平板对接焊温度场与残余应力数值模拟
2022-10-09 00:42崔虎威樊开敬
重庆交通大学学报(自然科学版) 2022年9期
崔虎威,樊开敬
(重庆交通大学 航运与船舶工程学院,重庆 400074)
0 引 言
焊接广泛应用于各类型金属结构物的制造,尤其在船舶、汽车、建筑等工业领域已必不可少。焊接过程中的局部加热和冷却会导致焊接结构内部产生焊接残余应力和变形,从而会对结构力学性能、服役安全性和可靠性产生显著影响。在船舶结构力学领域,为保障船体结构安全,对船体梁及其基本组成构件如船体板、船体加筋板等开展极限强度评估已成为该领域重要的研究课题。纵观船体梁极限强度评估所涉及各类分析方法,诸如非线性有限元法[1-6]、船体梁逐步崩溃极限强度评估Smith简化方法[7-11]、理想结构单元法[12]等,均将船体结构因焊接引起的残余应力与初始挠度作为构成各自分析模型初始计算状态最核心的要素。
对于船体结构而言,由于焊接区和远离焊接区的受热不均,导致结构冷却后各部分变形热胀冷缩不一致,结构内部将产生拉、压焊接残余应力。基于拉、压焊接残余应力需在板内保持平衡的理念,残余拉应力与材料屈服强度应保持一致。文献[13]给出了焊接残余压应力的分布公式。板格和加强筋之间的焊接将导致局部板格形成初始焊接变形,在相邻板架同一方向上,板格初始挠度形成一种被称为“瘦马形”的面外挠度变形,对于“瘦马形”初始挠度取值方法可参阅文献[14]。