基于功率信息的机床设备综合效率智能识别方法
2022-10-12 08:21李洪丞曹华军陈二恒黄弟胜
重庆大学学报 2022年9期
何 凯,李洪丞,曹华军,陈二恒,黄弟胜
(1.重庆大学 机械传动国家重点实验室,重庆 400044;2.重庆邮电大学 先进制造工程学院,重庆 400065)
机床作为工业母机,在制造业中被广泛使用。目前中国机械制造业拥有机床约700多万台,其数量居世界第一[1],但机床存在能耗高、效率低等问题,以每台机床的平均功率为10 kW为例,其总功率约为7 000万 kW,是世界上最大的水电站三峡电站总容量的3倍多[2]。同时,大量研究表明:机床在加工过程中其能量利用率通常低于30%[3],其中有很大一部分能源用于设备待机、空载等非增值活动。因此,需要关注设备的利用效率,对设备运行状态、设备性能进行分析,从而提高设备综合效率,实现设备在生产过程中节约能源,降低企业成本的目标。
设备综合效率是衡量生产设备运行状况的关键指标,是分析制造系统效率的有效方法。目前针对设备综合效率已有大量研究,王霆宇等[4]利用人工方式对所需数据进行采集,并对设备综合效率进行分析,以某汽车零部件制造企业为例,对其生产设备进行设备损失评估;吴鑫森[5]通过机床可编程逻辑控制器(PLC, programmable logic controller)获取设备综合效率所需数据,并开发了对应的机床设备生产管理系统;Posteuca等[6]采用机床PLC获取设备综合效率所需数据,并以加工成本为目标提出了可持续改进的设备有效性评估方法。然而,上述研究主要基于机床控制系统的PLC数据或人工采集的生产信息对设备综合效率进行识别,其中通过PLC采集数据的方式常受制于异构设备及其控制系统,其可行性取决于设备生产商的授权开放程度,故应用范围受限;而采用人工采集方式则存在数据误报、错漏以及采集成本高等问题。针对上述问题需要提出一种不受设备类型、操作系统约束的方法,以实现设备运行状及设备综合效率的智能识别与监测。
功率信息作为反映设备运行状态的关键指数,具有采集简便、信息量大的特点,被广泛用于分析机床加工过程中的运行状态[7]。Deshpande等[8]基于机床功率信息,量化了机床在不同运行状态下的持续时间,通过智能传感器对机床的停机、待机、加工等状态进行判定,并对机床能耗成本进行了分析,但该研究对机床状态的识别采用侵入式方式,存在识别状态单一的问题;Chiotellis等[9]开发了基于功率信息来识别数控铣床运行状态的应用程序,该程序运用特定状态功率阈值和动态时间扭曲相似度方法实现,因此其阈值选择对运行状态识别的准确度非常关键,而该阈值由专家经验知识确定,受人为因素影响较大。Zheng等[10]通过建立设备运行状态与功率曲线的关系,提取机床功率信息的时域特征,建立功率特征模型,实现了对机床运行状态在线识别;O’Driscoll等[11]通过采用非侵入式智能传感器,在机床电能输入端获取功率信息,并提取其时域特征识别机床运行状态。然而,功率信息不仅具有时域特征,而且具有频域特征,信号的时频域特性是其固定的表现形式,文献[10-11]仅对功率信息的时域特性进行分析,只能表征信息的形状变化。因此,得到的统计值并不能对功率信息进行全面反应,将影响状态识别的准确性。
