygen-Fuel,HVOF)设备的出现,金属陶瓷粉末(镍铬碳化铬、碳化钨等)可以用于制备涂层,同时克服了早期热喷涂技术制备的涂层孔隙多、结合强度不高的弱点,涂层质量有了质的飞跃,涂层应用范围更加广阔[8-9]。
本文采用的热喷涂工艺是高速火焰喷涂技术。高速火焰喷涂技术是20 世纪90 年代初期发展起来的,工作原理如图1所示:燃气(丙烷、丙烯或氢气)和氧气分别在高压状态下输入燃烧室,同时从喷枪喷管的轴向圆心处由载气(氮气或压缩空气)送入涂层粉末。燃气和氧气在燃烧室混合燃烧形成高压热气流,通过4 个喷嘴将热气流通入喷管,在喷管里形成一束高温射流,将进入射流中的金属粉末加热熔化并加速,射流通过喷管时受到水冷壁的压缩,在出口处燃烧的高温射流迅速膨胀,就产生了超音速火焰[10]。其焰流速度可到3 倍音速以上,是普通火焰喷涂焰流速度的4~5 倍,也明显高于一般的等离子焰流速度[11-12]。在高速气流推动下,涂层材料粒子的运动速度可达到500 m/s。由于超音速火焰喷涂的焰流高,所以使用这种方法制备的涂层致密,结合强度高、孔隙率小,涂层的残余应力小[13]。
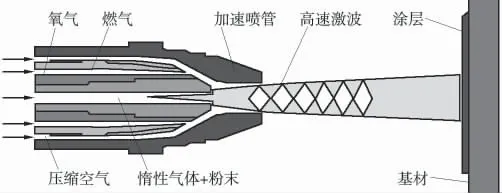
图1 高速火焰喷涂技术原理
2 活塞杆高速火焰喷涂涂层制备及性能
2.1 涂层材料选择
活塞杆是往复压缩机的关键零件部之一,在运动过程中其工作表面与填料不间断进行摩擦,因此需要选用硬度高、耐磨性能较好的金属陶瓷材料,综合考虑各种因素,根据广州市天河区金棠表面工程技术有限公司和广东省新材料研究所多年的实践经验,选取金属陶瓷(WC-17Co)粉末。该粉末肉眼观察为暗铁灰色,显微镜观察为准球状颗粒,少量为不规则多面体颗粒(图2);粉末粒度为15~45 μm,松装密度4.97 g/cm3;金属陶瓷粉末中Co(钴)质量占比为16.5%~17.1%,其余为WC(碳化钨)。

图2 金属陶瓷粉末形貌
2.2 试样制备
(1)试样材料为38CrMoAlA,尺寸为30 mm×40 mm×3.8 mm。采用美国进口的Jet-II 超音速喷涂系统对待喷涂活塞杆表面喷涂制备金属陶瓷(WC-17Co)涂层,高速火焰喷枪的火焰中心线与工件轴线垂直相交(误差不超过±5°),涂层厚0.2~0.3 mm。
(2)超音速火焰喷涂的主要工艺参数。氧气、丙烯和送粉氮气的流量分别为35 m3/h、6.3 m3/h 和0.9 m3/h,喷涂距离为200~220 mm。
2.3 涂层的微观结构和力学性能
采用JSM-5910 型扫描电镜(Scanning Electron Microscope,SEM)分析涂层的微观结构,通过金相法测定涂层的孔隙率小于1%,涂层中的孔洞、未熔颗粒、碳化钨分布等均满足要求。金属陶瓷(WC-17Co)涂层微观结构如图3 所示,涂层与基体的结合强度见表1。
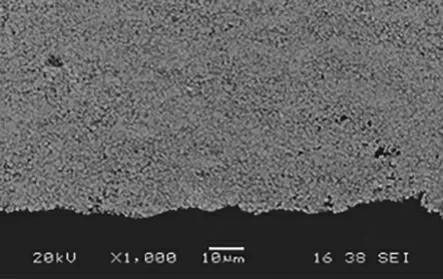
图3 金属陶瓷涂层微观结构

