碳钢转炉二级冶炼模型系统分析
2022-10-21 12:19张燕连
科学技术创新 2022年27期
张燕连
(中冶东方工程技术有限公司自动化设计研究所,山东 青岛 266555)
引言
转炉二级工艺控制有助于顺利高效地进行炼钢操作,在这样的系统中,二级冶炼模型占据重要地位。基于副枪的转炉自动化炼钢二级冶炼模型使用静态和动态两部分控制模型,目的是为了提高工艺效率和终点温度以及含碳量的控制精度。这样的转炉炼钢冶炼模型具有以下优点:终点温度控制精度高;终点含碳量控制精度高;提高工艺效率;减少补吹次数;降低渣中的铁含量;提高转炉内衬的寿命;优化废钢熔炼效率[1]。本研究依据宝钢德盛不锈钢有限公司新炼钢工程2 座碳钢转炉二级冶炼模型应用实际案例,详细论述二级冶炼模型硬件、软件和网络设计,过程控制,过程模型设计等方面内容。
1 转炉二级冶炼模型的硬件、软件和网络设计
1.1 概述
基于副枪的自动化炼钢控制系统中,转炉模型包括的模型服务器、操作站、工程师站的硬件和系统软件[2]。
硬件设备的选择的原则是在满足系统要求的可靠性和高性价比的前提下,最大限度的统一设备选型,便于减少设备备件的种类,简化设备维修。本控制系统在网络设计方面的原则是全部选用标准TCP/IP 协议的通讯网络,实现副枪自动化炼钢系统与其他控制系统的无障碍网络连接,最大限度满足整个工厂在共享数据方面的需要。本系统的网络连接主要包括与基础自动化(一级)和生产计划调度信息管理(L2)的数据的通讯。
1.2 硬件和软件配置
系统涉及的硬件设备主要包括系统服务器、客户机。
系统涉及的软件主要包括定制开发的炼钢模型工艺软件,定制开发的操作端客户端软件,以及相关计算机的操作系统等。系统硬件主要有服务器(每座转炉配1套),工程师站(只包括冶金工程师站应用软件),操作员站。
1.2.1 服务器 每座转炉设置1 台服务器,实现转炉模型服务器与其他系统数据交互;转炉模型服务器基于Windows Server,安装在计算机室内。服务器采用机柜安装方式。
服务器软件配置有:操作系统、应用软件开发环境、数据库、转炉模型与PLC 通讯软件、转炉模型与其他计算机通讯软件、转炉模型过程控制系统、客户端软件。
1.2.2 工程师站 冶金工程师站为基于Windows 的SQL Server 客户机。其硬件配置有1 台主机、1 台显示器,配套键盘、鼠标。
工程师站软件配置有:操作系统,应用软件开发环境、数据库和客户端软件。
1.2.3 操作员站 用于实际冶炼在线控制使用,为基于Windows、SQl Server 客户机,布置在主控制室。操作员站硬件配置有2 台主机、2 台显示器,配套键盘、鼠标。
操作员站软件配置有:操作系统,应用软件开发环境、数据库和客户端软件。
1.3 硬件及网络结构
1.3.1 硬件网络结构图 根据系统的实际需要,2 座150t 转炉模型系统硬件网络结构图见图1。

图1 转炉模型系统硬件网络结构
其中:包括2 座转炉模型服务器2 台,每台服务器供一座转炉使用;包括操作员站(2 台),供转炉操作员使用;包括工程师站(1 台),供冶金工程师使用。