另一方面,随着船体结构极限强度研究的不断深入,于20世纪60年代与主流船体结构静力极限强度评估理念同步提出的累积塑性、安定性破坏极限强度评估理念又逐步成为当前的研究热点。区别于静力极限强度的破坏准则,后两者均认为船体梁在最终折断前,船体结构已经出现了塑性变形,其极限强度因塑性变形出现或累积使得船体梁将在小于一次性静力极限强度评估值的外弯矩作用下发生破坏;基于静力极限强度准则评估结果实际上高估了船体梁的极限强度,所得的结论偏于危险。从船体梁极限强度研究具体步骤上看,首先对船体梁的理论、数值、Smith简化算法等计算模型施加焊接初始变形及焊接残余应力以构造船体梁的初始缺陷,进而采用相应的求解方法来评估船体梁的极限强度。同时,船体加筋板焊接残余应力由于循环载荷的安定效应会部分释放,但其释放程度与船体加筋板失效模式密切相关[15]。综上,船体结构焊接残余应力与残余变形一直以来都是船体结构极限强度评估的基础,准确确定焊接残余应力与残余变形分布与峰值是提高船体结构极限强度评估精度的首要前提。
焊接过程涉及传热学、电磁学、材料冶金学、固体力学和流体力学等多个学科,完全采用理论解析方法确定焊接残余应力与残余变形非常繁杂。即便通过试验测试手段可较为精确地获取焊接残余应力与残余变形,但由于测试过程往往费时长、需要配备专业测试人员和设备,因而不适于大规模开展。从便于研究的角度而言,随着计算机技术突飞猛进,将数值模拟运用于焊接残余应力与变形是一条可行的方法[16]。