焊后热处理对6063铝合金激光填丝焊接头组织与性能的影响
2022-10-16 16:37周金旭田春雨陈德军恒俊楠
失效分析与预防 2022年4期
周金旭 , 康 铭 , 田春雨 , 李 哲 , 陈德军 , 恒俊楠
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
0 引言
6063铝合金为中等强度的Al-Mg-Si系可热处理强化铝合金,因其具有良好的使用性能及工艺性能,被广泛应用于轨道交通及新能源汽车等领域。当前,铝合金使用较多的焊接方法为熔化极惰性气体保护焊(Metal Inert-gas Welding,MIG)。近年来,随着激光焊接的发展,越来越多的行业开始使用激光焊接铝合金[1-3]。激光焊接与传统的焊接方法相比较,优势在于激光焊接效率高、焊接变形小、焊缝成型美观,但单一的激光自熔焊接对零件的装配间隙要求严格。激光填丝焊接方法除具有激光焊接的优点外,还提高了激光焊对装配间隙的适应性,焊丝的添加有利于改善焊缝的冶金成分,使激光焊的应用范围更为广泛[4-6]。现阶段,铝合金激光填丝焊接的研究多集中在焊接工艺、焊接方法以及焊接设备方面,而焊后热处理对铝合金焊接接头组织和性能的影响研究主要集中于铝合金MIG焊、搅拌摩擦焊等焊接技术。研究表明,焊后热处理使焊接接头力学性能均有不同程度提升,接头热影响区软化现象明显改善,但焊后热处理对6063铝合金激光填丝焊接头的力学性能及组织的影响研究较少[7]。
本研究对6063铝合金进行激光填丝焊,焊后对焊接接头进行热处理,分析其组织及力学性能变化,为激光填丝焊接铝合金焊后工艺优化提供技术支持。
1 试验材料及方法
1.1 试验材料
母材为6063-T6铝合金,尺寸为160 mm×150 mm×3 mm。填充材料为直径1.2 mm的ER5356焊丝,保护气体为Ar,纯度>99.99%。母材和焊丝的化学成分见表1。对母材进行力学性能测试,母材抗拉强度为254 MPa,屈服强度为204 MPa,断后伸长率为15.6%。

表1 母材和焊丝化学成分(质量分数 /%)Table 1 Chemical composition of base metal and welding wire (mass fraction /%)
1.2 试验方法
采用激光器等设备进行焊接试验,焊接参数:激光功率为6.8 kW,离焦量为+8 mm,焊接速度为2.1 m/min,送丝速度为4.2 m/min,接头形式为对接。激光通过芯径为200 μm的光纤进行传输,使用送丝机构进行送丝,焊前使用气动钢丝刷打磨焊缝及其两侧25 mm区域内的氧化膜至露出金属光泽,并用酒精对焊部位进行清理[8]。焊后采用不同热处理制度对焊接接头进行热处理,热处理制度见表2。

表2 焊后热处理制度Table 2 Post weld heat treatment system
使用电子万能试验机进行拉伸试验,加载速率为10 mm/min,按照GB/T 2651—2008进行试样制备。每组测试2个试样,取平均值作为试验结果。采用光学显微镜和扫描电镜对接头的组织及断口形貌进行观察。
2 结果分析与讨论
2.1 焊缝外观成型及宏观形貌
根据大量工艺试验,获得使焊缝成型良好的工艺参数,在此焊接工艺参数下进行焊接。图1为焊缝外观形貌,焊缝表面成型连续无气孔、裂纹等缺陷,焊缝背部成型均匀,熔合良好。图2为焊缝截面形貌,焊缝内部无气孔裂纹等缺陷,内部质量良好[9]。
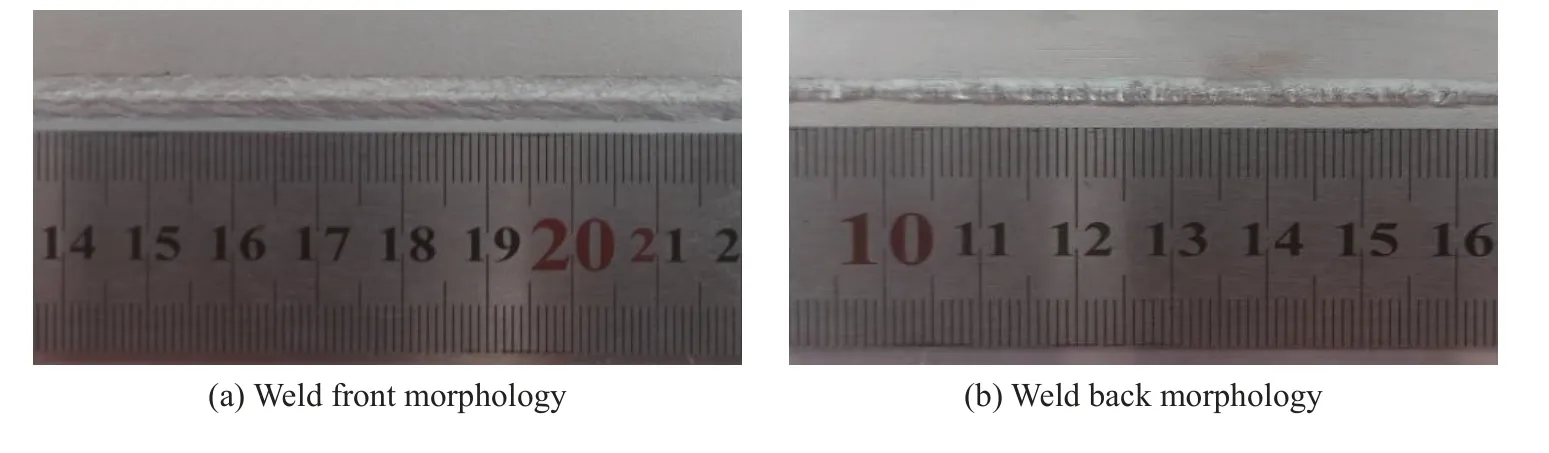
图1 焊缝外观形貌Fig.1 Weld appearance