1.3.2 网络环境 采用基于TCP/IP 协议以太网。服务器采用双网卡,分别接入一级网和HMI 网;客户机、工程师站采用HMI 网与服务器相通讯;一级系统与服务器采用一级网进行通讯;三级网采用软件配置方式进行配置。
1.4 软件及数据结构
1.4.1 软件开发及应用环境 转炉模型系统开发及应用环境见表1。

表1 系统开发及应用环境
1.4.2 系统功能 转炉模型系统包含系统运行的各种软件,通讯程序、HMI 程序、模型程序、数据库,以实现冶炼过程数据采集通讯、模型计算控制、人机交互、数据存储功能。转炉模型系统的软件实现功能分为两种:模型部分及非控部分[3]。
模型部分(静态/动态控制模型)包括:主原料计算、熔剂计算、耗氧量计算、冷却剂计算、动态校正计算及预报、自学习、合金计算等模型。
系统非控程序是一组具有特定功能程序的统称,完成静动态控制系统运行环境构建和进程协调工作。系统非控程序实现冶炼计划、工艺参数、转炉吹炼模式、铁水和废钢数据通讯,与其它系统(L2 级及L3 级)的通讯、冶炼炉次跟踪、转炉日志及报表。
将上述两种功能集成在一个完整的计算机控制系统中,形成了完整的转炉模型系统。
1.4.3 数据采集及通讯 转炉模型系统和一级数据通讯采用OPC 方式,在计算机平台将一级PLC 数据点配置到实时数据库的标签中,实现数据快速采集,根据不同的数据点配置不同的采集频率,平台实时数据库可以为其他应用程序提供最新的一级数据实时值;数据下发一级PLC 功能也由计算机平台实现[4]。XTransactionService服务可以实现一级信号量快速变化状态监控和事件输出。过程控制模块负责所有调用事件的协调组织;同时利用数据库实现工艺数据存储并管理。转炉模型系统平台的整体架构图见图2。

图2 转炉模型系统平台的整体架构
2 过程控制
2.1 概述
转炉过程计算机系统建立在基础自动化的基础上,用于指导和控制转炉炼钢过程,同时监视和收集炼钢工艺过程的实际数据,处理和存储大量的工艺和设备数据,形成作业报表[5]。
系统控制过程贯穿整个转炉的冶炼过程,转炉控制过程包括的步骤有:炉次开始、生产计划接管、主原料计算、辅原料计算、发送设定值、吹炼开始、TSC 测量、动态过程、TSO 测量、再吹、吹炼结束、出钢、合金化、溅渣、出渣/炉次结束。
转炉模型系统将按照生产计划所指定的冶炼模式来确定系统控制步骤、模型计算方法。
2.2 系统控制过程的详述
2.2.1 炉次开始及结束标志 炉次开始的标志规定如下:炉次开始一般采用一级人工确认方式,或者与一级其他约定信号来进行确认(如装废钢开始)。
炉次结束的标志规定如下:炉次结束一般采用一级人工确认方式,或者与一级其他约定信号来进行确认(如出渣结束)。
