轧制力传感器标定不确定度的计算方法
2022-10-12 09:11:18刘晓蒙
传感器世界 2022年7期
刘晓蒙
上海工业自动化仪表研究院有限公司,上海 200233
0 前言
轧制力传感器是冶金行业测量轧机轧制力的一种测力传感器。相比通用型的测力传感器,其具有量程大、过载能力强、坚固耐用和垂直高度低(通常为74 mm)的特点。轧制力传感器需要在力标准机上标定后再投入使用。传感器的标定证书主要包括线性误差、重复性误差和回程误差3部分。标定结果的准确程度称为不确定度,由于计量机构对不确定度的影响因素和计算方法存在差异,比如对于B类不确定度,有学者认为就是仪器的误差限,也有学者认为应该是仪器误差限除以。本文将依据国家计量技术规范,探讨轧制力传感器在叠加式力标准机上进行标定时,不确定度的计算方法[1-2]。
1 不确定度的计算方法
不确定度是对测量质量的表征,表明了测量结果的可疑程度,不确定度越小,测量结果可信度越高。Guide to the expression of Uncertainty in Measurement是不确定度评估方法的国际标准,我国有2个指导性标准文件:《测量不确定度评定与表示》和《用蒙特卡洛法评定测量不确定度》。蒙特卡洛法(MCM)主要解决测量不确定度评定方法(GUM)所不能及的问题,是一种补充,大多数的情况下是运用GUM法评估不确定度[3-4]。
不确定度受多种因素的影响,按照GUM,不确定度分为A类和B类,可以用统计学方法估算的影响因素为A类不确定度,不能用统计学方法估算的影响因素为B类不确定度。
1.1 A类不确定度
重复测量某物理量,当测量的次数足够多时,测量数据呈现正态分布特性,测量结果(估算值)可以表示为算术平均值:
其中,n是测量次数;xi(i=1…n) 是第i次的测量数据。
单个测量值xk的试验方差s2(xk)为:
等同于n次测量值的算术平均值的试验标准偏差表征了测量估算值的分散程度。
以上算法是A类不确定度的贝塞尔计算方法,在测量次数较少时,可以采用极差法评定A类不确定度, 对xi重复测量n次,得出最大最小值之差R,称为极差,根据极差系数C可以得出单个测量值xk的试验标准偏差s(xk):
表1中表示的是测量次数n和对应的极差系数C。

表1 极差系数
1.2 B类不确定度
当无法采用统计学方法计算不确定度时,可以根据产品检定证书或测试报告提供的数据来估算不确定度,即B类不确定度评定法。已知不确定度U和测量值的概率分布置信因子k,B类不确定度uB可表示为:
置信因子k由表2给出,β为梯形的上底和下底之比。
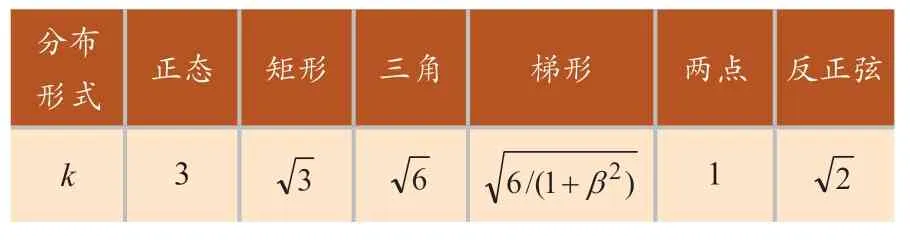
表2 概率分别与置信因子
1.3 合成不确定度
当A类不确定度和B类不确定度相互独立不相关时,测量值的合成不确定度可以表示为:
扩展不确定度U由合成不确定度uC乘以包含因子k得到。测量结果x可以表示为:
测量值=近似真值±合成不确定度(单位),即公式(8):
书写的测量结果应包含近似真值、不确定度和单位3部分,且近似真值和不确定度的单位和数量级必须一致。不确定度为绝对量,有时也采用相对量表示,称为相对不确定度E,用于比较不同测量值的好坏,E值越小,测量值的质量越高。
2 叠加式力标准机简介
力标准机是检定、标定力传感器的标准设备,主要分为净重式、杠杆式、液压式(帕斯卡)和叠加式4种类型。净重式的测量力值最低,但测量精度最高;叠加式的测量力值最大,但测量精度最差。叠加式力标准机是将标准测力仪与被检测力仪串联,以液压或机械方式施加力值的测试设备。按照国家计量检定规程[5],叠加式力标准机的准确度等级要求如表3所示,准确度等同于合成不确定度,方位是指转动标准测力仪,在相对于安装位置的120°和240°的方位上进行测量,也可以按照0°、90°、180°、270°的方位测量。