谷晓梅等[17]对船用高强度钢采用对接焊平板进行焊接模拟时,探讨了在100~130 A焊接电流下对接焊平板残余应力峰值变化规律;DENG De’an等[18]基于简化分析模型,从提升数值模拟效率角度,在不考虑焊接参数影响前提下,采用ABAQUS软件对SUS304不锈钢管开展了多道焊焊接模拟;汤小红等[19]利用双椭球热源模型对平板对接焊进行了数值模拟,得出了不同焊接电流对温度场和应力场的影响;王淋等[20]针对80 mm特厚板的焊接进行了数值模拟;廖袖锋等[21]着重研究了钢箱梁长度和钢箱梁轴线两个关键焊接指标。
基于此,笔者采用高斯热源模型,运用ANSYS有限元分析软件分析了焊接电流、电弧有效加热半径、焊接速度等焊接参数对平板对接焊焊接温度场和应力场影响;利用参数化设计语言(APDL)对焊接过程进行数值模拟,分析了焊接加热和冷却过程对温度场和应力场分布影响。
1 材料属性与几何模型
焊接有限元数值模拟属于非线性瞬态分析,笔者采用间接法-热应力耦合方法模拟了长、宽分别为100 mm,厚度为10 mm的两块平板对接焊全过程。所选材料物理属性包括热物理和结构两方面。其中:热物理属性主要有比热容、导热系数、密度、对流换热系数等;结构属性包括弹性模量和屈服强度、泊松比、线膨胀系数等。材料选用25#钢[22],焊接和母材初始温度为20 ℃。材料参数如图1、图2;平板对接焊二维几何模型如图3。
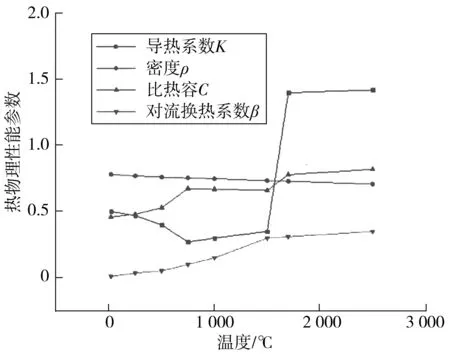
图1 25#钢材热物理性能随温度变化曲线