综上,笔者提出一种基于功率信息的设备综合效率智能识别方法。该方法综合考虑功率信息的时域和频域特性,基于主成分分析法与最近邻算法对设备运行状态持续时间及加工件数进行量化,并集成制造企业生产过程执行系统(MES, manufacturing execution system)实现设备综合效率识别。该方法通过功率信息直接获取设备综合效率关键参数,可减少因获取控制系统授权而产生的成本,同时对功率信息的获取采用非侵入式方法,其移植简便,具有普适性,并基于采集的功率信息采用监督学习方法可准确对运行状态、加工件数等进行识别。
1 设备综合效率监测指标
设备综合效率由Nakajima[12]首次提出,用于定义降低设备效率的损失,该损失可分为六大类,如图1所示。设备综合效率确定了生产时间中实际增值生产的百分比,有助于确定生产过程中的损失以及其他间接的隐性成本[13]。其优势在于将生产过程中的不同影响因素集中于单一的标准上,是设备时间稼动率、性能稼动率、产品合格率3个指标的函数[14]。
如图1所示,时间稼动率用于体现生产过程中设备由于故障、操作异常、加工产品切换等原因造成的计划外停机及设备安装、调试所造成的损失,其主要评估设备的使用和生产效率,表征停机损失对设备效能的影响。性能稼动率用于体现设备在生产过程中的整体性能情况,主要表征速度损失对设备效能的影响。产品合格率则是加工产品合格数与总加工产品数的比值,主要表征生产过程中质量损失对设备效能的影响。

图1 设备综合效率指标及其反映的损失Fig. 1 Indicators of overall equipment effectiveness and the loss reflected
综上,设备综合效率是一种简单实用的管理工具,可通过简单指标对实际生产过程中的复杂问题进行简化阐述。设备综合效率使得识别机床生产过程中的相关问题更加容易,可对机床运行状况及其生产产品的质量进行有效跟踪,不仅可以帮助管理者直观地发现生产中存在的六大损失,及时发现故障并降低故障成本,而且可提供结构化的设备生产状况信息,将损失类型与实际情况相结合,有侧重地对最重要的损失环节进行改善。因此,对设备综合效率的智能识别可对当前生产效率进行衡量,使生产决策朝着最有利于产品质量和经济能源效益的方向进行,从而挖掘出最大的生产潜力,最大化提高资源和设备的利用率。
2 设备综合效率智能识别方法
设备综合效率计算涉及的关键参数有实际运行时间、计划运行时间、理论加工周期、加工件数与不合格件数。其中,理论加工周期一般与生产流程、设备工艺参数有关,计划运行时间为车间计划的班次时间,不合格件数由自检员进行统计,这些参数可通过MES系统直接获取,因此,获取实际运行时间与加工件数是文中设备综合效率智能识别方法的核心内容。其中实际运行时间通过识别机床运行状态量化,加工件数根据加工时间段内距离匹配识别。具体步骤如图2所示。