2.2.2 生产计划管理 生产计划三级(L2)下发信息,生产计划管理包括如下的详细操作内容及控制过程:(1)三级(L2)发送生产计划到转炉模型服务器,该过程由数据库通讯自动完成;(2) L2 下发本炉生产计划时候,需要下发出钢标记、工艺路线、目标温度、目标碳、铁包号和废钢斗号。(3) 紧急情况下,如无法及时获得生产计划信息,操作员可以通过客户端界面手动建立生产计划;(4) 如果发送的生产计划不包括炉次号时,则需经过操作界面的调整完成炉次号的匹配。
2.2.3 主原料计算 完成生产计划的接管后,系统可进行主原料计算,内容包括冶炼目标计算和废钢需求量查询。半钢冶炼不进行主原料计算。
冶炼目标计算指出钢温度计算,吹炼目标温度、目标碳由L2 在发送计划时一并发送给模型系统。操作人员根据实际的需要,可以直接修改、输入钢水的吹炼结束温度确认值。出钢温度设定可能对吹炼模式的自动选择有直接关系。
主原料计算指铁水和废钢计算。铁水和废钢计算依据为钢种标准、生产计划,操作人员可对计算结果进行手动修改。计算完成后,操作人员确认所需要的铁水量和废钢量。
2.2.4 副原料计算 副原料计算包括熔剂计算模型和静态计算模型。根据实际的铁水成分和温度以及废钢的重量计算如下数据:熔剂加入量、吹氧量、冷却剂加入量。
根据生产计划使用的冶炼模式不同,计算模型自动调整选择对应的计算方法。
计算过程中,熔剂种类、冷却剂种类与钢种配置的模式相关,系统自动识别并完成计算。转炉操作人员根据实际需要,可以对熔剂、吹氧量、冷却剂计算值进行修改,作为操作员的设定值。在修改熔剂加入量后,操作员可以对耗氧量和冷却剂重新进行计算。
以上操作完成后,将计算数据和模式数据最终发送到一级系统,作为冶炼实际采用的设定值。
2.2.5 吹炼开始 吹炼开始(首次或中间停吹后的再次吹炼)时,氧枪的流量及枪位由一级系统进行设置并执行。吹炼开始后,一级系统开始按照吹炼和加料模式对吹炼过程进行吹炼和加料控制。转炉模型系统对生产过程进行连续的在线跟踪、数据采集。
2.2.6 TSC 测量 一般在吹氧量达到总氧量85%(工程师站参数,绝对值)时启动副枪测量,测量结果为钢水碳含量C 和温度T。TSC 测量时,氧枪枪位及流量控制采用副枪测量模式下设定值;TSC 测量完成后,氧枪枪位及流量恢复至正常吹炼模式动态阶段设定值。TSC 测量结果返回时,系统自动启动动态计算模型,计算结果包括动态氧量、冷却剂量或发热剂量。动态计算后,系统进行实时预测计算:采用1~2 s 作为运算周期,根据实际的吹氧量、冷却剂或发热剂加入量,实时预测计算熔池C 含量和温度。
2.2.7 动态过程 动态过程指系统完成TSC 测量至吹炼结束间的控制过程。该控制过程涉及吹氧、加料控制。如果TSC 测量成功且为动态过程自动控制模式,吹炼控制模块完成氧枪控制、加料控制。转炉模型系统根据实时预测结果,判断是否到达冶炼目标,到达时,下发吹炼结束指令至一级。如果第一次TSC 测量不成功,或根据需要进行了第二次TSC 测量(人工方式),系统可以根据后一次测量结果,再次启动动态计算。如果TSC 测量不成功或为动态过程手动控制模式,则需要操作工手动完成氧枪控制、加料控制及结束吹炼工作。动态过程中,系统实时预测计算熔池C 含量和温度,为自动及手动停吹提供参考。