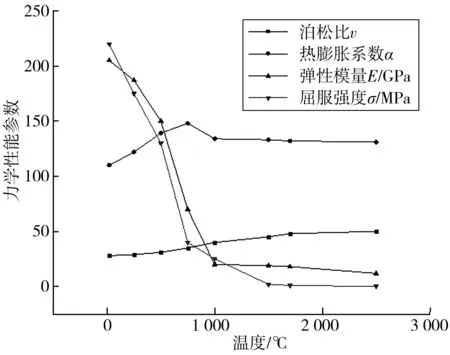
图2 25#钢材力学性能随温度变化曲线
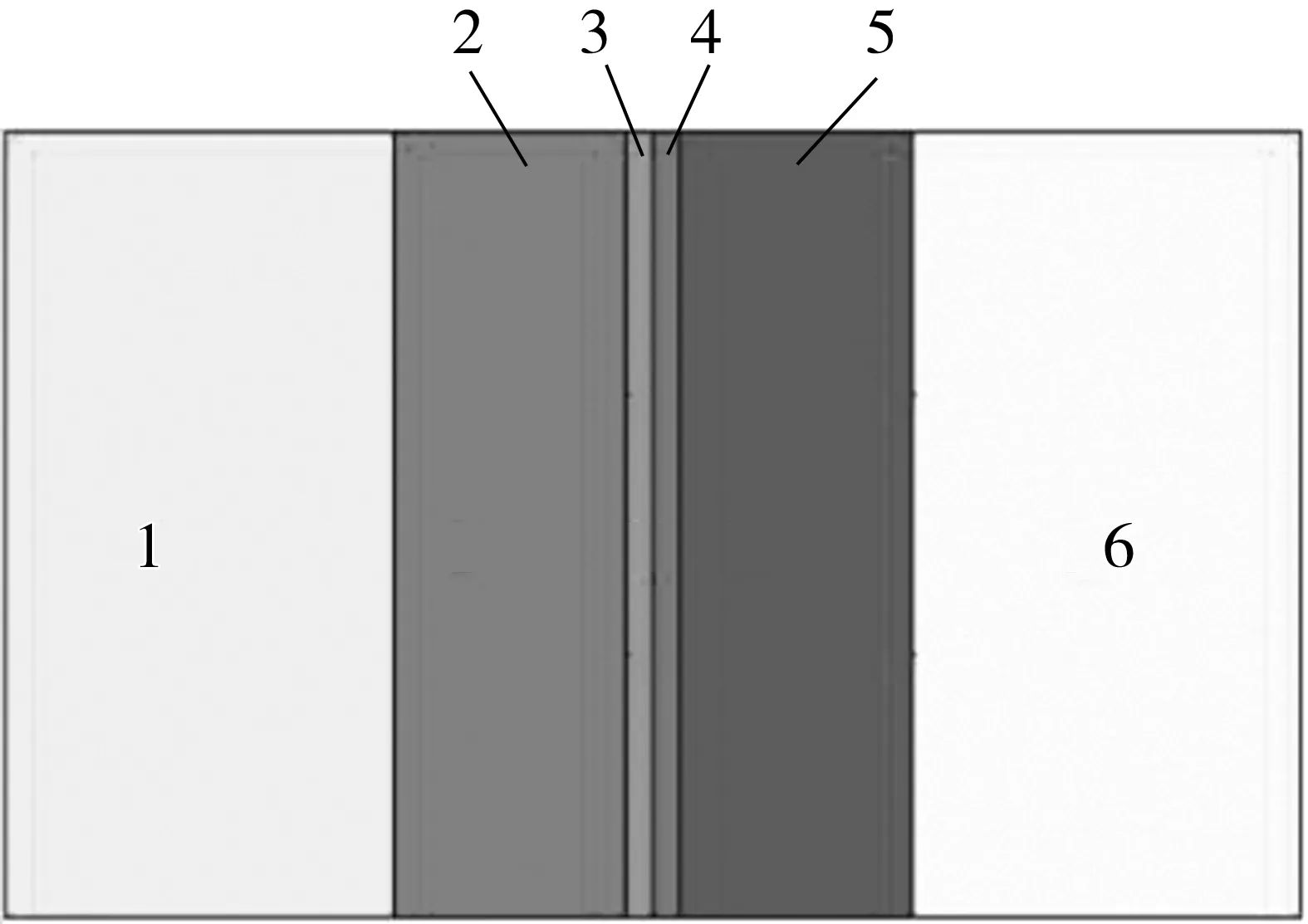
图3 平板对接焊二维几何模型
2 边界条件与网格划分
将几何模型以焊缝为基准,划分为焊缝区、过渡区及远离焊缝区。焊缝区和远离焊缝区几何模型采用SOLID70单元以映射网格离散,过渡区几何模型采用SOLID90单元以自由网格离散。焊缝区网格尺寸为1 mm,过渡区网格尺寸为2 mm,远离焊缝处的网格尺寸为4 mm。为避免结构分析中发生刚体位移及残余应力释放,对焊缝区中心点、焊接起始点及结束点进行3向线位移约束,对4个角点进行垂向约束,对横向线进行位移约束。所采用边界条件及网格划分如图4、 图5。
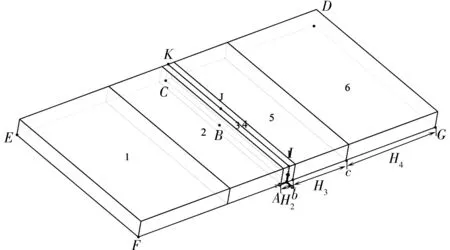
图4 平板对接焊边界条件
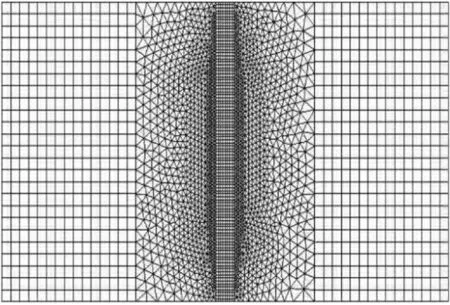
图5 平板对接焊网格划分
图4中:H2为焊缝宽度;H3为过渡区宽度;H4为热影响区宽度;V1为母材宽度;H2=4 mm、H3=36 mm、H4=60 mm、V1=100 mm;1和6为热影响区;2和5为过渡区;3和4为焊缝区;有限元模型4个角点D、E、F、G的约束分别为:UY=UZ=0;焊缝中心点B、电弧起始点A、终止点C的约束分别为:UX=UY=UZ=0。
3 焊接热源