图2 设备综合效率智能识别方法逻辑框图Fig. 2 Flow chart of the intelligent identification approach for OEE
2.1 数据预处理
在采用功率传感器获取功率信息时,功率信息会掺杂其他设备造成的干扰信号,因此,其采集的信息中含有较大成分的尖峰毛刺噪声,会影响智能识别结果的准确性,故需要采取滤波措施对功率信息进行预处理,减少噪声的干扰[15]。常用的预处理方法有移动平均值滤波、限幅滤波、小波变换等。相比移动平均值滤波和限幅滤波,小波变换在处理含噪信息时具有效率较高、计算量较小、不易失真的特点,且具有良好的时频特性,能在有效消除高频随机噪声的同时最大限度保留采集信号的原始特征[16]。因此,文中采用小波变换对机床采集的功率信息进行预处理。其采集的原始功率信息由f(k)表示,包含有效信号a(t)和噪声信号d(t),为
f(k)=a(t)+d(t)。
(1)
小波变换滤波的基本思路:首先选择合适的小波基对输入数据进行分解,然后对高频系数进行处理,最后重构高频系数与低频系数得到滤波之后的有效数据。其滤波过程如图3所示。

图3 小波变换去噪过程Fig. 3 The process of wavelet denoising
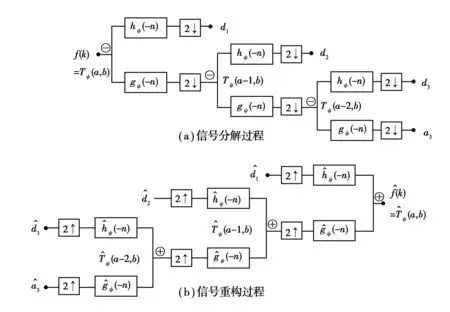
图4 小波变换分解与重构示意图Fig. 4 Schematic diagram of decomposition and reconstruction for wavelet transform

图5 功率信息预处理前后对比图Fig. 5 Comparison of power information before and after pre-processing
(2)
(3)
2.2 实际运行时间获取
通过采用监督学习方法对运行状态进行识别,以量化机床加工过程中的实际运行时间。首先对训练数据进行切块标记,提取其时频域特征,得到设备运行状态的特征向量,构建特征向量矩阵,接着将特征向量进行标准化处理并降维,建立状态匹配库。然后将测试数据进行分析与处理,采用最近邻算法进行分类,以识别其表征的运行状态。最后量化运行状态持续时间,计算时间稼动率。
2.2.1 特征向量构建
根据文献[10-12]及机床功率特性,文中基于功率信息的时域分析,提取均方根、绝对均值、标准差、波形峰值、波峰因素、波形因素、峰度等时域特征指标;基于功率信息的频域分析,提取重心频率、均方频率、均方根频率及频率方差等功率谱特征;基于时频域分析,功率信息经过小波变换与重构后,提取其能量特征,作为所构建特征向量的时频域特征指标。文中选取的特征值如表1所示,则所建立的特征向量为
