
Fracture behavior of hybrid epoxy nanocomposites based on multi-walled carbon nanotube and core-shell rubber
2022-10-09 07:25ZewenZhuHengxiChenQihuiChenCongLiuKwngheNohHiqingYoMsyKotkiHungJueSue
Namo Materials Science 2022年3期
Zewen Zhu ,Hengxi Chen ,Qihui Chen ,Cong Liu ,Kwnghe Noh ,Hiqing Yo ,Msy Kotki,Hung-Jue Sue,*
a Department of Materials Science and Engineering,Texas A&M University,College Station,TX,77843-3003,USA
b School of Materials Science and Engineering,North University of China,Taiyuan,030051,PR China
c Kaneka US Materials Research Center,Fremont,CA,94555,USA
Keywords:Carbon nanotube Core-shell rubber Epoxy nanocomposites Fracture toughness Synergistic toughening effect
ABSTRACT The dispersion of nanoparticles plays a key role in enhancing the mechanical performance of polymer nanocomposites.In this work,one hybrid epoxy nanocomposite reinforced by a well dispersed,zinc oxide functionalized,multi-wall carbon nanotube (ZnO-MWCNT) and core-shell rubber (CSR) was prepared,which possesses both high modulus and fracture toughness while maintaining relatively high glass transition temperature (Tg).The improved fracture toughness from 0.82 MPa m1/2 for neat epoxy to 1.46 MPa m1/2 for the ternary epoxy nanocomposites is resulted from a series of synergistic toughening mechanisms,including cavitation of CSRinduced matrix shear banding,along with the fracture of MWCNTs and crack deflection.The implication of the present study for the preparation of high-performance polymer nanocomposites is discussed.
1.Introduction
Epoxy resins with excellent mechanical performance that possess good thermal and chemical stability due to crosslinking structures are widely used in adhesives,coatings,and encapsulating materials [1].However,these rigid,crosslinked structures also make them intrinsically brittle and thus suffer from low fracture toughness,which limits their applications in aerospace and automotive fields [2].Over the past few decades,a significant number of efforts have been focused on a rubber toughening strategy,in which cavitation of rubber can transform triaxial stress to a biaxial stress state and induce shear banding in epoxy resins[3–8].Rubber modifiers can significantly improve fracture toughness,but usually reduces modulus and Tg[9].Consequently,many studies thereafter introduced rigid fillers,including silica particles,[10] [-12]clays,[3,5,13,14] and carbon-based particles [15–18] in rubber toughened epoxy to restore the compromised performance caused by the rubber phase [19].Furthermore,the rigid particles have an additional toughening effect depending on the dispersity,loading,particle size,and shape,as well as the interfacial adhesion between the rigid particles and matrix[15,20,21].
The hybrid toughening strategy utilizes toughening effects of both soft and rigid particles to prepare high-performance thermosetting composites which possess high modulus and fracture toughness [5,22].In the case of epoxy/block-copolymer/graphene ternary composites,Li et al.prepared ternary epoxy nanocomposites containing nanosized amphiphilic block copolymers and microsized graphene,which increase the critical strain energy release rate (GIC) by a factor of 18 times compared to unmodified,low crosslinking epoxy resins [15].The synergistic toughening effect is attributed to crack pinning,deflection,and debonding of graphene nanoparticles along with rubber cavitation and matrix shear banding.The simultaneous addition of rubber and clay nanoplatelets in epoxy resins have also been studied.For example,Cong et al.introduced tetra-n-butylammonium hydroxide (TBA)-exfoliated α-zirconium phosphate (ZrP) nanoplatelets in core-shell rubber (CSR)toughened epoxy[5].ZrP-TBA serves as both a rigid particle and a curing agent.The non-uniform crosslinking network in epoxy is caused by the presence of concentrated TBA on the ZrP surface,which facilitates cooperative conformational arrangements of epoxy backbones and makes it easier to trigger large-scale shear banding upon cavitation of CSR.The influencing factors of the mechanical performance in most hybrid nanocomposites include: the shape and size of particles,the loading and dispersion of particles,and the interface between each component to the polymer matrix [15,20].For the ternary epoxy nanocomposites with poor dispersion of nanoparticles,the synergistic effect was not observed [23,24].The aggregation of particles may serve as defects in the nanocomposites leading to the initiation of cracks and pre-mature failures[25].