焊接时,电弧热源通过一定的作用面积将热能传递给两块平板。作用面积称为加热斑点,热流密度在加热斑点上的分布不均匀,呈中心多、边缘少的特点。加热斑点热流密度分布可近似采用高斯函数表达,故亦称为高斯热源。距斑点中心任意点的热流密度分布如式(1):
(1)
式中:Q(r)为高斯热源模型的分布函数;Q为热斑点中心最大热流密度;R为电弧有效加热半径;r为离电弧加热斑点中心距离。
笔者利用ANSYS函数加载功能,在每一个荷载步内,以热源中心点(X0,Y0)为中心,按照高斯热源的变化在面上加载;随着热源的移动,每个荷载步内的(X0,Y0)也相应的改变,有r2=(X-X0)2+(Y-Y0)2;这样通过控制(X0,Y0),使其随荷载步的变化,就可模拟出热源移动,实现焊接瞬态温度场的计算。由式(1)可知文中所用高斯热源移动方程如式(2):
(2)
式中:X0,Y0分别为移动热源中心点坐标;v为焊接速度;t为焊接时间。
4 计算工况及结果
为考虑焊接电流、电弧有效加热半径、焊接速度等焊接参数对平板对接焊温度场和应力场的影响,共设置11个工况,其具体参数见表1。
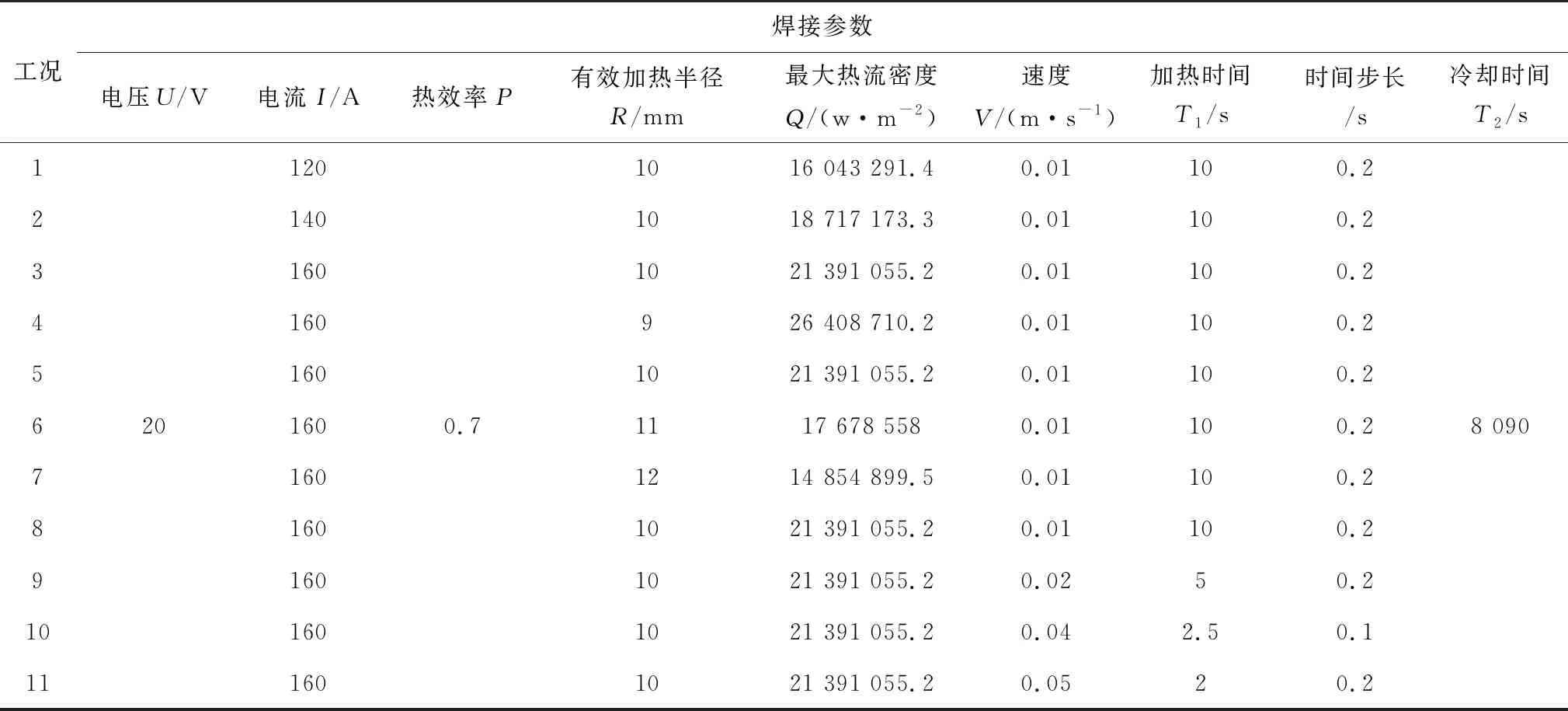
表1 计算工况及焊接参数
4.1 工况5焊接温度场
笔者以工况5为例,给出其温度场分布。图6为对应的6、 10、 1 100、 8 100 s结构温度场等值分布。由图6可知:高斯移动热源在平板上移动,在加热和冷却时,热源分布形状基本保持不变,具有一定的静态特征。