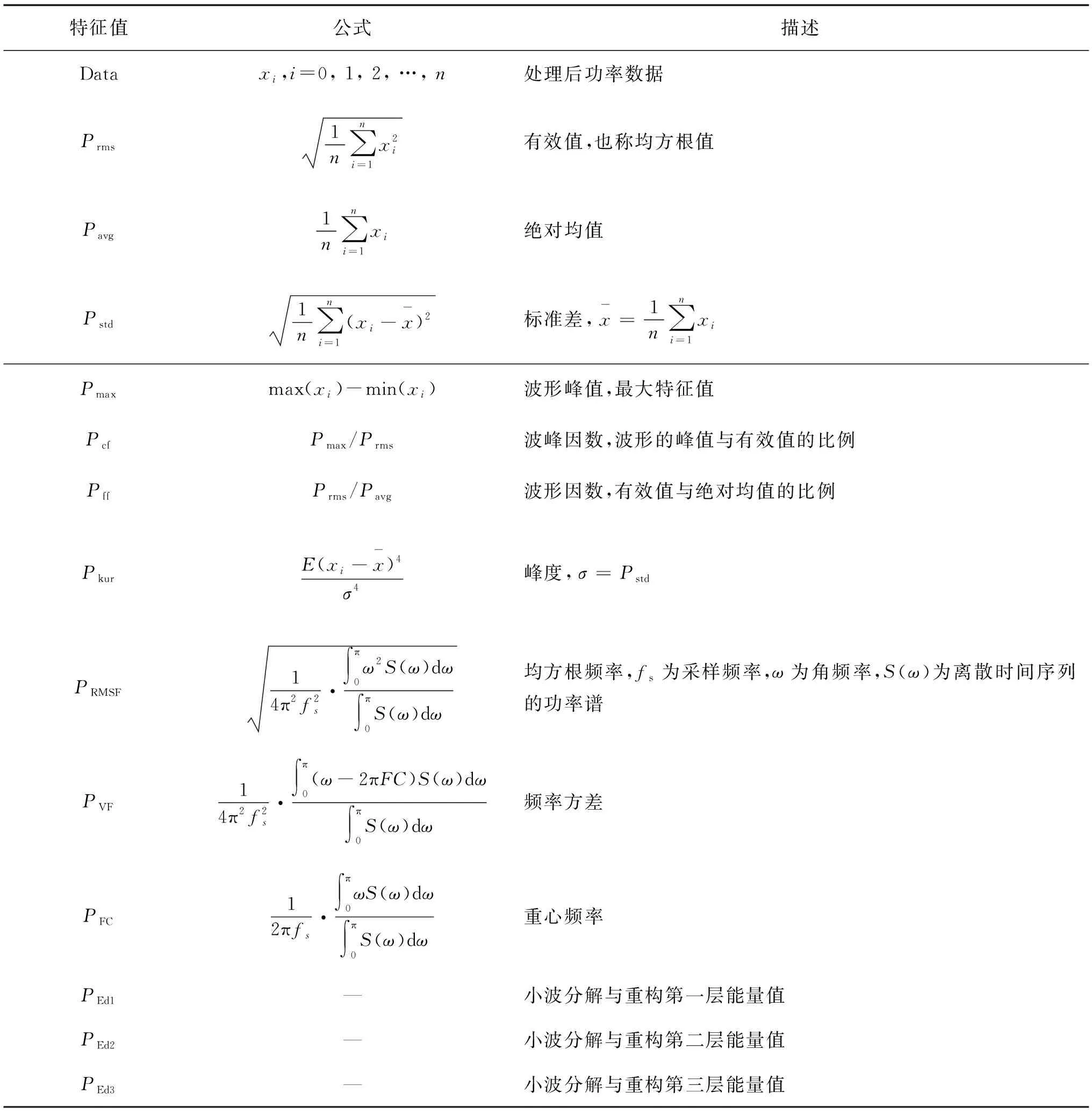
表1 特征向量关键参数
X=(Prms,Pavg,Pstd,Pmax,Pcf,Pff,Pkur,PRMSF,PVF,PFC,PEd1,PEd2,PEd3)T。
(4)
2.2.2 特征提取
训练数据建立的特征向量矩阵n×13维,记作Ω,其传递的信息能够对运行状态全面、准确地表征。虽然多维特征为运行状态识别提供了丰富全面的信息,但也会影响数据处理速度以及分类的准确性;若对特征向量中特征值进行单个分析,则会丢失向量整体所代表的信息。因此,有必要降低特征向量的维度。由于不同的特征值其单位与尺度不同,为消除这种差异带来的影响,文中在降维之前利用式(5)对特征向量进行标准化。
(5)
目前常用的降维算法主要有主成分分析法、线性判别分析法、t分布随机邻域嵌入法等。主成分分析法的降维过程可用线性变换表示,这为后续运行状态识别提供基础,且可以实现在低维空间尽可能多地保存原有数据信息。因此,为了在降低数据维数的同时保持数据的差异性与局部结构,文中采用主成分分析法对特征向量降维,将高维数据以低维表征。主成分分析法的核心思想即矩阵的主成分是其协方差矩阵的特征向量,核心步骤是获取协方差矩阵的特征值与特征向量。获取的低维数据其维数由前k个主成分累计贡献值决定,文中选取的贡献率为90%。主成分分析算法流程如图6所示,其中U为矩阵Ω的协方差矩阵,S则是协方差矩阵特征值的平方根。在对训练数据降维后,保存协方差矩阵U,以此矩阵对及测试数据进行降维。

图6 主成分分析算法流程图Fig. 6 Flow chart of principal component analysis algorithm
2.2.3 运行时间获取

(6)
采用距离加权投票法对未知样本进行类别判定,其原理为
(7)
实现测试数据状态识别的具体过程如下:通过实验获取已知状态的功率数据,将其作为训练数据并为其中的每类状态设置标签“s”、“i”、“c”、“d”。其中待机状态标记为“s”,空载状态标记为“i”,切削状态标记为“c”,停机状态标记为“d”。然后对标记数据进行特性分析与特征提取,构建状态匹配库,并将其作为后续状态分类的依据。对实时采集的未知状态功率数据,首先判断功率值是否为0,从而对“d”类状态进行识别。对测试数据进行与训练数据相同的处理,得到能够反映加工状态的特征向量,依据状态匹配库,利用最近邻算法对得到的特征向量进行状态识别,详细过程为:计算出与未知数据最近的“s”、“i”、“c”类状态的个数,依据加权投票法确定未知数据状态。由于状态持续时间与采集的功率信息序列长度成正比,故在识别运行状态之后,可由序列长度对各状态持续时间进行量化,其时间稼动率为
(8)
式中:A为时间稼动率;Tac为实际运行时间;Tpl为计划运行时间。
2.3 加工件数获取
