
数控系统的新进展
2022-10-11 06:18陆启建刘明灯
制造技术与机床 2022年10期
陆启建 刘明灯 祁 欣
(①南京四开电子技术发展有限公司,江苏南京 210000;②鄂尔多斯生态环境职业学院,内蒙古鄂尔多斯 017010)
1 数控系统发展的历程
有关数控系统发展的文章比较多,被普遍认可的论述是中国机床工具协会的周延祐老先生在1999年左右提出数控系统发展的“3阶段论”:1946年世界上第一台计算机在美国诞生[1];1952年世界上第一台数控机床也在美国诞生;自此,数控技术的发展紧跟着电子技术和计算机技术的发展而发展。
数十年来,数控技术经历了4个阶段和6个时代的发展历程。自1970年小型计算机出现,很快开始用于数控系统,这是第四代数控系统;此后,数控技术进入发展的第二个阶段,叫做CNC阶段。
从1974年微处理器出现开始用于数控系统,数控系统发展到第五代,从这时候开始数控机床才逐渐大量地应用于工业化生产制造,大大地提高了生产效率和制造质量。在20世纪80年代初,南京微分电机厂的“单片机改造数控机床”项目轰动全国,大大地推动了我国计算机数控技术应用。
从20世纪90年代开始,随着个人计算机的发展,在美国首先出现了在PC机平台上开发的数控系统,即PC数控系统,就是所谓开放式数控系统,也就是第六代数控系统[2]。西门子840 Di数控系统、发那科的160i系列数控系统、华中数控系统和大连光洋数控系统等都是属于第六代数控系统。
德国西门子的高档数控系统是购买了德国PA公司的数控系统之后形成了自己的高端产品。西门子840 Di是在20世纪90年代推出的系列高性能数控系统,它采用三CPU核心结构:(1)人机通讯(MMC-CPU)。(2)数字控制(NC-CPU)。(3)可编程逻辑控制(PLC-CPU)。在物理结构上,NC-CPU和PLC-CPU合为一体,合成在NCU(numerical control unit)中,在逻辑功能上相互独立。人机通讯中央处理单元MMC-CPU的主要作用是完成机床与外界及与PLC-CPU、NC-CPU之间的通信,内带硬盘,用以存储系统程序和参数等。
日本FANUC成立于1956年,FANUC系统早期有3系列系统及6系列系统,后来发展为新一代NGC系列数控系统,有0i系列、16i系列和30i系列。在FANUC-NGC系列数控系统中,FS16i-MODEL B、FS18i-MODEL B5、FS30i-MODEL A、FS31i-MODEL A5均 可 以 进 行5轴 加 工。FANUC 160i/180i/210i和300i/310i/320i是与Windows对应的开放式数控系统。它是在16i/18i/21i和30i/31i/32i系统的基础上,增加了PC机,该PC机通过CNC的独有高速接口连接起来,能高速传输大量数据,形成了最佳的融合。
国内华中数控的系统也是属于第六代数控系统:它采用了以工业PC机为硬件平台,实现了PC-NC的技术路线,以PC+软件完成全部的NC功能。因而以国外低档数控系统的价格,实现了国外高档数控系统的功能,具有优良的性能/价格比。其优势在于:(1)直接利用通用工业PC,以软代硬,避硬重软,硬件最简,自制最少,易生产组织。(2)自主版权、PC兼容,系统开放,可充分利用PC资源,升级容易,易于派生,利于发展延续。(3)高集成度设计,提高可靠性。全部半长小卡,体积小至可整体放入悬挂操作箱中。(4)独创的SDI曲面插补高级功能,经济地实现了高效高质量曲面加工。
大连光洋的数控系统也是引进了德国PA公司数控系统技术,在此基础上发展了自己的系列高档数控系统产品。它的系统架构:(1)工业PC+伺服驱动器+电机。(2)工业PC+一体化伺服电机+I/O+GLINK全数字串行伺服总线(一种传统工业现场总线技术,相当于SercosI或者SercosII国际标准,数据传输介质可以使用光纤传输)。
随着电子信息及网络技术和集成电路技术的不断发展,数控技术的发展也进入了新的发展阶段。2010年左右,南京四开公司推出了基于SoC(system on chip)的新型数控系统,从系统的架构上来看,这应该是属于第七代数控系统了。
SKY_SoC(专用系统集成芯片)EMBEDDED(嵌入式)数控系统是江苏省科技成果转化专项资金项目,经过6年时间的攻关,在2012年12月份通过了江苏省科技厅组织的专家验收。其首次成功采用了数百万门级别的超大规模可编程逻辑芯片(FPGA),用HDL编程方式,融合运动插补逻辑控制、开关逻辑控制、高速数字通讯及CPU/FPU综合管理控制等多个控制核心为一体,形成了具有数控系统专用芯片级别的完全自主知识产权的CNC融合处理器控制核心(参见图1及图2)[3]。