2.2.8 TSO 测量 TSO 测量过程由一级系统控制完成,测量结果为熔池氧含量、碳含量和温度、液面高度。TSO测量后,系统启动合金计算模型。
2.2.9 合金化 合金化过程包括加入金属合金料及炉渣改制改质剂过程。合金计算只计算能够采用合金料仓自动投料的料种。低磷高碳冶炼不涉及合金计算。合金计算依据吹炼结束的钢水成分,检化验结果或TSO 测量结果;至少需要TSO 测量正常进行,在TSO 测量结果到达时,自动启动合金计算模型。模型计算合金料、脱氧剂、改质剂的加入量。
2.2.10 溅渣 人工选择溅渣模式,发送给一级系统,由一级系统选择溅渣氧枪并确认溅渣开始。
溅渣过程中,系统实时采集跟踪溅渣加料及氧枪的控制情况,溅渣完成后,系统停止过程跟踪。溅渣加料与留渣均作为下一炉次的计算参数。
2.2.11 出渣 溅渣完成后,需进行转炉出渣操作。出渣过程涉及留渣操作,操作工需估算留渣量并录入到系统,作为下一炉次的计算参数。
2.2.12 炉次结束 上述控制过程完成后,本炉次控制过程结束。炉次结束由转炉模型系统根据一级操作信号完成。炉次结束时,系统自动启动各自学习模型,完成自学习过程。
3 过程模型设计
3.1 概述
过程模型控制范围为转炉操作的全过程。计算模型核心的工艺机理是熔渣和熔池之间的动力学关系。经验或者统计上的部分占尽可能小的部分,但是又不可能避免。这就确保了系统更广泛的应用于钢铁生产的时间当中。大部分的模型计算的结果都是加入熔池的原料的重量和吹炼过程需要消耗的氧量,最终的目的是在吹炼的终点使钢水的温度和成分满足目标的要求[6]。除此以外,系统的反馈计算模型则根据吹炼过程热量的损失,脱磷,脱碳等统计数据而自动修正的模型的部分参数。主要的模型见表2。
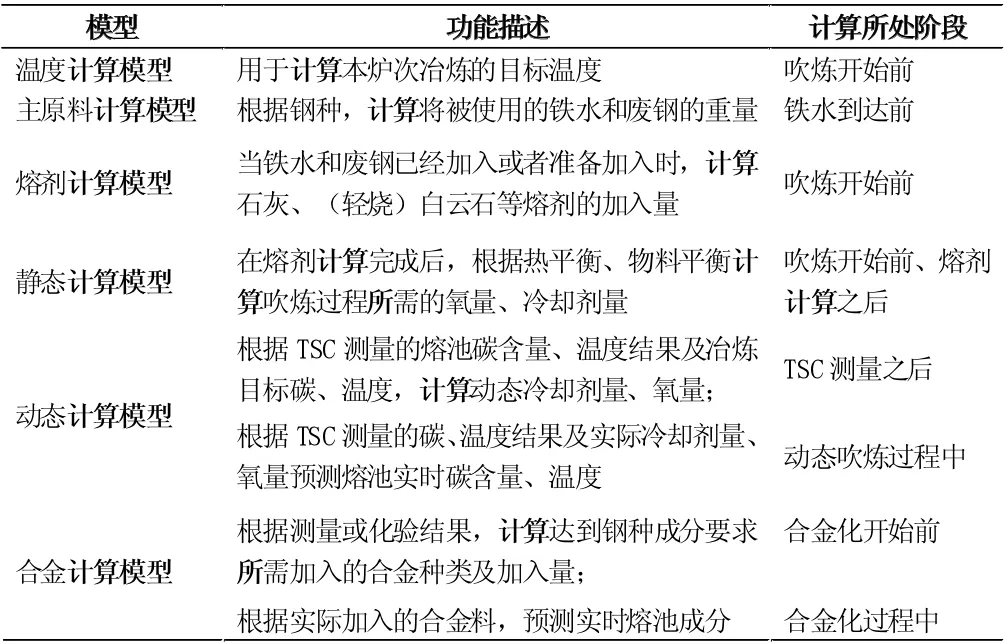
表2 涉及模型功能描述
3.2 目标温度计算模型
根据钢种/计划查询得到吹炼终点温度。
3.3 主原料计算模型
装料计算模型主要根据铁水量、铁水成分计算废钢加入量。模型根据能量平衡原理,以尽量不加其他冷却剂为目标,计算废钢加入量。模型支持多种不同废钢的配比计算,可根据两种模式进行废钢计算:优先级模式和固定比例模式。优先级模式根据优先级和最大重量限制,按优先级的高低计算每种废钢的加入量;固定比例模式根据用户设定的每种废钢的配比比例计算各种废钢的加入量。
3.4 熔剂计算模型
熔剂计算模型指当铁水和废钢已经加入或者准备加入时,计算石灰、(轻烧)白云石等熔剂的加入量。由炉渣计算模型分析可知,转炉炉渣组分来源包括:上一炉留渣、铁水、废钢带入元素的氧化、熔剂加入、渣钢带入(与废钢统称为废钢)。
3.5 静态计算模型
用于计算炉次的吹氧量及冷却剂量。静态计算的原理为热守恒和质量守恒。
热守恒即冶炼过程产生的总热量与消耗的总热量相等;质量守恒及消耗的总氧量与输入的总氧量相等。经上述计算,模型输出所需加入冷却剂量及耗氧量。
3.6 动态计算模型
动态计算模型用于计算动态过程耗氧量及冷却剂(加热剂)质量。