文中在量化运行状态持续时间的基础上,对相应加工时间段内的功率信息进行分析,建立加工周期特征向量,利用马氏距离对形成的特征向量进行匹配,以获取加工件数,其流程如图7所示。

图7 加工件数识别方法Fig. 7 Identification method of the quantity of processing
算法过程如下:首先对训练数据中完整加工周期的功率信息进行特征提取,得到n个可代表完整加工周期的特征模板向量P={p1,p2, …,p13},对其进行标记。对n个模板向量两两之间采用马氏距离进行匹配,获得n(n-1)/2个距离,可表示如{δ1,δ2, …,δn(n-1)/2},选择其中的最大值δmax作为阈值。然后采用滑动移窗方式对测试数据进行特征提取,建立加工周期特征向量C={c1,c2, …,c13}。最后采用马氏距离对已知标签的特征向量P和未知标签的特征向量C进行匹配,得到距离δ。若δ≤δmax,则判定匹配成功,否则匹配不成功。匹配成功即表示设备成功加工一件产品,并完成加工件数进行累计,然后以该次加工周期作为间隔进行移窗,继续进行匹配;匹配不成功即该窗口的功率信息不是完整或相似的加工周期,以默认移窗间隔移窗,继续验证匹配。循环以上步骤,直到完成加工时间段内所有功率数据分析。为保证未知样本数据完整地体现产品加工周期,默认移窗间隔设置为10,其窗口大小取该台设备的理论加工周期。对加工件数进行统计之后,结合MES系统获取的机床生产信息,由式(9)与式(10)对性能稼动率与产品合格率进行计算。
(9)
(10)
式中:P为性能稼动率;Ct为理论加工周期;Np为加工件数;Q为产品合格率;Nd为不合格产品数。
3 应用案例
为验证提出方法的有效性和可行性,以铣削加工为例,采用BVH800立式加工中心,通过智能采集终端获取加工过程中的功率信息及生产信息,并对其功率信息进行分析,其主要步骤如下:首先对功率信息及机床生产信息获取方式进行描述。然后,对铣削加工过程中的功率曲线进行分析。最后,运用所提出的方法识别设备综合效率,并与试验所得设备综合效率进行比较分析。
3.1 信息获取
为实现立式加工中心的功率信息获取,搭建了设备综合效率监测系统。实验所需功率信息通过在机床电能输入端安装功率传感器获取,功率传感器型号为Siemens PAC3200,采样频率为40 Hz;机床参数信息及生产信息由监测系统集成MES系统获取。其中立式加工中心参数信息如图8(a)所示,功率传感器及采集终端如图8(b)所示,加工零件及图纸如图8(c)所示。
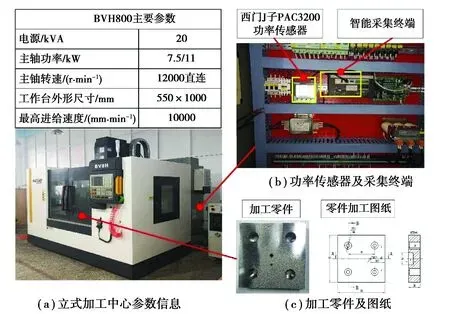
图8 BVH800机床参数、采集终端及加工零件Fig. 8 Machine parameters, acquisition terminals and processing parts of BVH800
3.2 功率曲线分析