图2 焊接接头横截面形貌Fig.2 Cross section morphology of welded joint
2.2 焊接接头拉伸性能
对不同热处理下的焊接接头拉伸性能进行测试,断裂试样见图3,试验结果见表3。可见,焊后未热处理接头抗拉强度约为196 MPa,为母材抗拉强度的77.2%;经热处理后的焊接接头抗拉强度均得到提升。经过时效处理后的焊接接头抗拉强度达到223 MPa,较未时效处理时提高27 MPa,为母材抗拉强度的87.8%;经过固溶+时效处理后的焊接接头抗拉强度为260 MPa,较未热处理时提高64 MPa,较时效处理后提高37 MPa,抗拉强度与母材相近。
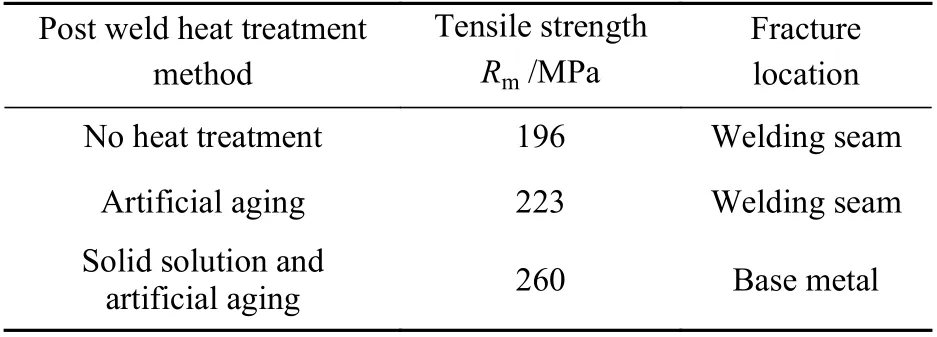
表3 焊接接头拉伸试验结果Table 3 Tensile test results of welded joints