转炉在进行TSC 测量后,进入动态控制过程。动态控制过程即按照TSC 测量的熔池温度和碳,调整吹入的氧气量和添加的冷却剂量以达到吹炼终点目标。动态计算模型用来为了达到出钢温度、出钢碳含量所需吹入的氧气量和添加的冷却剂量。同时,根据吹入的氧气量和添加的冷却剂量预测实时熔池温度和碳含量。
3.6.1 碳计算基本式 基本脱碳速度式:

式中:α 为最高脱碳速度,理论值为1.07kg/ (m3·t);β为系数;C 为钢水碳含量,0.01%;C0为常数,脱碳速率为0 时的碳含量,0.01%;O2为吹氧量,Nm3;WST为钢水质量,t。
3.6.2 动态控制量计算步骤 在上述基本计算式的基础上,通过如下步骤计算动态控制量:(1) 根据TSC 碳和目标碳,计算所需的总氧量,该总氧量不考虑冷却剂带入氧的影响。(2) 根据温度计算式及总氧量,计算冷却剂加入量。(3) 将冷却剂需求量带入氧量计算式,修正氧吹入量。
经上述计算,模型输出动态过程耗氧量及冷却剂(加热剂)质量。
3.7 合金计算模型
合金计算模型用于根据测量或化验结果,计算达到钢种成分要求所需加入的合金种类及加入量。同时根据实际加入的合金料,预测实时熔池成分。

3.7.1 改质剂、脱氧剂的计算 渣料合金及炉渣改质剂,该种物料的计算方法为根据工程师站为钢种配置的计算依据及计算公式计算。计算依据为出钢时的终点情况,因化验值一般不会到达,计算依据可以为钢种成分标准或TSO 测量计算。计算公式为出钢改质操作要求设定的计算公式,计算公式系数根据钢种单独配置。
3.7.2 金属合金的计算 在考虑单一合金的单一元素情况下,根据元素守恒,合金加入量的基本计算公式如下(采用合金和元素双收得率计算):

式中:WAi为i 合金加入量,t;W 为加合金前钢水重量,t;Xk为钢水中k 元素的目标含量,%为加合金前钢水中k 元素的含量,%;αi为i 合金整体收得率;XAi,k为i 合金中k 元素的含量,%;βi,k为i 合金中k 元素收得率。
4 结论
本研究依据宝钢德盛不锈钢有限公司新炼钢工程2座碳钢转炉二级冶炼模型应用实际案例,详细论述了二级冶炼模型硬件、软件和网络设计,过程控制,过程模型设计等方面内容。
基于副枪的转炉自动化炼钢二级冶炼模型具有以下优点:终点温度控制精度高;终点含碳量控制精度高;提高工艺效率;减少补吹次数;降低渣中的铁含量;提高转炉内衬的寿命;优化废钢熔炼效率。
当然,二级冶炼模型系统比较复杂,需要根据工程实际应用不断完善,不断增强其实际应用效果。
猜你喜欢
铝加工(2022年3期)2022-11-24
西安工业大学学报(2022年4期)2022-08-30
华北理工大学学报(自然科学版)(2022年2期)2022-04-26
汽车实用技术(2022年7期)2022-04-20
有色金属材料与工程(2021年5期)2021-10-25
科技视界(2019年27期)2019-11-05
大众健康(2017年1期)2017-04-13
科技资讯(2014年33期)2015-03-23