通过对采集的功率信息进行分析,其功率曲线特征如图9所示,BVH800立式加工中心启动之后到完整加工结束,其功率幅值波动较大,具备较高识别特性。当启动之后即进入待机状态,待机下的功率幅值基本保持稳定,这是因为该状态下机床的功率值由其本身性能所决定,而与外界影响因素无关,此时机床功率为待机功率Pst。之后机床主轴启动,刀具空转,机床功率处于短期平稳。随后机床开始走刀,对工件铣削时,其消耗功率较平稳,此时机床切削功率包括空载功率Pu、辅助系统功率Pau、切削功率Pc、附加载荷功率Pad等。加工完成后,机床主轴减速并进入待机状态。该过程即为一个工件的完整加工周期。

图9 铣削加工过程功率曲线特征Fig. 9 Characteristics of power curve in milling process
从功率信息的时间维度与幅值维度来看,整个加工过程主要包括启动、待机、主轴加减速、空载、切削、停机状态。其功率幅值变化大,加工周期性强,为文中的研究奠定了基础。考虑设备的加工特性以及企业实际生产情况,机床启动时间tms、主轴加速时间tacc及减速时间tecc持续时间较短,对识别与监测设备综合效率的主要目的影响较小,因此文中主要对待机、空载、切削、停机4种状态进行识别,并量化其持续时间。
3.3 设备综合效率智能识别
3.3.1 数据训练
为验证所提设备综合效率智能识别方法,采集训练数据与测试数据,训练数据用于建立状态匹配库,测试数据用于验证所提方法。其中训练数据已知状态,且包含多个完整加工周期的待机、空载 、切削、停机状态下数据,并对这4类数据分别设置标签为“s”、“i”、“c”、“d”;测试数据为未知状态的数据,对其不进行任何标记。
首先,对上述训练数据进行预处理。然后对数据功率特性进行分析,提取其时频域特征,建立特征向量X,由此构建带有标签的可表征运行状态的特征向量矩阵Ω。利用主成分分析法对该矩阵进行特征提取,则可获得状态匹配库及该降维过程的协方差矩阵U。在特征向量矩阵降维过程中,其主成分的累计方差贡献值如图10所示。由图可知,当降到2维时,选择最重要的2个成分已能够表达出原始特征91.60%的信息,因此文中选择将特征降到2维。对训练数据降维的可视化如图11所示,由图可知3类状态具有较明确的边界线,具有良好的降维效果。
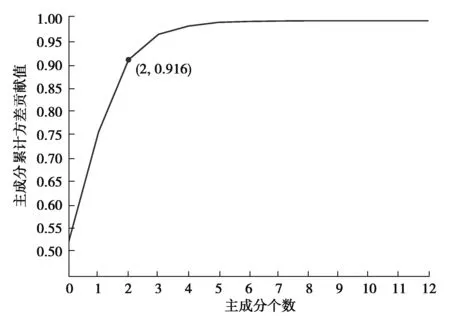
图10 主成分累计方差贡献值Fig. 10 Principal component cumulative variance contribution value
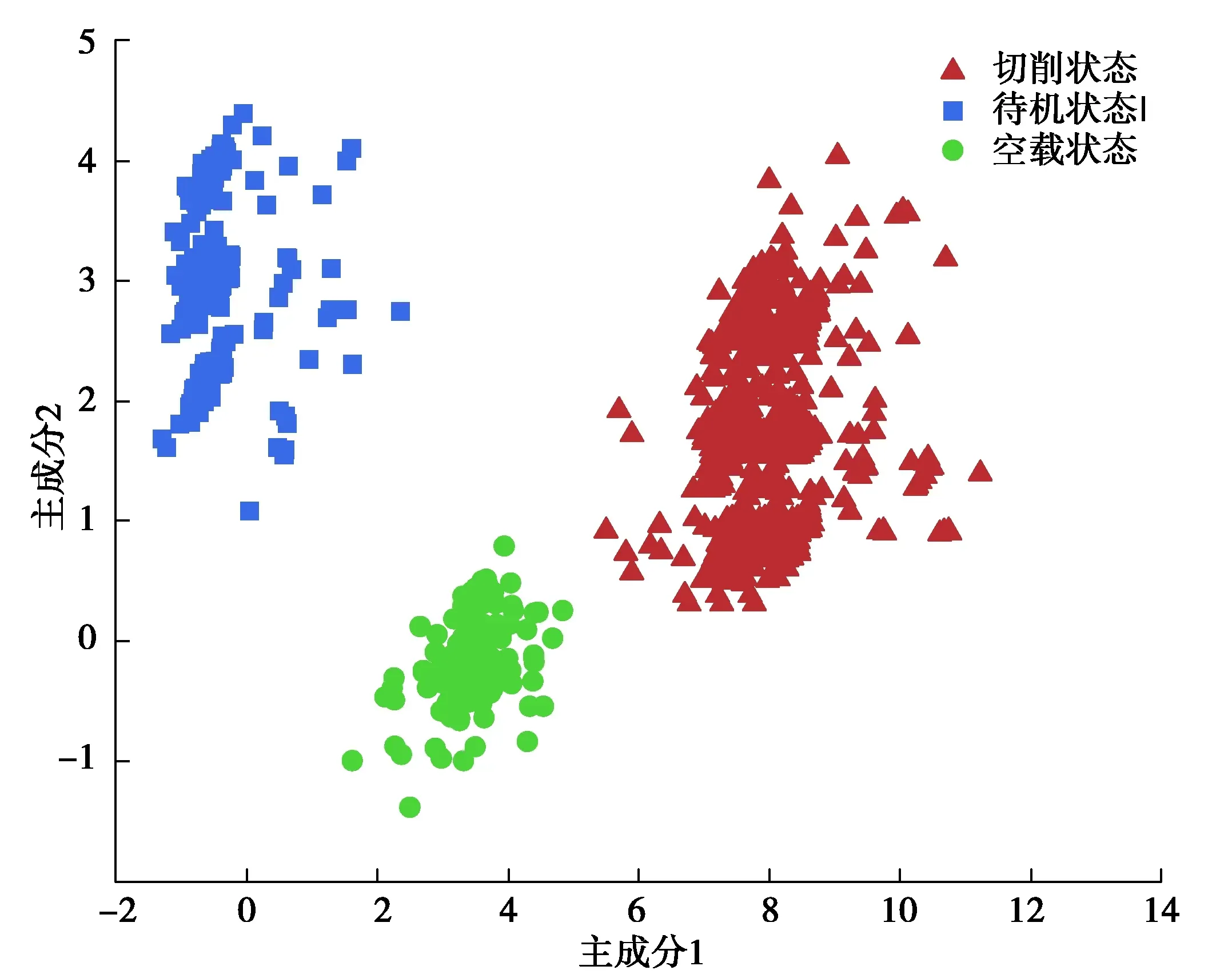
图11 训练数据降维后效果Fig.11 The effect of dimension reduction of training data
随后利用交叉验证法对状态匹配库进行分析,以确定最近邻算法分类中的k值,得到的分类误差曲线如图12。由图可知当k值由0不断增大时,误差率先降低,在k=4时,其误差率达到最小,之后误差率逐步上升,由于k值取偶数时不利于分类,因此文中k值选择3。