Among the rigid fillers,MWCNTs as a reinforcing modifier in epoxies have attracted great interests because they result in excellent mechanical,thermal,and electrical properties [26–30].However,the fracture toughness of MWCNTs-reinforced epoxies is rather limited due to their poor dispersion,low interfacial adhesion,and lack of ability to promote effective toughening mechanisms,such as shear banding [31–42].Recently,a large amount of research has been focused on the incorporation of MWCNTs as rigid fillers into rubber toughened epoxies to achieve improved mechanical performance and high fracture toughness[16–18,30,31,43–47].However,good dispersion of MWCNTs at higher than 1 wt% of loading has been difficult to achieve [16,17,31,47].MWCNTs tend to aggregate and entangle into bundles due to their inherent inter-tube van der Waals forces[48].As a result,these bundles cause a reduction in the interfacial area between MWCNT and matrix and compromise the mechanical properties of the materials.Furthermore,it is still uncertain if the hybrid strengthening and toughening of polymers using rubber/CNT system can be effective.It remains a challenge to prepare rubber-toughened epoxy/MWCNT nanocomposites with greatly improved modulus and fracture toughness.Despite some of the evidence for synergistic toughening effects being shown in the literature,there is still a lack of systematic study to answer the key factors and mechanisms responsible for the synergy between soft and rigid particles in hybrid polymer nanocomposites[11,15,49].
Our earlier research has shown that zinc oxide (ZnO) quantum dots(QDs) functionalized MWCNTs (ZnO-MWCNTs) were capable of achieving individual level dispersions of MWCNTs at high loading(1.67 wt%)in epoxy with greatly improved mechanical and electrical properties [27].Epoxy/ZnO-MWCNT/CSR should be a good model system to explore the synergistic toughening mechanism of epoxy nanocomposites reinforced by both rigid and soft particles.In this work,a high loading of ZnO-MWCNTs nanoparticles is incorporated in nanosized CSR toughened epoxy resins to produce high-performance,ternary epoxy nanocomposites without sacrificing Tg.The sub-critical crack tip was generated by the double-notch-four-point bend (DN-4PB) method for the investigation of detailed fracture mechanism of ternary epoxy nanocomposites[50].The usefulness of the current research for preparation of ternary epoxy nanocomposites with simultaneously improved modulus and toughness is also presented.
2.Experiment section
2.1.Materials
All the organic solvents used here,zinc acetate dihydrate,potassium hydroxide(KOH),and osmium tetroxide(OsO4)crystals were purchased from Sigma-Aldrich and used as received.MWCNTs were donated by Arkema with reported inner and outer diameters of 2–6 nm and 10–15 nm,respectively,lengths of 0.1–10 um,>90% carbon content,and a reported density of~2.1 g/cm3.Commercially available bisphenol F(DGEBF) epoxy resin (D.E.R.® 354) and a curing agent (Epikure® W)were kindly donated by the Olin Corporation;epoxy resin(D.E.R.®354)/CSR resin with a concentration of 25 wt%CSR was provided by Kaneka Corporation.
2.2.Synthesis of ZnO-MWCNT
Oxidized MWCNT (O-MWCNT) and ZnO-MWCNT were prepared according to the previously reported method [27].Pristine MWCNTs(250 mg) were added to a mixed acid with nitric acid (15 mL),and sulfuric acid (45 mL),then ultrasonicated for 2 h at room temperature(RT).Then,190 mL of deionized water (DI-H2O) was slowly added in order to hinder further oxidation and the mixture solution was sonicated for another 1 h at RT.O-MWCNTs were collected using a polyvinylidene fluoride(PVDF)filter membrane(Millipore,0.45 um pore size)by water pump.The product was washed using DI-H2O until it reached a neutral pH of 7.The O-MWCNTs were then washed three times with methanol and the O-MWCNTs were re-suspended in methanol at a concentration of 1 mg/mL by ultrasonication for 30 min.O-MWCNT in methanol suspension(150 mL)was transferred to a 500 mL round bottle.Then,KOH(1 g)was added and followed by sonication for 30 min.Meanwhile,Zinc acetate dihydrate (1.96 g) was dissolved in 20 mL methanol via sonication and poured into a flask.Next,the solution was reacted at 60°C at 3 h through the refluxing method.ZnO-MWCNTs were collected through a PVDF filter membrane(Millipore,0.45 μm pore size)under a vacuum and washed with methanol four times.The gel-like product was redispersed in methanol by ultrasonic for 1 h.The ZnO-MWCNT suspensions were centrifuged at 3000 r.p.m.for 10 min.The concentration of suspensions was determined by a predetermined volume (pipette) of solution into an aluminum weighing dish and recording the final weight.Then,the dish with the solution was left in an oven overnight at 60°C.The concentration was calculated using the weight of the final dried ZnO-MWCNTs and the initial solution volume.