目前世界上已建成的最大的叠加式力标准机保存于上海工业自动化仪表研究院,如图1所示,额定检定压力为100 MN,拉力为60 MN,准确度0.1级。
3 计算轧制力传感器标定不确定度
轧制力传感器分为磁弹性式和电阻应变式2种类型。磁弹性式传感器是根据磁致伸缩逆效应制造的测力传感器,产品性能与电阻应变式接近,但是由于制造成本高,磁弹性式传感器的发展已经落后于电阻应变式传感器,目前大量使用的轧制力传感器为电阻应变式。鉴于轧制力传感器的额定值较大(1~60 MN),一般在叠加式力标准机上进行标定,得出传感器的线性误差、重复性误差和回程误差等数据。
要估算轧制力传感器的标定不确定度,首先要确定影响测量的因素,即不确定度的来源,主要包括:被标定传感器输出示值的重复性引入的不确定度分量uR,叠加式力标准机的准确度所引入的不确定度分量uM。其中uR属于A类不确定度,uM属于B类不确定度。按照传感器的标定规程,将标定过程按照传感器额定值平分为6点进行,如额定值12.5 MN的传感器测试点 为0 MN、2.5 MN、5 MN、7.5 MN、10 MN、12.5 MN,每个点测3遍,并分别记录进程和回程的数据,传感器的标定数据由表4给出,通常,计量机构给出的误差是对额定输出值的相对误差,用% F.S.表示。

表4 轧制力传感器标定数据
重复测量的次数为3,计算轧制力传感器的A类不确定度时可以采用极差法。叠加式力标准机的准确度为0.1级,误差为均匀分布概率,即采用矩形置信因子k=,最终估算出的轧制力传感器不确定度如表5所示。
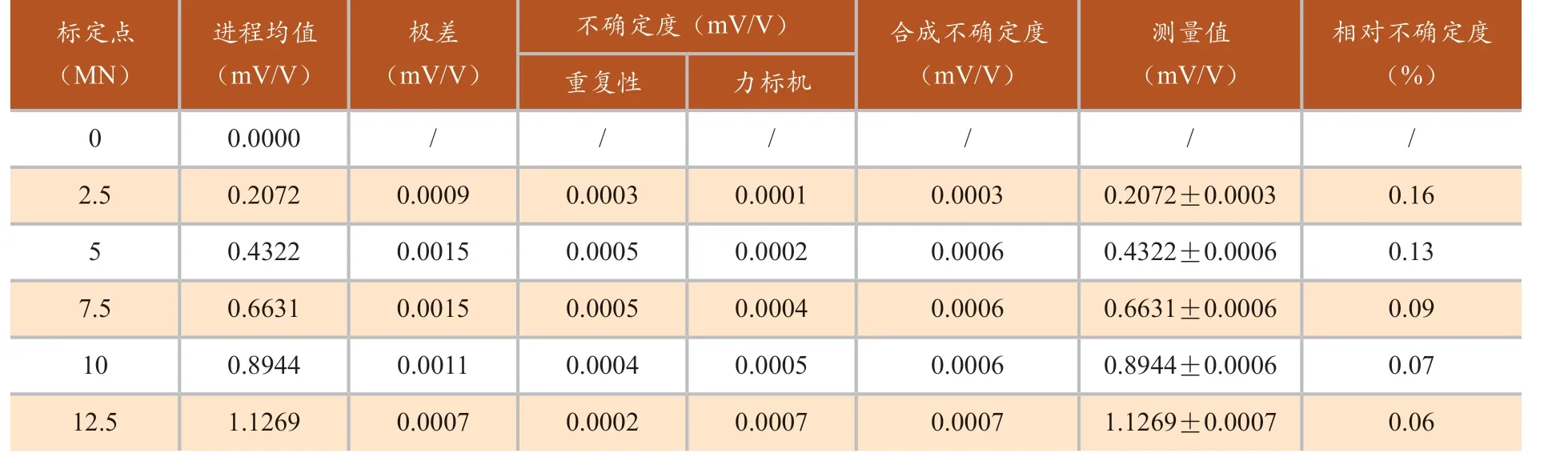
表5 轧制力传感器的标定不确定度
力标准机准确度引起的不确定度等于准确度(0.001)乘以每一个标定点的进程均值。对于轧制力传感器的不确定度,标定计量机构可以由最大的相对不确定度乘以包含因子k得出相对扩展不确定度。
4 结束语
不确定度源自测不准原理,是基于误差之上的提炼和延伸。不确定度的使用将不能被明确评估的误差提炼成一个可以定量计算的对象,并与测量结果结合在一起来表示最终结果,这使得对被测对象结果的精度表示给出了一个确定的评定标准。文中解释了不确定的国家技术规范,介绍了叠加式力标准机,通过实例演示计算了轧制力传感器在叠加式力标准机上的标定不确定度。由于不确定度为估算值,受主观因素影响,估算结果不尽相同,不妥处欢迎广大读者指正。
猜你喜欢
仪表技术与传感器(2021年11期)2021-11-29 04:52:36
中学数学研究(江西)(2019年5期)2019-06-11 12:47:28
石油沥青(2019年1期)2019-03-05 08:25:46
建筑科技(2018年6期)2018-08-30 03:40:54
衡阳师范学院学报(2016年3期)2016-07-10 07:16:27
中国交通信息化(2016年5期)2016-06-06 03:51:43
燕山大学学报(2014年2期)2014-03-11 15:28:20
中学数学杂志(初中版)(2014年1期)2014-02-28 21:05:24
天津冶金(2014年4期)2014-02-28 16:52:58
机电信息(2014年35期)2014-02-27 15:54:30