图12 不同k值下分类算法的误差率曲线Fig. 12 The profile of error for classification algorithm under different k values
3.3.2 结果分析
对测试数据进行预处理,依据训练数据中获取的协方差矩阵对其进行特征提取,并根据状态匹配库,采用KNN算法对测试数据进行状态识别,量化运行状态持续时间,采用马氏距离对加工时间段内功率数据进行匹配,得到的相关参数信息如表2。由于在对功率信息进行提取时,部分待机信息与主轴加减速信息混合到一起进行分析,导致误将主轴加减速识别为待机状态,故智能识别方法量化的待机时间比实验记录的长;而停机状态时间的减少则是由于在提出的方法中,将机床启动与停机时的功率突变值误与停机数据混合到一起,在对其分析时,判断为待机状态;切削时间不同则是由于将换刀过程的功率信息误判为空载信息;工件数量不同则是由于算法误差导致。

表2 设备综合效率识别关键参数
结合表2参数与MES系统获取的机床生产信息,依据式(8)~式(10),得到的设备综合效率及其指标理论值与实际值如表3,其中由MES系统获取的计划运行时间为30 min,理论加工周期为1.5 min/件,不合格产品数为1件。综合分析各指标及设备运行状态持续时间,得出文中所提出方法与实际中的误差如下:时间稼动率误差为1.13%,性能稼动率误差为4.38%,产品合格率误差为0.37%,设备综合效率误差为4.99%。

表3 设备综合效率指标
4 结束语
针对现有方法在获取设备综合效率指标时存在难度大、成本高、普适性差的问题,笔者提出一种设备综合效率智能识别方法。该方法通过提取时频域特征,采用主成分分析法和最近邻算法,对功率信息进行综合分析及处理。通过建立采样周期特征向量、加工周期特征向量和状态匹配库,可实现对设备加工状态的智能识别以及时间稼动率、性能稼动率与产品合格率指标的计算,从而得到设备综合效率。该方法通过对运行状态时间,设备综合效率及其指标进行计算和分析,可综合反映设备生产过程中的停机损失、速度损失、不良损失,为机械加工车间提供一种设备综合效率非侵入式监测与评估方法,降低了传统方法的成本,提高了方法通用性。
猜你喜欢
模具制造(2022年3期)2022-04-20
模具制造(2022年3期)2022-04-20
保定学院学报(2022年2期)2022-04-07
模具制造(2022年1期)2022-02-23
中学生理科应试(2021年11期)2021-12-09
智能制造(2021年4期)2021-11-04
舰船科学技术(2021年12期)2021-03-29
数学学习与研究(2018年15期)2018-11-12
中学生数理化·八年级物理人教版(2016年5期)2016-08-26
中学生数理化·八年级物理人教版(2016年5期)2016-08-26