超声-臭氧协同处理页岩气压裂返排液研究
2022-10-18 07:56李向伟胡志强刘凯文
石油和化工设备 2022年9期
李向伟,胡志强,刘凯文
(中石油江汉机械研究所有限公司 武汉 430024)
引言
我国页岩气储量丰富,经过十余年的发展,已逐步实现规模化开发。体积压裂作为页岩气开发必要手段,单井需水量在(2~5)×104m3之间。为满足压裂作业要求,压裂液中往往加有多种添加剂,如稠化剂、交联剂、杀菌剂、高温稳定剂、粘土稳定剂、破解剂等。相较于入井压裂液,返排液成份更为复杂,含有原油、地层水、难生物降解的水溶性高分子聚合物等有害物质,对区域水环境造成极大压力[1~3]。
国内对页岩气压裂返排液处理模式主要有回注、回用和达标外排三种。其中回注处理工艺相对简单,主要控制返排液中的油、悬浮物等污染物,由于回注处理环保风险相对高,随着环保监管力度增大,应用已逐步减少;回用处理主要包含沉降、絮凝、除离子、浓缩过滤等工艺流程,适用于区域开发中前期,主要控制油、悬浮物、高价负效应离子(Al3+、Fe2+/3+、Ca2+、Mg2+、Ba2+等)等指标,处理后的返排液通过接替井实现回用配胶;外排主要适用于区域开发后期,主要控制指标为油、悬浮物、COD、重金属等指标,核心处理工艺主要包括光催化氧化、微电解、电氧化、电絮凝、臭氧氧化、膜蒸馏等[4~9]。
1 试验方案
1.1 试验样品
试验用压裂返排液来自四川广元某页岩气井,该井采用酸化压裂,返排液放喷完成后已进行投碱中和、沉降、过滤预处理,预处理后水质参数:油含量25.8mg/L;悬浮物含量18.6mg/L;PH值8;COD值1297mg/L。
1.2 试验药品及仪器
试验药品:重铬酸钾;硫酸(H2SO4);氢氧化钠(NaOH);
试验仪器:数显PH计、漏斗、滤纸、COD测试仪、悬浮物分析仪、计时器等。
试验装置:试验装置主要包括超声发生器、臭氧发生器、超声换能装置、反应筒、尾气搜集装置等,其中超声发生器频率为20~25kHz,最大功率2kW,臭氧发生器参数如下表所示:

图1 试验装置基本结构原理图
2 试验结果及分析
2.1 单独超声氧化试验
关闭臭氧发生器,单独采用超声进行压裂返排液处理试验,超声功率2kW,振幅100%。超声处理后返排液中的油、悬浮物情况如图2和图3所示(取样静置2h后取清液测定),从中可以看出处理后返排液出现分层现象,表明超声对返排液实现了破胶脱稳,且前10min处理效果较为明显,反应10min以后,油含量9.8mg/L,悬浮物含量8.2mg/L,且均已达到较低水平,而随着时间增长,油和悬浮物变化不大。试验表明破胶脱稳后,油和悬浮物去除难度较小,因此后文研究中以降低COD为重点。

图2 超声氧化对压裂返排液悬浮物和油处理效果
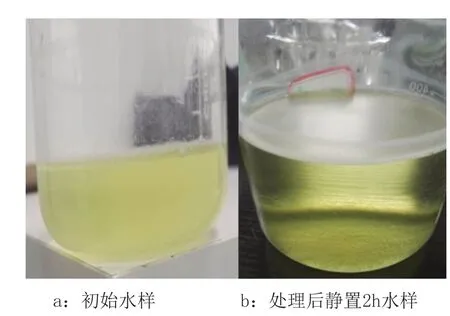
图3 超声处理后返排液水质情况
图4为超声对压裂返排液COD的处理效果曲线,从中可以看出在反应的前30min,COD去除率随着反应时间增长而增大,最大去除率达到48.5%,而30min以后COD去除率受时间影响不大,表明最优反应时间为30min。

图4 超声氧化对COD处理效果
2.2 单独臭氧氧化试验
关闭超声波发生器,单独使用臭氧进行压裂返排液处理试验(臭氧进气速度2L/min,PH=8),臭氧对压裂返排液COD处理效果如图5所示。从中可以看出:在前100min以内,COD的去除率随臭氧进气量(反应时间)的增加而增加,且随着返排液中可氧化有机物浓度降低,反应难度增大,臭氧降解速度降低,100min以后COD去除率变化不大,最大去除率为35.2%。