2.3.Example procedure preparation of epoxy nanocomposites
The ZnO-MWCNT nanoparticles in methanol (1 mg/mL) were sonicated for 30 min before mixing with an amount of epoxy monomer and an amine-based curing agent in an acetone solution to prepare the epoxy/ZnO-MWCNT nanocomposite with MWCNT loading at 1.5 wt%.The mixture was further sonicated for 15 min at RT.After removing the solvent with a rotary evaporator at 60°C,the mixture was poured into a preheated glass mold,which was pretreated with the PTFE mold release agent.Next,the resin was degassed in a vacuum oven at 80°C for 2 h.The epoxy nanocomposite was then cured at 120°C for 2 h and post-cured at 170°C for 3 h in an oven.
To prepare CSR toughened epoxy nanocomposites,a pre-dispersed epoxy/CSR was mixed with an appropriate epoxy monomer and curing agent in acetone,then added into the ZnO-MWCNT methanol solution;the final loading of MWCNT and CSR was 1.5 and 3.0 wt%,respectively.Neat epoxy,epoxy/CSR,and epoxy/ZnO-MWCNT/CSR were prepared according to the aforementioned curing process.
Epoxy nanocomposite thin films were also prepared to determine the coefficient of thermal expansion (CTE) of materials.After the removing of solvents by rotary evaporator,the mixture was poured into a glass mold that was pretreated with a PTFE mold release agent.Next,the resin was precured and degassed in a vacuum oven at 80°C for 2 h.The Bstaged epoxy nanocomposite was then ramped up to 120°C for 2 h and post-cured at 170°C for 3 h in a hot press to form an epoxy nanocomposite thin film with an approximate thickness of 200 μm.The images of bulk sample and thin film of epoxy/ZnO-MWCNT/CSR are shown in Fig.S1.
2.4.Characterization

Fig.1.(a)OM image of epoxy/ZnO-MWCNT/CSR resin before curing and(b)TEM image of microtomed thin sections of epoxy/ZnO-MWCNT/CSR.Inset in(b)shows high magnification of epoxy/ZnO-MWCNT/CSR.
Optical micrographs (OM) were performed with an Olympus BX60 optical microscope.Transmission electron microscopy (TEM) was performed via a JEOL 1200EX.A microtome (Ultracut E) was utilized to prepare thin sections with 70–100 nm of thickness with a Micro Star diamond knife for TEM imaging.Scanning electron microscopy (SEM)was performed via a FEI ESEM Quanta 600 FEG equipped with an energydispersive X-ray spectroscopy (EDS) (Oxford Instruments).The fracture surfaces were firstly sputter coated with a thin layer of palladium(8 nm)by a CRESSINGTON 208HR sputter coater,followed by SEM observation at an accelerating voltage of 10 kV.Thermogravimetric analysis (TGA)was carried out on a TA Instruments Q500 thermogravimetric analyzer.The tests were running from 40°C to 800°C at 20°C/min under a 20 mL/min airflow.The concentration of ZnO-MWCNTs in the epoxy nanocomposites was determined based on the remaining weight fraction of ZnO at 800°C.Dynamic mechanical analysis (DMA) was performed using an ARES-G2 (TA Instruments).Dimensions of the rectangular samples were 340× 13× 3.5mm3.Samples were tested from 40°C to 180°C with a heating rate of 3°C/min and a fixed frequency of 1 Hz.A sinusoidal strain amplitude of 0.05% was chosen for the analysis.Coefficient of thermal expansion(CTE)measurement was conducted using an RSA-G2(TA Instruments)in tensile mode at a strain amplitude of 0.05%,a frequency of 1 Hz,and a heating rate of 3°C/min from 30°C to 100°C.Dimensions of the rectangular samples were 2.5 mm × 0.02 mm cross sections,and 20 mm in length.CTE test procedures were based on previous papers[51–53].Tensile tests were conducted at room temperature with ASTM D638-98,using a MTS servo hydraulic test machine at a crosshead speed of 5.0 mm/min.The strain was measured using a calibrated MTS extensometer(Model 632.11B-20).