图1 SoC数控系统逻辑框图

图2 SKY_SoC数控芯片
系统多轴运动的实时性由FPGA的精细插补软核并行完成,以保证数控轨迹的高精密性。
FPGA的可编程、SoC的硬实时设计大幅度提高了数控系统插补与驱动控制的响应确定性,可达纳秒级。
由于SoC可以充分利用已有的设计积累,所以发展非常迅速。SoC是集成电路发展的必然趋势,SKY_SoC数控系统也标志着其核心技术已经处于数控系统行业的领先水平。开发拥有自主知识产权的CNC处理器核、核心IP和总线架构,可大大地提高我国数控技术在世界上的竞争能力,从而带动国内CNC产业往深度、广度方向发展。
2 SKY_SoC数控系统的3个重要特点
(1)SKY_SoC数控系统比原来的PC数控系统前进了一大步:PC数控的大部分运算工作量是由PC机来完成的,包括大量的多轴插补运算、PLC的逻辑运算及高速实时通讯的控制运算都是通过PC计算机用软件来进行的。在SoC数控系统中,这些运算都是用SoC硬实时的插补IP、逻辑控制IP和通讯IP分别完成的,所以数控系统的实时性和可靠性都大大地提高。由于系统外围的微处理器由PC计算机变成了ARM微处理器(可参见图3)等,以后甚至(大概率的)采用手机的微处理器芯片,已经大大地超出了PC机的范畴,所以说SoC数控系统已经不是PC数控系统了。
图3 内部数据运算与交换分辨率达0.001 ns
(2)SoC称为系统级芯片,也称为片上系统,是一个有专用目标的超大规模集成电路,其中包含完整系统并有嵌入软件(EMBEDDED)的全部内容。SoC关键技术主要包括总线架构技术、IP核可复用技术、软硬件协同设计技术、SoC验证技术、可测性设计技术、低功耗设计技术和超深亚微米电路实现技术,并且还包含做嵌入式软件移植、开发研究的工作,是一门跨学科的新兴研究领域。
(3)SKY_SoC数控系统的另一个重要特点是控制系统主站与伺服驱动器、IO从站的连接采用了高速实时串行通讯技术即天空通讯协议(SKYLINK Bus),SKYLINK Bus的FPGA通 讯核心IP通过发送接收配置和协议栈支持Ethercat、Metrolink III、Powerlink等 工 业 以 太 网 实 时 通 讯协议[4]。
SKYLINK Bus采用全双工模式,通讯周期从31.25μs到10 ms,数据传输速率1 000 Mbit/s,主站可根据不同的需求对相应从站的传输周期进行不同的设定,SKY_SoC数控系统的架构,参见图4。