图6 温度场
焊缝中心线I-K上各点温度分布如图7;垂直于焊缝(X向)各点温度分布如图8。由图7、图8可知:当热源移动到某一个位置时,该位置温度急剧上升至最大值,然后逐步冷却至室温,升温速度比温度下降速度快。同时垂直或沿焊缝方向的各监测点温度距焊缝越远,温度越低。
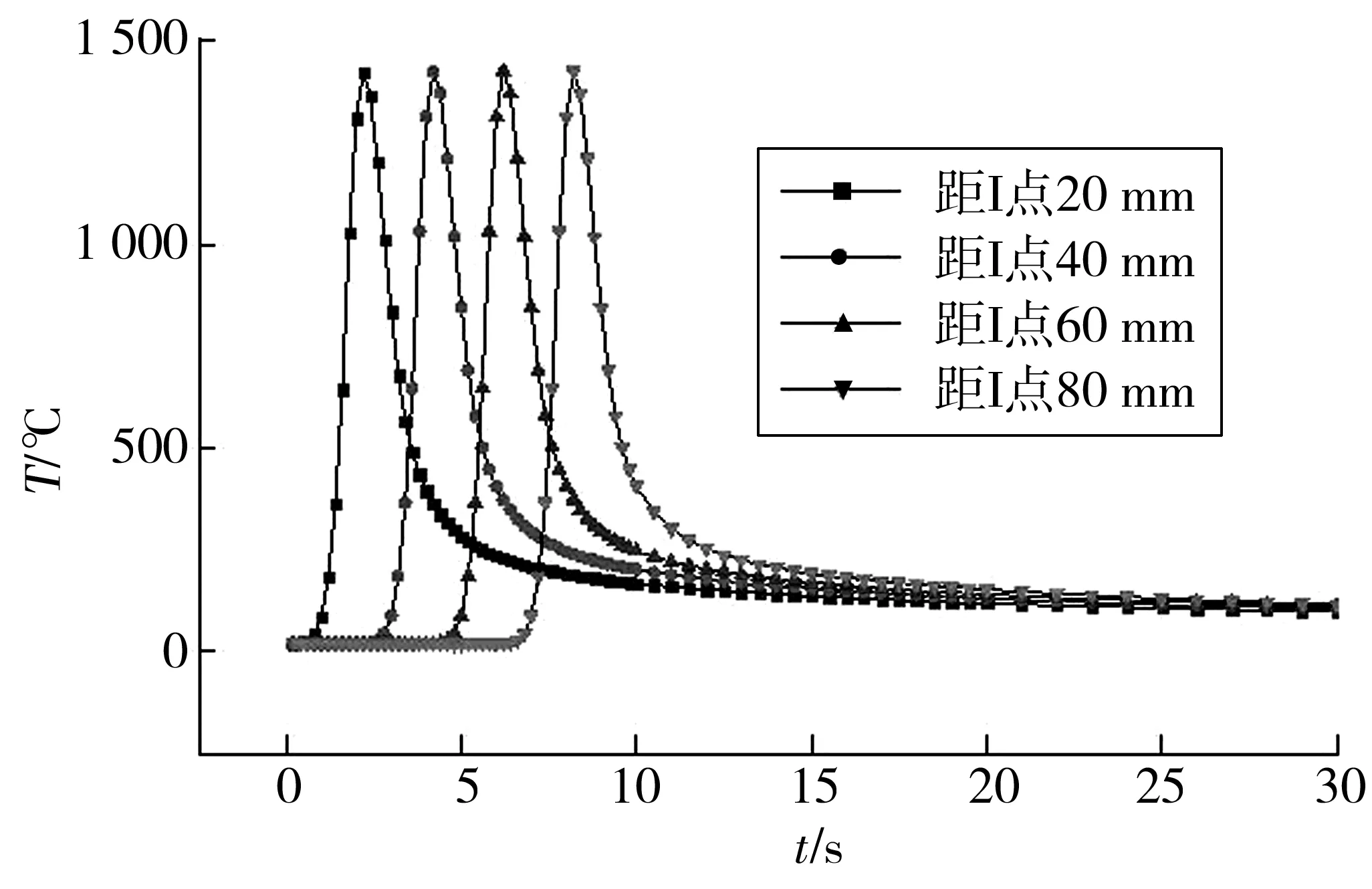
图7 焊缝中心线I-K上各点温度分布
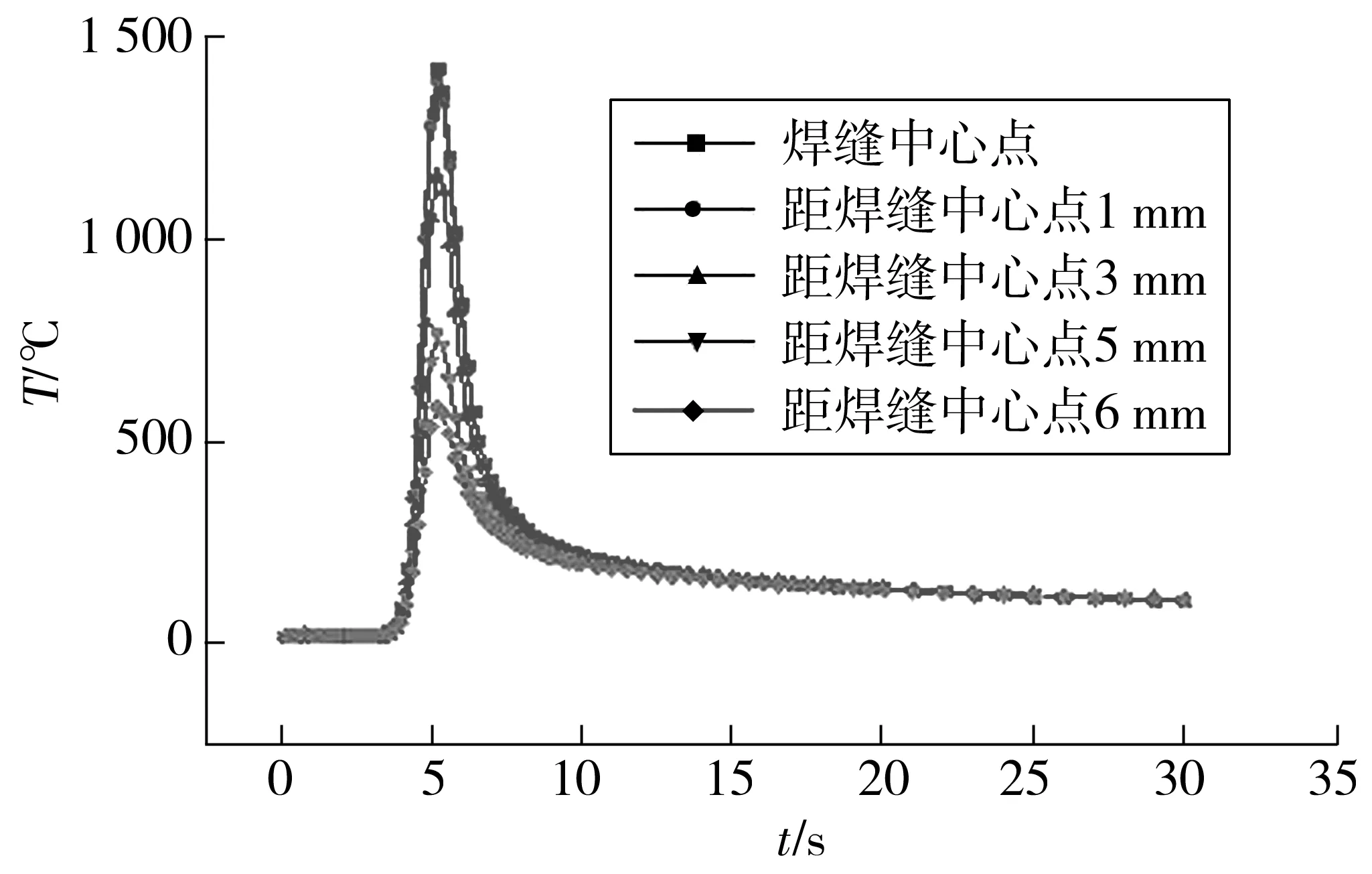
图8 垂直于焊缝各点温度分布(X向)
4.2 工况5焊接应力场
焊接模拟运用ANSYS热-结构耦合进行分析,温度场分析结果作为应力分析的体荷载。在焊接过程中,随着移动热源移动,使得焊缝移动处温度急剧上升后下降,引起焊件产生热应力,若温度场产生的热应力达到材料的屈服极限,会使焊件局部位置处出现塑性变形。残余应力即为当温度恢复到室温时,留存于焊件中的内应力。残余应力分为残余拉应力和残余压应力,拉应力在数值上为正值,压应力为负值。
焊缝中心线I-K路径残余应力分布如图9;垂直于焊缝处A-I向的挠度如图10。由图9可知:在焊缝中心线I-K路径上,Y方向的残余应力均为拉应力,在10~80 mm左右形成一个稳定的拉应力区域;在焊缝中心线I-K路径上,X方向的残余应力为压应力,路径起始两端附近残余应力变化较大,中间部分较为平稳。由图10可知:焊接过程中产生了一定的面外挠度,冷却至室温后形成了焊接残余挠度。