2.5.Fracture toughness and toughening mechanism investigation
Fracture toughness tests were conducted based on the linear elastic fracture mechanic’s approach.The dimensions of the single-edge-notch bending (SENB) specimens and double-notch 4-point-bending (DN-4PB) specimens were 6.4 mm (width) × 35.0 mm (length) × 3.2 mm(thickness) and 12.7 mm (width) × 80.0 mm (length) × 3.2 mm(thickness),respectively.Both tests were performed by an Instron 5567 with a 30 kN load cell(MTS) at a loading rate of 0.5 mm/min.Notches were introduced using a notching machine in the middle area of each sample.Pre-cracks were located at the bottom of notches and generated from tapping with razor blades chilled by liquid nitrogen.
For the SENB test,based on ASTM D5045-14,we tested 6 samples to check for the reproducibility of the results.The mode-I critical-stressintensity factor(KIC)was calculated and defined as Equation1:

where PQis the peak load,B is specimen thickness,W is specimen width,and f(x)is the geometric factor,defined as Equation(2):

where x =a/W and a is the initial crack length.
WhenKQvalues satisfy the size criteria of the damage zone,Equation(3),then theKQbecomes the mode-I critical-stress-intensity factor(KIC)

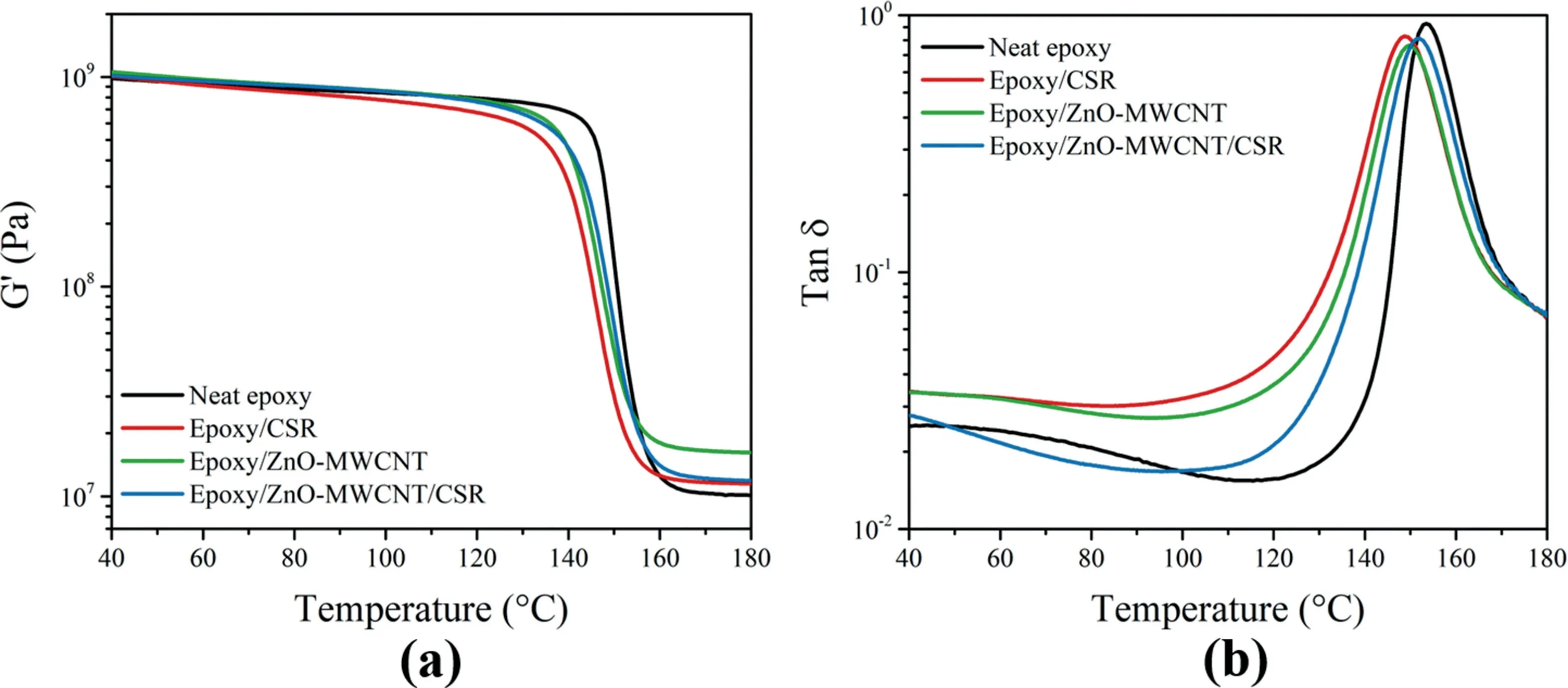
Fig.2.DMA plots of neat epoxy and epoxy nanocomposites bulk samples: (a) shear modulus (G’) as a function of temperature and (b) tan δ as a function of temperature.