表1 金属陶瓷涂层结合强度
涂层显微硬度共做过5 次检测,数据分别为1185 HV0.3、1295 HV0.3、1230 HV0.3、1215 HV0.3和1250 HV0.3,平均值为1235 HV0.3(即采用300 g 的试验力、保持时间10~15 s 得到的硬度值为1235)。
从上述分析可知,该涂层致密、与基体结合强度高、显微硬度高,综合性能较好。
3 活塞杆修复再制造过程
3.1 检验
压缩机活塞杆拆卸后,用汽油清洗活塞杆表面的油污和其他杂质,肉眼检验活塞杆表面拉伤情况,再用外径千分尺检测活塞杆工作部位外径,并与图纸尺寸进行对比,确认其磨损情况(图4)。如发现活塞杆表面拉痕或局部磨损较深(≥0.3 mm),则需先采用焊接技术对其局部进行电焊填平,再手工打磨该区域与周边区域基本齐平。然后上车床,调校基准跳动调到≤0.02 mm,检测活塞杆弯曲情况,对于细长活塞杆,如发现活塞杆弯曲较大,则需采用校正技术把活塞杆校正到0.05 mm 以内。

图4 待修复的活塞杆
3.2 初加工
把活塞杆装夹在普通车床上面,调校活塞杆基准调≤0.02 mm,然后把活塞杆工作部位的外径比基准尺寸磨削下去Φ0.45~0.50 mm。
3.3 工件表面净化
活塞杆初加工后的工作部位先用丙酮擦洗,再用氧—乙炔火焰枪对活塞杆待制备涂层的表面进行火焰烘烤,工件表面温度控制在100~150 ℃,至无肉眼可见油迹。对于细长活塞杆要严格控制加热温度,以防止活塞杆变形。
3.4 表面预处理
采用12#棕刚玉砂对活塞杆待喷涂表面进行喷砂净化处理,压缩空气压力0.05~0.07 MPa,喷砂后的表面粗糙度达到Sa3 等级。
3.5 高速火焰喷涂
采用美国进口的Jet-II 超音速喷涂系统和已优化的工艺参数对活塞杆的待喷涂表面喷涂制备金属陶瓷(WC-17Co)涂层,高速火焰喷枪的火焰中心线与工件轴线垂直相交,误差±5°,喷涂涂层厚度为0.2~0.3 mm(图5)。对于细长活塞杆,喷涂时采用红外测温仪测量活塞杆基体温度,如果温度大于200 ℃则需停止喷涂,用压缩空气来回反复吹活塞杆表面进行降温,待活塞杆冷却到100 ℃以下后再进行喷涂。

图5 高速火焰喷涂金属陶瓷涂层
3.6 涂层机械加工
把高速火焰喷涂后的活塞杆装夹在万能磨床上,调校基准跳动≤0.02 mm,采用金刚石砂轮,把活塞杆的热喷涂涂层磨削至要求尺寸,然后采用金刚石砂纸把活塞杆表面涂层进行镜面抛光,粗糙度可达到Ra 0.1~0.2 μm,抛光完后则活塞杆的整个修复再制造过程完成(图6)。

图6 高速火焰喷涂金属陶瓷涂层镜面抛光
中国石油化工股份有限公司广州分公司进口的新轻压缩机(型号为2HHE-VL-2-NL,美国DRESSER-RAND 公司制造),除了严重弯曲变形、无法修复的,其余表面锈蚀或磨损的活塞杆均采用上述高速火焰喷涂金属陶瓷工艺进行修复再制造,然后再投入压缩机于不同的工况环境使用,金属陶瓷涂层基本上无脱落或起泡现象,在线使用一年后基本上未产生磨损,预期使用寿命可以达到进口件的3~5 倍,修复效果很好。
4 结论
采用本文所述的高速火焰热喷涂技术,在活塞杆表面喷涂制备金属陶瓷涂层进行修复再制造,大大提高了活塞杆的表面耐磨性能。在活塞杆修复再制造过程中,该工艺具有如下特点:活塞杆基体组织未发生变化,保持原有的力学性能;控制好活塞杆温度,也不会发生变形;工艺简单,喷涂修复时间短。更为重要的是,经在线使用,修复再制造后的活塞杆性能不低于新品且价格相对便宜。另外,该工艺不仅可以用于旧活塞杆的修复再制造,还可以用来强化新活塞杆的表面性能。因此,高速火焰喷涂金属陶瓷工艺在压缩机活塞杆修复再制造方面的成功应用,对于降低企业维修费用、提高进口设备国产化制造水平和企业生产效率具有重要意义。
猜你喜欢
压缩机技术(2022年3期)2022-12-07
科技视界(2022年21期)2022-11-08
沈阳理工大学学报(2022年3期)2022-08-11
表面技术(2022年1期)2022-02-12
纺织器材(2021年2期)2021-12-04
粉末冶金技术(2021年3期)2021-07-28
陶瓷学报(2021年1期)2021-04-13
粉末冶金技术(2021年1期)2021-03-29
兵工学报(2019年4期)2019-05-08
中文信息(2019年1期)2019-02-20