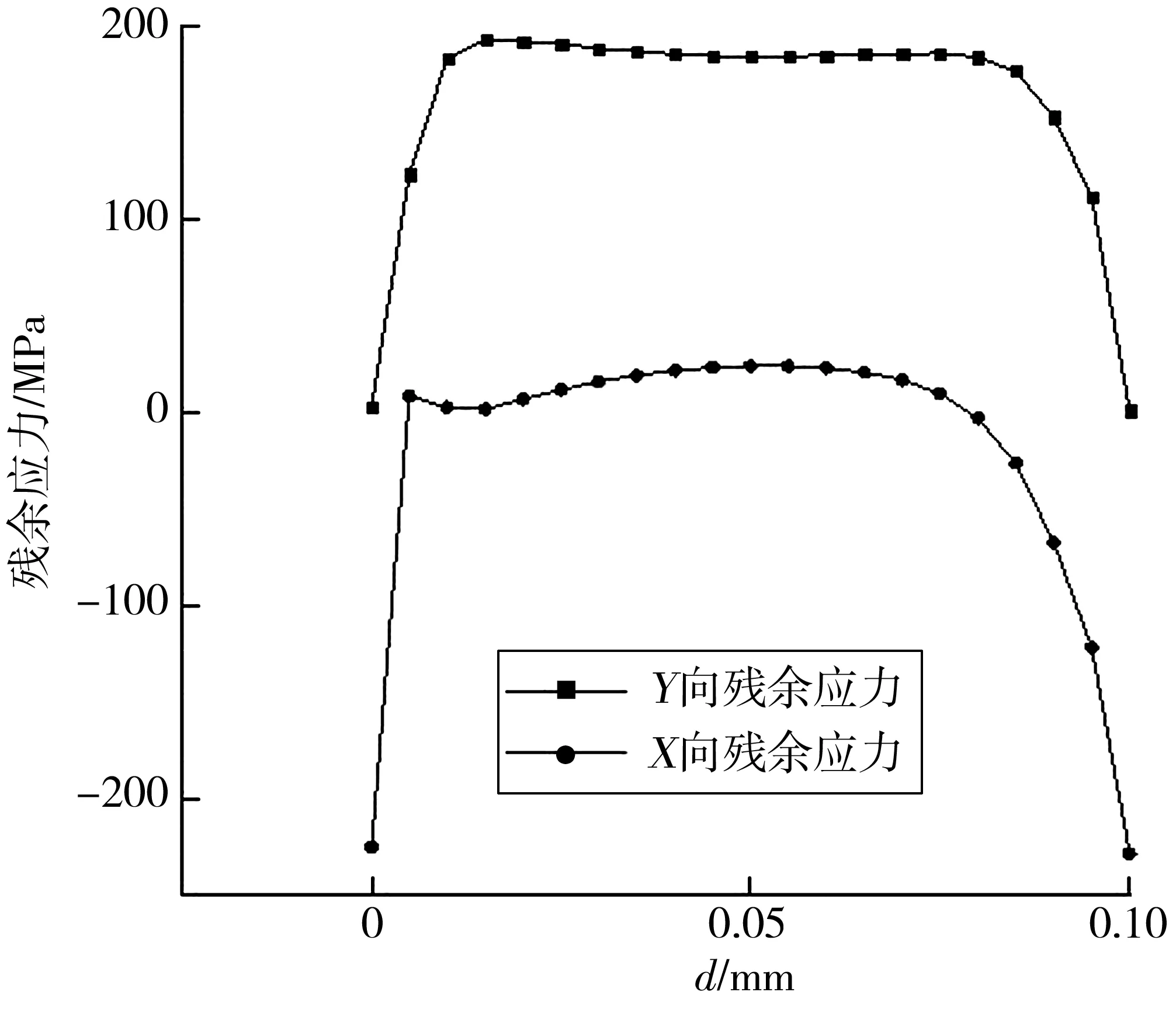
图9 焊缝中心线I-K路径残余应力分布

图10 垂直于焊缝处A-I向的挠度
4.3 焊接电流影响
不同焊接电流对应的温度循环曲线如图11;焊缝中心线I-K路径残余应力分布如图12。由图11、图12可看出:在焊接电压、电弧有效加热半径、焊接速度、热效率相同时,焊接电流越大,温度场峰值越大。同时焊接残余应力形状基本不变,焊接电流越大,沿焊缝方向残余应力峰值越大。

图11 不同焊接电流对应的温度循环曲线
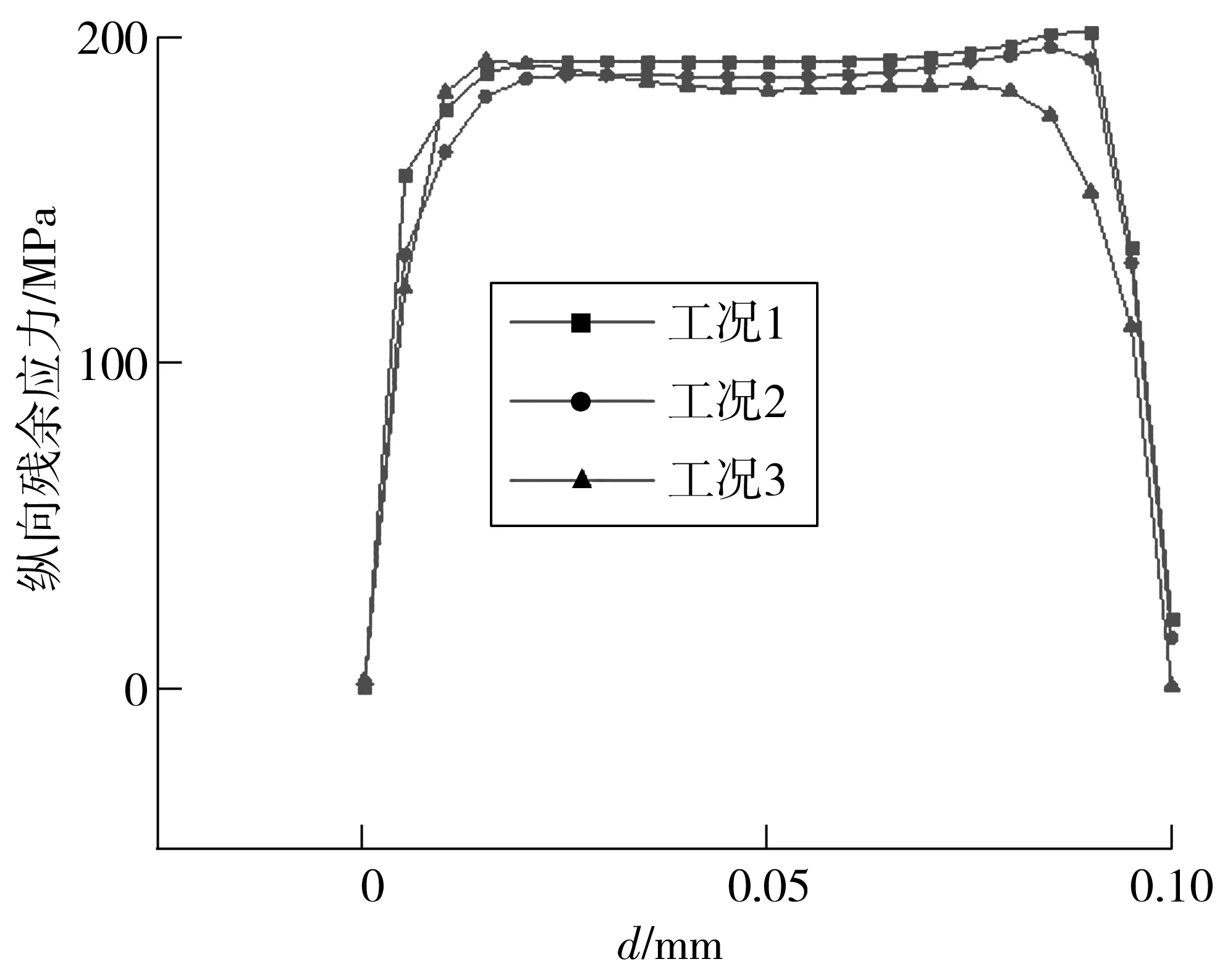
图12 焊缝中心线I-K路径残余应力分布
4.4 电弧有效加热半径影响
不同电弧有效加热半径对应的温度循环曲线如图13;焊缝中心线I-K路径残余应力分布如图14。由图13、图14可知:在焊接电压、焊接电流、焊接速度、热效率相同时,电弧有效加热半径越大,温度场峰值越大。同时焊接残余应力形状基本不变,电弧有效加热半径越大,沿焊缝方向残余应力峰值越大。
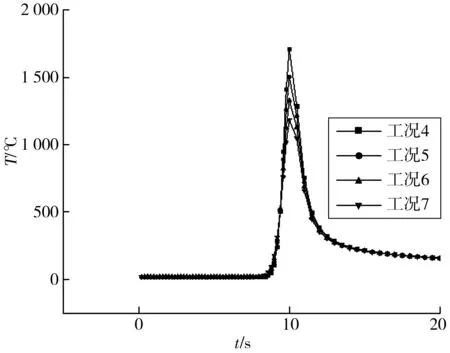
图13 不同电弧有效加热半径对应的温度循环曲线
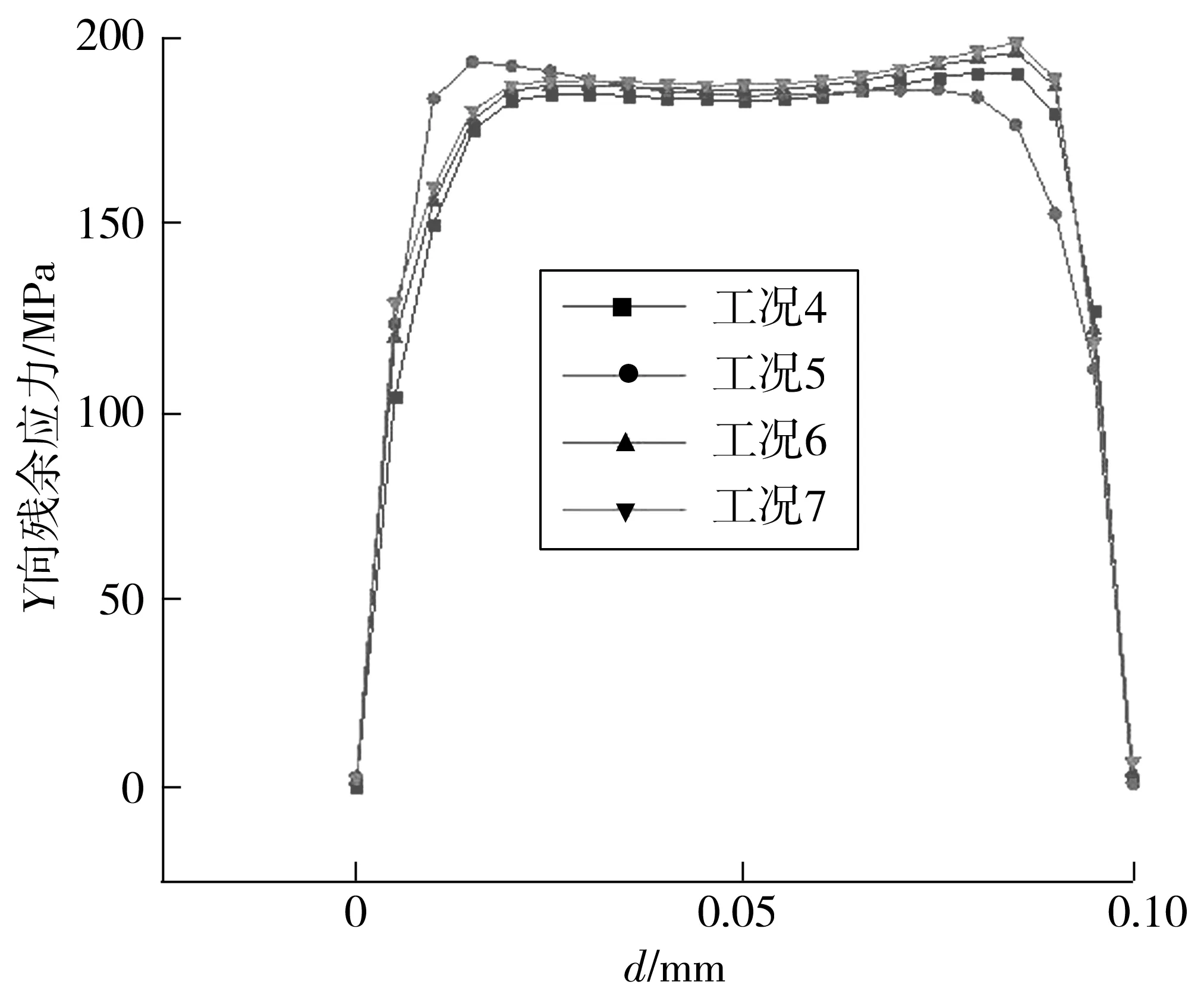
图14 焊缝中心线I-K路径残余应力分布
4.5 焊接速度影响