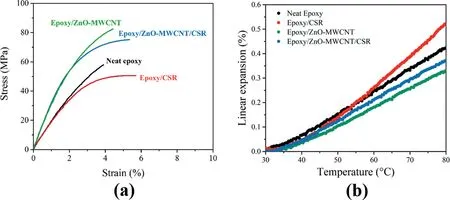
Fig.3.(a)Engineering stress-strain curves obtained at room temperature for neat epoxy and nanocomposites bulk samples and(b)film deformation as a function of temperature for neat epoxy and epoxy nanocomposites.
where σyis the yield stress.
The mode-I critical strain energy release rateGIC,was calculated as Equation4.

E is the Young’s modulus and v is the Poisson’s ratio which is assumed to be 0.36 and 0.38 for neat and CSR-toughened epoxy,respectively.
The DN-4PB test provides a sub-critical crack tip to analyze the toughening mechanism of the damaged zone.The crack tip damage zone from the DN-4PB test was embedded in an epoxy mold and stained with a osmium tetroxide(OsO4)2 wt%DI-H2O solution for 12 h to harden the rubber phase in epoxy before microtoming.
3.Results and discussion
3.1.Morphology
The characterization of ZnO functionalized MWCNT and the morphology of epoxy/ZnO-MWCNT nanocomposites have been studied in the previous work[27].The polar and negative charge of the carboxyl groups on O-MWCNTs are likely to provide anchoring sites for the nucleation and growth of ZnO quantum dots (QDs),which exert steric hindrance effects and hinder the aggregation and entanglement of MWCNTs.The weight ratio between ZnO and MWCNTs is 7:3,as determined by TGA (Fig.S2).The morphology of epoxy/ZnO-MWCNT/CSR nanocomposites was characterized using OM and TEM (Fig.1).Before curing,no aggregation was observed in the OM image;the yellow background is epoxy resin and the black dots are well-dispersed ZnO-MWCNTs.After curing,TEM images show individual level,homogeneously dispersed ZnO-MWCNT and OsO4-stained CSR in epoxy resins.Colloidal ZnO QDs can also be observed on the MWCNT surface.Some MWCNT tubes seem shorter than others because they were cut during the microtoming process.It is interesting to notice that the two modifiers do not affect each other in terms of dispersion state and particle dimensions.
3.2.DMA,mechanical properties and CTE
After achieving good dispersion of CSR and ZnO-MWCNT in epoxy resins,the thermo-mechanical properties of epoxy nanocomposites were studied by DMA(Fig.2).It is noted that the introduction of CSR and ZnOMWCNTs does not noticeably affect the shear modulus at room temperature,but varies more in the rubbery plateau modulus at 180°C.The significant enhancement in the rubbery plateau modulus for epoxy/ZnOMWCNT nanocomposites indicates the effective retardation of molecular motion of epoxy with a high concentration of ZnO-MWCNT at high temperatures.The peak in tan δ is used to determine the Tgof epoxy nanocomposites.The incorporation of CSR and ZnO-MWCNT does not cause a significant reduction in Tg.This phenomenon is attributed to the good dispersion of nanosized particles and strong interfacial adhesion between particles and matrix.The damping characteristics of neat epoxy and epoxy nanocomposites can also be studied based on the tan δ curve.The width of the tan δ spectra becomes broader partially due to less uniform epoxy network formation in presence of CSR and MWCNT [5,27].
Engineering stress-strain curves of epoxy nanocomposites are shown in Fig.3 and results are summarized in Table 1.Compared to neat epoxy,the addition of ZnO-MWCNT shows a significant increase in modulus and tensile strength,which is consistent with our previous findings [27].However,the incorporation of CSR to the epoxy matrix led to a decreased Young’s modulus and an increase in elongation at break.CTE was also determined.The CTE plays a key role in the thermomechanical properties when applied to applications of microelectronics and structural adhesives [53].Here,the CTE values (α) of neat epoxy and epoxy nanocomposites are calculated based on the slope of each curve in the temperature region of 30–80°C.As shown in Table 1,the epoxynanocomposites reinforced by ZnO-MWCNTs nanoparticles exhibit a greatly reduced CTE compared to neat epoxy and epoxy/CSR nanocomposites.Compared against other systems,ternary epoxy/ZnO-MWCNT/CSR nanocomposites possess high modulus and low CTE while maintaining Tg.