图3 焊接接头拉伸断裂试样Fig.3 Tensile fracture sample of welded joint
焊后热处理接头的力学性能得到提升,是由于激光焊接过程中能量集中,熔池尺寸小,焊接速度快,熔化的金属快速凝固,使未热处理的接头焊缝成分不均匀,偏析现象严重,较快的冷却速度导致强化相无法完全析出,使接头力学性能下降。经过热处理后,偏析现象减弱,强化相进一步析出,接头强度得到大幅度回升[10-11]。
2.3 焊接接头显微组织
对不同热处理下的焊接接头截取横向金相试样,观察接头不同区域的金相组织。可见焊缝内部均为铸态组织,焊缝熔合线附近存在向焊缝内部生长的柱状晶,焊缝内部为细小的树枝晶,焊缝中心为等轴晶[12]。由于激光焊接过程中熔池尺寸小,具有瞬态快速非平衡凝固的特点,未热处理的焊接接头无法大量析出Mg2Si强化相,Mg、Si等合金元素熔入液态Al,在快速凝固状态下形成α-Al的过饱和固溶体,Mg2Si强化效果不明显(图4);焊接接头经时效处理后,焊缝内强化相进一步析出,焊缝组织得到细化,熔合线附近组织不均匀性明显改善[13-14],力学性能得到提高(图5);焊接接头经过固溶+时效处理后,Mg、Si元素发生回溶,在接头内形成大小均匀、弥散分布的强化相,熔合线及热影响区组织发生明显细化,力学性能提升明显[15](图6)。
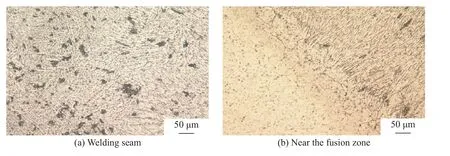
图4 未热处理的焊接接头显微组织Fig.4 Microstructure of welded joint without heat treatment
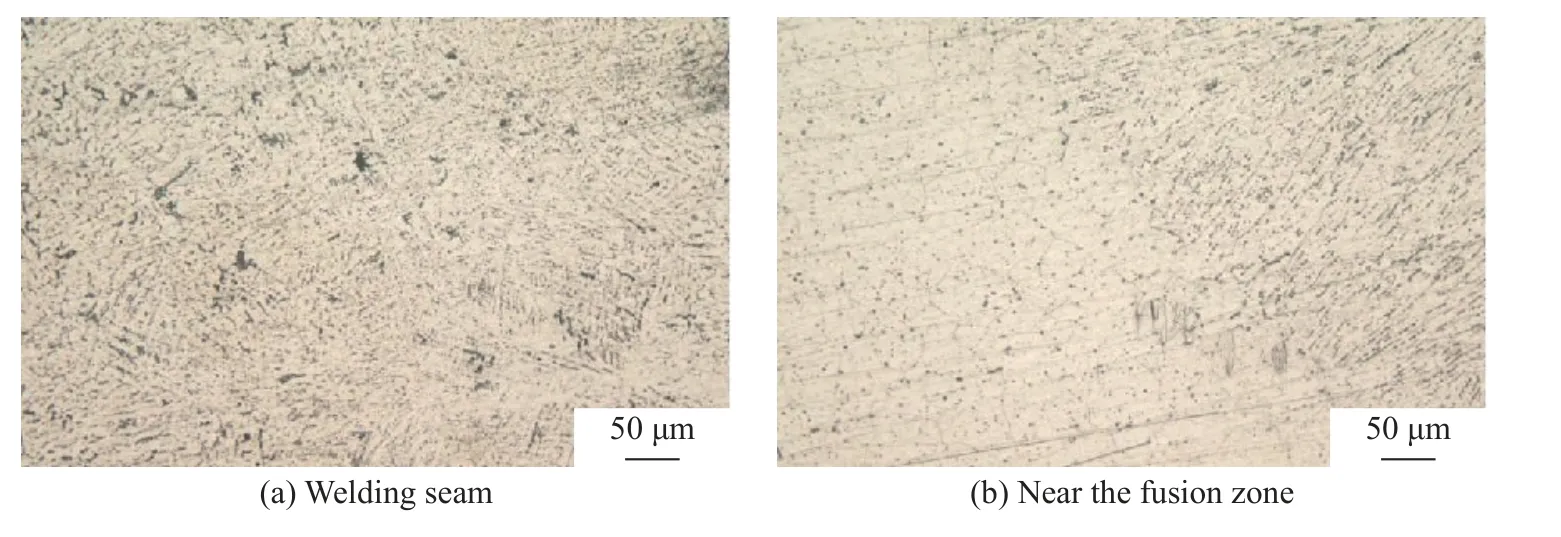
图5 人工时效处理的焊接接头显微组织Fig.5 Microstructure of artificial aging welded joint
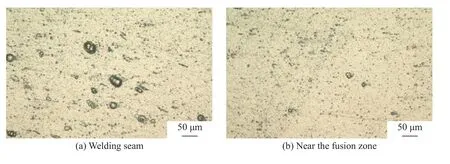
图6 固溶+人工时效处理焊接接头显微组织Fig.6 Microstructure of solution and artificial aging treated welded joint
2.4 焊接接头拉伸断口形貌
图7为各拉伸断口微观形貌图,不同热处理下的焊接接头均为韧脆混合断裂。未热处理的接头断口和时效处理的接头断口形貌相似,撕裂棱明显;相对于未热处理的接头断口,时效处理的接头断口韧窝尺寸差异较大,韧窝较深,解理面减少,表明接头力学性能有所改善;固溶+人工时效处理后的断口韧窝大小均匀,韧窝尺寸较大、较深[16],韧窝数量更多,解理面几乎消失,接头力学性能得到进一步提高[17]。

图7 焊接接头拉伸断口形貌Fig.7 Tensile fracture morphology of welded joint
3 结论
1)经人工时效处理的接头抗拉强度较未热处理的接头抗拉强度提高了27 MPa;经过固溶+人工时效处理的接头抗拉强度较未热处理的接头抗拉强度提高了64 MPa。焊后热处理明显改善焊接接头的拉伸性能。
2)焊缝内部为铸态组织,焊缝熔合线附近存在向焊缝内部生长的柱状晶,焊缝内部为细小的树枝晶,焊缝中心为等轴晶。人工时效处理的焊缝组织得到细化,熔合线附近组织不均匀性明显改善;固溶+人工时效后的接头内形成大小均匀、弥散分布的强化相,熔合线及热影响区组织发生明显细化。
3)焊接接头断裂性质为韧脆混合断裂。人工时效处理接头断口韧窝尺寸差异大,固溶+人工时效处理的接头断口韧窝尺寸更均匀,解理面消失。
猜你喜欢
焊接学报(2022年7期)2022-09-14
宁夏电力(2022年1期)2022-04-29
宇航材料工艺(2021年6期)2021-03-19
理论与创新(2020年11期)2020-07-26
湖南大学学报·自然科学版(2019年6期)2019-07-26
科学与财富(2018年22期)2018-08-18
山东工业技术(2017年11期)2017-06-13
电气世界(2009年7期)2009-08-28
法制与社会(2009年4期)2009-07-07
云南大学学报法学版(2004年3期)2004-02-03