不同焊接速度对应的温度循环曲线如图15;焊缝中心线I-K路径残余应力分布如图16。由图15可知:在电压、电流、电弧有效加热半径、热效率相同时,焊接速度越大,温度场峰值越小;图16表明:沿焊缝方向焊接残余应力的分布形式基本不变,焊接速度越大,焊缝处纵向残余应力峰值越大。

图15 不同焊接速度对应的温度循环曲线
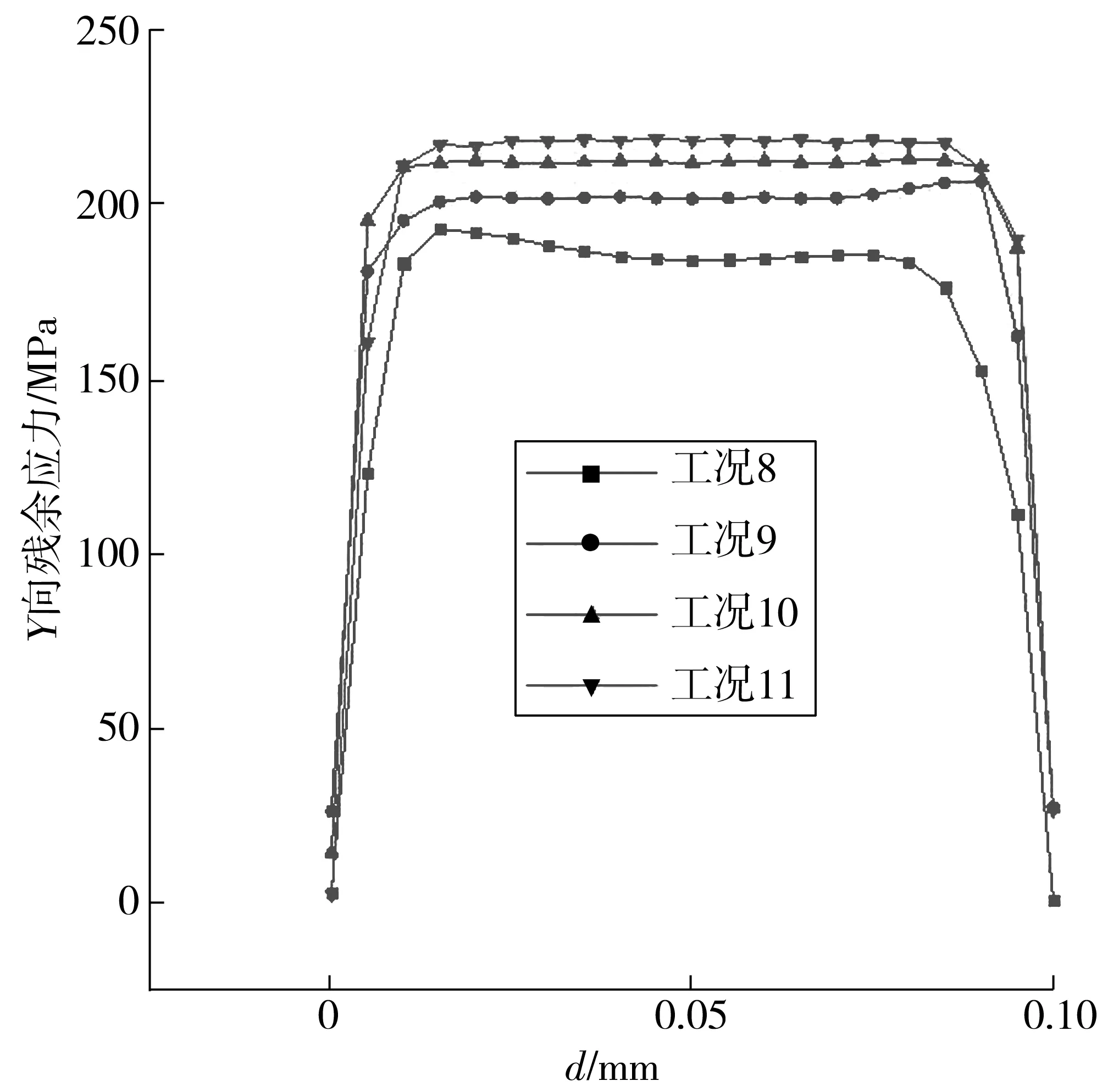
图16 焊缝中心线I-K路径残余应力的分布
5 结 论
笔者基于ANSYS软件模拟了平板对接焊焊接速度、电弧有效加热半径、焊接电流大小对基于热-应力耦合下的焊接温度场和应力场影响。研究表明:在其他参数保持不变时,焊接速度越大,温度场峰值越小;电弧有效加热半径、焊接电流越大,温度场峰值越大。焊接速度、电弧有效加热半径、焊接电流越大,沿焊缝方向残余应力峰值越大。
构件长宽比、厚度、焊接电压、外力作用等因素对焊接结构在循环载荷下的残余应力释放、结构承载能力及安全性和可靠性影响有待进一步研究。
猜你喜欢
舰船电子工程(2022年5期)2022-06-21
焊接学报(2022年2期)2022-03-17
舰船电子工程(2022年2期)2022-03-14
动漫界·幼教365(小班)(2019年10期)2019-10-28
山东工业技术(2018年23期)2018-12-27
中小企业管理与科技·中旬刊(2017年10期)2017-11-06
科学与财富(2016年30期)2017-03-31
计算机辅助工程(2015年2期)2015-05-11