Table 1 Tg,tensile properties,fracture toughness and CTE (30–80 °C) of epoxy and epoxy nanocomposites.

Fig.4.SEM images of fracture surfaces of (a)epoxy/CSR,(b) epoxy/ZnO-MWCNT and (c,d) epoxy/ZnO-MWCNT/CSR.The bright dots shown in b,c and d are the fractured ZnO-MWCNT.
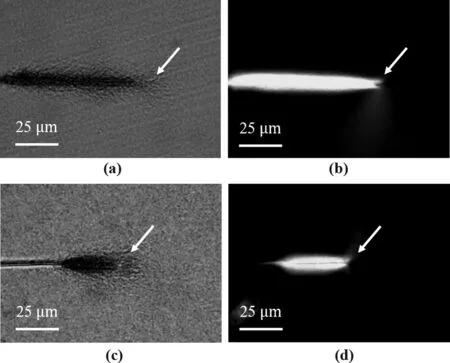
Fig.5.OM images of the crack-tip damage zone under bright field(left)and crossed-polars(right):(a,b)epoxy/CSR and(c,d)epoxy/ZnO-MWCNT/CSR.The arrows indicate the crack tip regions.
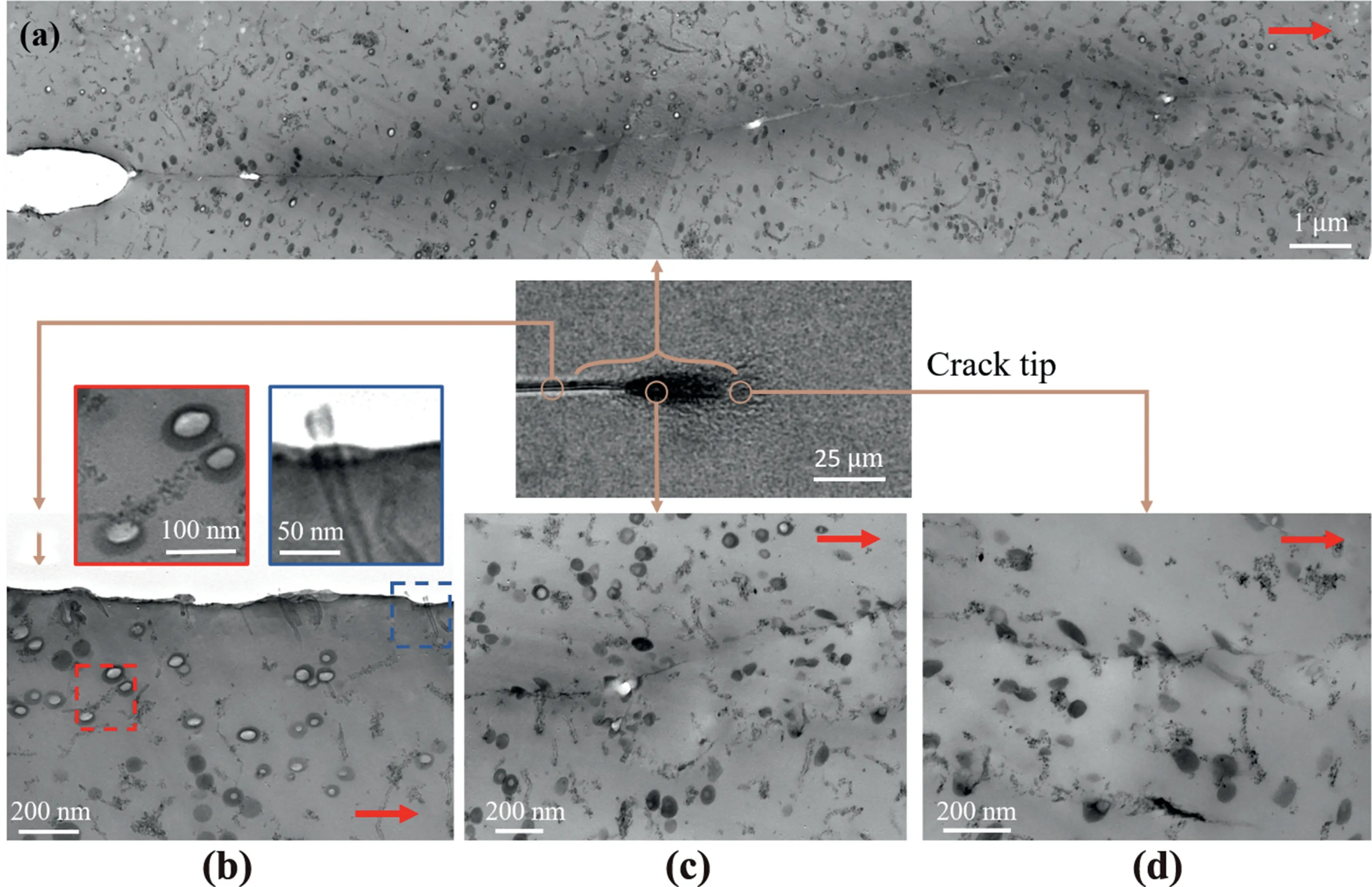
Fig.6.TEM of epoxy/ZnO-MWCNT/CSR nanocomposite in the plane strain region of the DN-4PB specimen.(a)Overview of the crack region,(b)crack wake region,(c) crack wake but near the crack tip,and (d) crack tip region.Insets in (b) high magnification showing cavitation of CSR and MWCNT fracture.The red arrows indicate the direction of crack propagation.