图5 臭氧对COD处理效果
图6为在35%去除率情况下,臭氧消耗量与进气速度的关系曲线,从中可以看出,在达到同一处理效果的前提下,臭氧消耗量随其进气速度增加而增加,尤其是当进气速度超过3L/min后,臭氧消耗量明显增大,其主要原因是臭氧在水溶液中的溶解度较小,当达到饱和状态后,多余的臭氧没有与压裂返排液反应就直接排出了。从反应时间和臭氧消耗量综合考虑,本试验采用3L/min的臭氧气体的进气量最优。
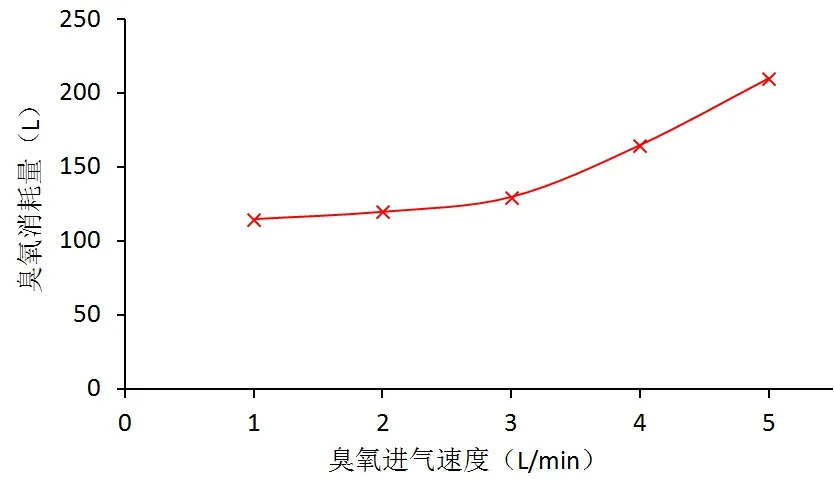
图6 臭氧进气速度与消耗量关系曲线
图7是不同PH下,臭氧氧化效果曲线,从中可以看出:PH<8时,COD去除率随PH值增大而明显提高,最大去除率为35.2%;而当PH>8后,COD 去除率随PH增大而略有降低。产生这种现象主要有两个原因:一是在酸性条件下,臭氧氧化机理主要为直接氧化(臭氧标准还原电位为+2.07V),而在碱性条件下,臭氧分子会分解为氧化能力更强的羟基自由基(·OH,标准还原电位为2.8V),对有机物的氧化更为彻底;二是臭氧传质效率随PH值增大而减小,导致PH>8以后臭氧氧化效率略有降低。

图7 PH值对臭氧氧化效果的影响
2.3 超声-臭氧协同处理试验
同时打开超声、臭氧发生器,压裂返排液COD去除率随时间的变化情况如图8所示,从中可以看出:超声、臭氧协同处理COD的最大去除率为58.3%,比单独臭氧氧化提高了23.1%,比单独超声氧化提高了9.8%,表明臭氧和超声具有协同作用。超声、臭氧的协同效应主要体现在二个方面[11~12]:一方面,在超声波的作用下,臭氧被切割、粉碎成纳米级微气泡,其与返排液的相互作用面积增大,传质效率提高;另一方面超声会产生空化效应,形成局部的高温高压环境,有利于臭氧转换为羟基自由基,同时返排液中的臭氧气泡也可以加强超声空化效果,加快污染物降解。

图8 臭氧-超声协同处理后的返排液
3 试验结论
1)单独超声氧化反应10min以后,压裂返排液实现破胶脱稳,反应30min以后,COD去除率达到最大值48.5%,继续延长反应时间,COD去除率变化不大。
2)臭氧最佳反应PH值为8~9,且其对压裂返排液COD的去除率随进气量增大而增大,最大去除率为35.2%;受臭氧溶解度和传质效率的影响,建议臭氧进气速度≤3L/min。
3)超声和臭氧具有协同效应,协同作用下下,COD去除率高于单独臭氧、超声反应,达到58.3%。
猜你喜欢
西部交通科技(2022年2期)2022-04-27
科学与财富(2021年33期)2021-05-10
新能源汽车报(2019年25期)2019-08-13
新能源汽车报(2018年9期)2018-05-14
中学生数理化·高二版(2016年3期)2016-12-26
现代营销·经营版(2016年3期)2016-05-14
吉林省教育学院学报(2015年10期)2016-03-04
光学仪器(2015年6期)2016-01-08
计算技术与自动化(2015年3期)2015-12-31
建材发展导向(2014年2期)2014-05-04