图4 SOC数控系统架构
Sky_SoC数控系统分为软实时应用层和硬实时通用控制层。其中软实时需要考虑应用扩展性,硬实时通用控制层主要考虑可靠性、安全性和实时性[5]。软实时应用层可伸缩架构可应用于各种机床、机器人等特殊多轴设备应用开发,硬实时FPGA有可编程运动控制IP,PLC逻辑控制IP、实时通讯IP,其中硬件可编程实时通讯,高同步,不确定性小于1 μs。
3 SKY_SoC数控系统的主要性能平台和功能模块
数百万门规模的系统级芯片设计,需要将设计建立在较高的层次上,需要尽可能更多地采用IP复用技术,本节讨论了原SKY数控系统中可供复用的主要性能平台和功能模块。
3.1 FPGA平台
(1)实时插补模块
实现X、Y、Z、a、b、c多轴联动切削进给速度达到10 m/min时,仍然可达0.001 mm小线段的可靠插补能力,由于通道间采用TCP/IP RELTIME UDP通讯架构,系统支持8通道(8轴/每通道)64轴。
(2)数据交换模块
实现FPGA平台与XP平台之间高速、高可靠性的实时数据通讯能力和需求。
(3)逻辑模块
实现可靠的、稳定的、数据接口标准的、易于升级和改进的、功能强大的FPGA平台中各种基础逻辑模块。
3.2 XP平台
(1)XP平台源代码的升级与改进
SKY2006数控系统是南京四开公司的老产品(PC数控系统),也是SKY_SoC系统的源系统。SKY2006模块可重用性分析:原SKY2006数控系统XP平台部分的代码进行可重用性分析与研究,并基于源代码进行进一步的升级与改进,实现SKY_SoCEMBEDDED数控系统更加稳定可靠、兼容性和可移植性更好、功能更强的新一代平台。
(2)XP平台与SKY_SoC嵌入式FPGA平台通过TCP/IP数据交换
基于现有的TCP/IP网络通讯技术,并对其进行进一步的改进,实现SKY_SoC嵌入式数控系统FPGA平台与XP平台之间高可靠性、高实时性、高速度的通讯能力,满足SKY_SoC嵌入式数控系统FPGA平台与XP平台之间信息通讯的需求。
3.3 人机界面模块
基于原SKY2006数控系统的人机界面模块进行进一步的改进与升级,对原SKY2006数控系统人机界面模块进行可重用性分析与研究,实现更易操作、更加简明、功能更强的人性化人机界面。
3.4 G代码预处理模块
基于SKY2006数控系统的前瞻控制技术,对原SKY2006数控系统的G代码预处理模块进行可重用性分析与研究,对源代码进行改进、创新和升级,实现更加可靠的5 000~20 000程序段以上的预处理能力。
3.5 TCP/IP数据通讯模块
基于SKY2006数控系统的TCP/IP数据通讯模块的通讯技术,对原SKY2006数控系统的TCP/IP数据通讯模块进行可重用性分析与研究,对原代码进行改进与创新,实现通讯速度更快、通讯能力更强、通讯可靠性更高的新的计算机网络之间的数据通讯模块。
3.6 CNC与驱动器之间的连接
考虑到系统的最终安全和知识产权以及制造成本等问题,笔者仔细地研究和对比了Ethercat/Profi Bus /Sercos及Sercos III等工业以太网通讯协议后,在基于实时性、同步性和开放性基础之上,自主研发了高速实时工业以太网协议即天空通讯协议(SKYLINK Bus)。SKYLINK Bus协议基于FPGA逻辑单元,时间槽与载波监听结合,解决了实时性和同步性的问题,其控制模式兼容:力矩模式、速度模式和位置曲线细插补模式,也充分考虑了未来在世界上竞争和发展的问题。
SKYLINK Bus协议的特点:(1)短通讯帖优化效率高,时间槽与载波监听结合无冲突。(2)不占CPU周期,通讯数据锁定由逻辑单元自动实现。(3)总线站点间通讯间隔由时间槽与载波监听结合,时间不确定性小于0.1μs。(4)SKYLINK定义了主站同步帖(MST)、主站数据帖(MDT)和伺服帖(AT)3种电报,主站以广播形式发送MST给所有从站并开始一个通讯周期。MST作为时间的参考,以确保各从站开始其控制周期,采样实际值。
4 SKY_SoC数控系统特点分析
(1)SKY_SoC系统具有完全的自主知识产权:其多轴插补采用硬实时逻辑完成,FPGA的可编程SoC的硬实时设计大幅度提高了数控系统插补与驱动控制响应确定性,可达纳秒级。
(2)系统采用双精度64位浮点运算:插补精度达10-12m,内部数据运算和交换的最小单位达到了皮米(千分之一纳米)级别,皮米插补运算使电机电流控制量更平稳,曲面加工质量更高(参见图4)[6]。
(3)前瞻控制功能
①轨迹规划是数控系统的重要功能之一,包括速度规划和轨迹插补两个环节,良好的轨迹规划算法可以提高数控系统的加工性能。传统的CNC轨迹规划在单段NC程序上完成,加工效率较低。
②在SKY_SoC数控系统中采用基于实轴空间的运动规划(参见图5):对每个电机轴运动数据进行速度、加速度、冲击检测,整体提前寻优保证插补空间复合精度与速度,动态自适应的前瞻控制能力达到5 000~20 000段,实轴运动空间前瞻优化与控制对象结构无关,本系统可兼容非直角坐标机床如虚拟轴机床、多自由度机械手等。