3.3.Fracture mechanisms investigation
The fracture toughness values of neat epoxy and epoxy nanocomposites based on the SEN-3PB tests can be found in Table 1.When CSR is used to toughen epoxy resins,a significant increase in fracture toughness from 0.82 to 1.31 MPa m1/2is observed.It is well known that cavitation of CSR,which triggers shear banding to take place in the epoxy resins are the main mechanisms for CSR toughening [50].In contrast,only a negligible improvement in fracture toughness is achieved when adding only ZnO-MWCNTs in epoxy compared to neat epoxy.This phenomenon suggests that the possible fracture mechanisms,which,including possible MWCNTs pull-out,fracture,and bridging in epoxy nanocomposites,cannot dissipate too much fracture energy to greatly enhance epoxy fracture toughness.In the case of epoxy/ZnO-MWCNT/CSR ternary nanocomposites,the highest fracture toughness of 1.46 MPa m1/2has been observed,which strongly suggests that a synergistic toughening effect exists in the hybrid epoxy/ZnO-MWCNT/CSR nanocomposites.
The fracture surfaces from the SEN-3PB samples were characterized by SEM as shown in Fig.4.The fracture surface of neat epoxy is known to be shiny smooth [53,54].However,for the epoxy/CSR system,widespread circular holes larger than 100 nm in diameter are observed due to the cavitation of CSR particles.In the case of the epoxy/ZnO-MWCNT hybrid system,most MWCNTs are fractured,instead of pull-out,which indicates an unusually strong bonding between ZnO-MWCNT and epoxy matrix[55].This phenomenon contrasts from other works in which the pull-out of MWCNTs is commonly observed due to poor interfacial adhesion between MWCNT and epoxy matrix [17,32,47,56–58].This same phenomenon is also found in the hybrid epoxy/ZnO-MWCNT/CSR system shown in Fig.4c and d.It is also noted that the epoxy/ZnO-MWCNT/CSR system exhibits a much rougher surface with widespread micro-size patches and dents on the fracture surface.The formation of these irregular patches and dents are likely associated with the cavitation of CSR,which triggered plastic deformation,and fracture of MWCNT in epoxy matrix.In order to better understand the concurrent toughening effect of the ZnO-MWCNTs and CSR particles and how they affect the fracture behavior,we further investigate the detailed toughening mechanisms based on binary epoxy/CSR and ternary epoxy/ZnO-MWCNT/CSR nanocomposites by examining the crack tip damage zone of the DN-4PB samples using OM and TEM.
Fig.5 shows the OM images of DN-4PB damage zone in the plane strain region under bright field and cross-polarized light conditions.For the epoxy/CSR system,a massive dark zone is observed along the crack wake and crack tip from the bright field OM,which indicates the cavitation of CSR particles around the crack wake and crack tip.Under the cross-polarized light,a birefringent zone is also observed(Fig.5b),which indicates that shear banding has occurred during the crack propagation.Similarly,a dark CSR cavitation zone and a smaller birefringent zone are found in the epoxy/ZnO-MWCNT/CSR nanocomposites.Since the two samples did not have exactly the same initial crack length,direct correlation between their fracture toughness values and damage zone sizes cannot be made.However,the presence of ZnO-MWCNTs may have somewhat altered the stress field and stress redistribution upon fracture,leading to the formation of a wider damage shape between the two systems.In addition to the cavitation of CSR and shear banding of the epoxy matrix,the presence of the ZnO-MWCNTs in epoxy/ZnO-MWCNT/CSR appears to have resulted in a synergistic toughening effect resulting from additional crack deflection and MWCNT breakage[25].To further confirm the exact toughening mechanisms,the morphology of the sub-critical crack was also carefully examined by TEM.
Fig.6 shows the TEM images of the plane strain DN-4PB crack tip region of the epoxy/ZnO-MWCNT/CSR nanocomposites.At the crack wake,fractured MWCNTs can be seen in Fig.6b.CSR cavitation and highly deformed CSR are also observed around the crack wake and crack tip region.CSR cavitation signifies the transformation of the crack tip triaxial stress state to become biaxial;the highly deformed CSR indicates the presence of matrix shear banding.It is generally agreed that the cavitation of CSR merely triggers matrix shear banding to increase energy dissipation in rubber toughened epoxy resins under the plane strain condition [5,59].Based on the aforementioned investigation,the toughening mechanisms in epoxy/ZnO-MWCNT/CSR can be summarized as the synergistic effect of cavitation and elongation of CSR induced matrix shear banding along with the fracture of the MWCNTs and crack deflection.
Epoxy nanocomposites containing a high loading of well-dispersed MWCNTs is extremely difficult to obtain due to their inherent intertube van der Waals interactions.ZnO-functionalized MWCNTs can achieve a well-dispersed state in the epoxy/CSR system,and improves both modulus and fracture toughness simultaneously.When compared to the literature work in the epoxy/MWCNT/rubber,which is shown in Table S1,our hybrid epoxy/ZnO-MWCNT/CSR nanocomposites not only show a great improvement on modulus and fracture toughness with a minimal rubber loading,but also can retain high Tg.
From the above experimental studies and literature findings,it is apparent that the dispersion of nanoparticles is indeed critical in affecting tensile and fracture behavior.To achieve good MWCNT dispersion in a polymer matrix,surface treatment of MWCNT is required.Instead of using aggressive acid to functionalize MWCNT for achieving strong adhesion,only a mild oxidation of MWCNT was performed in this study to allow ZnO to electrostatically bond to the mildly oxidized MWCNT and achieve good dispersion of MWCNT in epoxy.This allows for the preparation of multifunctional epoxy nanocomposites with enhanced mechanical properties and greatly increased electrical conductivity.The introduction of both MWCNT-ZnO and CSR to epoxy matrix can simultaneously improve both fracture toughness and modulus,which are critical for many structural and microelectronic applications.Our future research will focus on controlling the interfacial layer between MWCNT and epoxy to achieve further improvement of fracture toughness of epoxy without a need for rubber particle incorporation [20].
4.Conclusion
Epoxy nanocomposites reinforced by well-dispersed ZnO-MWCNTs and CSR have been prepared.The incorporation of both ZnO-MWCNTs and CSR can greatly enhance epoxy tensile properties,fracture toughness,and reduction in CTE while maintaining high Tg.The fracture behavior of epoxy/ZnO-MWCNT/CSR was systematically investigated and it was found that cavitation of CSR and matrix shear banding along with the fracture of MWCNTs and crack deflection are the main toughening mechanisms.The hybrid epoxy/ZnO-MWCNTs/CSR nanocomposites are ideal candidates for electrical,aerospace,and automotive applications.
Declaration of competing interest
The authors declare no competing financial interest.
Acknowledgment
The authors would like to thank the KANEKA Corporation for their financial support.Special thanks are also given to the Texas A&M Microscopy and Imaging Center for access of the TEM facility.Finally,special thanks are also given to Dr.Farhad Daneshvar for his meaningful discussion.
Appendix A.Supplementary data
Supplementary data to this article can be found online at https://doi.org/10.1016/j.nanoms.2021.07.006.
- Namo Materials Science的其它文章
- A comparative study of polymer nanocomposites containing multi-walled carbon nanotubes and graphene nanoplatelets
- Recent progress on thermal conductivity of graphene filled epoxy composites
- Tensile properties of functionalized carbon nanothreads
- Strain effects on the interfacial thermal conductance of graphene/h-BN heterostructure
- Atomic insights into synergistic effect of pillared graphene by carbon nanotube on the mechanical properties of polymer nanocomposites
- Anti-corrosion and electrically conductive inorganic conversion coatings based on aligned graphene derivatives by electrodeposition