图5 实轴空间的LOOK AHEAD
前瞻控制的原理:首先为不同半径的圆弧设定一个最大允许进给速度,当数控系统发现待加工的某段圆弧的最大允许进给速度小于其编程速度时,它将自动把进给速度降低到该段圆弧的最大允许进给速度。如果数控系统发现待加工的路径比较平直,则立刻将进给速度提高到所允许的最大理论允许进给速度,由机床数控系统在保证加工精度的条件下使机床尽可能在最大理论速度下进行工作,它可以在每秒钟内通过2 000~10 000次的改变进给速度来达到上述目的。
在数控系统中,前瞻控制能力大小是用程序段的数量大小来衡量的。世界主要先进数控系统前瞻控制(提前预处理)能力对比,见表1。

表1 世界主要先进数控系统前瞻控制能力对比(程序段数)
(5)基于刀具接触点向量法的3D刀具补偿
①3D刀具半径补偿
多轴空间刀具补偿采用刀具“控制点+刀具工件接触点法向量”,使系统补偿与刀具形状无关[7],扩展定义补偿矢量方向ijk。
3D半径补偿与刀具形状无关,该功能用在大型螺旋桨叶面加工上,可以使用多刃盘形刀替代原来的球头刀加工,大大地提高了刀具的切削线速度,加工效率提高5~10倍以上,而且加工精度和加工表面粗糙度也大大提高(参见图6)。
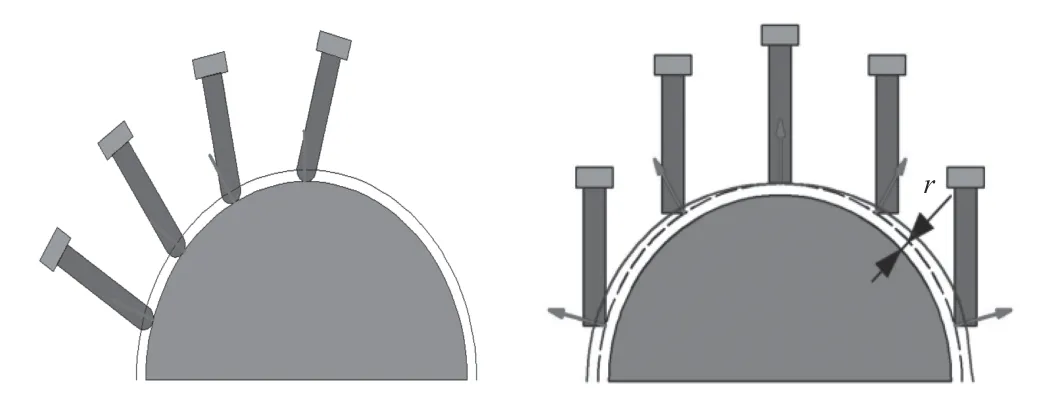
图6 3D刀具半径补偿
②3D刀具长度补偿
刀具空间姿态矢量K x、K y、K z可由机床结构和G代码中(a/b,a/c,b/c)求得,hoffset与标准G43H兼容并与RTCP(旋转刀具中心点)功能结合(参见图7)。

图7 3D刀具长度补偿
(6)斜平面加工命令:在对工件上的某个倾斜面进行钻孔或铣槽等形状加工时,通过指定加工面为XY平面,编程工作就会变得很简单。倾斜面加工命令可以实现这种指定方式,同时,不需要指定刀具的方向,就可以使刀具以垂直于倾斜的加工面的方式自动地定位刀具。这个功能使得在五面体加工或者多面体加工时的编程变得很简单,可以在一次装卡中除了装卡面把其他所有的加工面(5个面以上)全部完成加工,省去了多次装卡,大大提高了加工的效率,同时也大大提高了零件各个面的相对位置精度,在高精度批量复杂零件加工制造时特别有用。
(7)具有30 M的SKYLINK内部协议与模拟驱动扩展模块相连,便于已有的机床进行系统升级。
(8)SKYLINK与四开驱动器高速实时串行通讯协议,控制运动轴数可达64轴以上,联动控制轴数8轴以上。
5 系统的功能及应用
该项目在验收时,合同规定不低于西门子840 Di五轴联动数控系统具备的功能和性能,共计大约132项,其中完成相同功能的102项,另有30项左右能达到相同效果,但功能定义不同[8]。最终结果经过江苏省有关专业机构(第三方)的评测,全部达到要求,这里不再赘述。此处仅介绍1个实际使用案例:
加工对象为典型的微波管栅网是一个球形栅,网孔呈向心辐射分布,毛坯材料为金属钼,其厚度为0.1 mm,形状为小半球形,需要加工成为网格,筋宽≤0.15 mm的球形栅网(如图8),原要求环向丝同轴度≤0.01 mm(电火花机床加工),工件的理想形态是所有球形栅格的加工都是沿着球面法线矢量方向进行的,即加工过程中刀轴方向始终指向工件的球心。以前栅网加工采用的是电火花电极近似成型法,加工出的栅网断面形状存在理论误差,加工过程中电极变形,栅丝尺寸精度经常超差,致使微波管的流通率降低,栅流增大,工作不稳定。

图8 金属钼球形栅网栅格宽0.15 mm
笔者公司专门设计了小型五轴联动的光纤激光加工中心,采用了IPG200W的固体激光器和高精度(μ级别)的激光头,光斑直径小于10μs,还可以选配同轴CCD相机,加工时在屏幕上实时地显示加工工件的状态。
由于激光切割在物理上几乎没有切削力,所以该机床的5个运动坐标都采用了直接驱动技术,具有极高的运行速度和加速度(机床外形如图9),其进给速度达到60 m/min、加速度可达到1g以上。X/Y/Z直线运动坐标采用直线电机直接驱动,配以高精度精密光栅尺进行位置反馈;A轴和C轴采用力矩电机直接驱动,配以高精度圆光栅,可达到秒级的定位精度和很高的旋转速度(120 r/min)以及实现了零反冲(即换向间隙为零)。

图9 五轴光纤激光加工中心
机器在设计时充分考虑到零件的特点,A轴、C轴以与零件的卡具配合,使得加工时零件的球心始终在A轴回转轴线上,激光头的中心始终在C轴回转轴线上,这样能够保证加工时激光束沿着球形的法线进行(参见图10)。沿球形法线切割加工中电12所的球形微波栅网,现场加工,2.5 min加工完成1个。

图10 沿球形法线加工零件
6 结语
本文简单介绍了数控技术的发展历程[9],因为第六代PC数控系统自20世纪90年代初推出后,至今已经过去了30多年,在IT技术飞速发展的时代,其硬件、软件、应用以及周边环境都发生了太大的变化[10],外围的微处理器也由PC变成ARM或RISC等微处理器,所以数控系统也从量变到质变,发展到了第七代。
笔者认为,第七代数控系统的特征主要有两个方面:一是系统的架构采用SoC嵌入式的多CPU核心的集成芯片形式;二是数控系统与伺服驱动器等功率部分之间的连接采用高速实时串行通讯的工业以太网数字通讯方式。
本文提出的具有中国技术知识产权的天空通讯协议SKYLINK是一种基于工业以太网的高速实时串行通讯协议,它在性能指标上相当于或优于德国SERCOSⅢ,其通讯时间的不确定性小于0.1μs,希望以后有机会能够将SKYLINK升级为行业专业标准或者国际标准。
关于数控系统的功能,文章中没有过多的讨论,只是叙述了一下项目验收时,通过了第三方检验。实际上,只要是用户相对合理要求(系统中不具备)的功能,一段时间后,系统都可以充分满足,即需要依靠用户的支持来不断地发展。
本文作者水平有限,提出新一代数控系统的观点主要是想抛砖引玉,引发关注,以推动具有我国自主知识产权的数控系统不断地向前发展。
猜你喜欢
汽车工艺师(2022年9期)2022-10-09
机床与液压(2022年10期)2022-09-20
学苑创造·A版(2022年6期)2022-06-20
装备维修技术(2020年10期)2020-11-19
名人传记·财富人物(2016年9期)2016-11-10
名人传记·财富人物(2016年9期)2016-11-10
智能制造(2015年5期)2015-05-29
语文世界(初中版)(2014年6期)2014-10-14
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14
