浅谈武钢108机组锌铝镁镀层产线生产能力改造
2022-10-04 01:24:22薛为林
武汉工程职业技术学院学报 2022年3期
薛为林
(宝钢工程技术集团有限公司 上海:201900)
随着钢板应用的拓展,下游用户不断对钢板的耐蚀性提出了更高要求,传统纯镀锌层的热镀锌钢板已经远远不能满足用户的应用要求,高耐蚀性镀层的钢板成为国内外研究机构及钢厂的研发重点。目前开发应用较成功的高耐蚀性镀层是锌铝镁合金镀层。
锌铝镁镀层钢板的一个优点是耐腐蚀性能强。其耐蚀性实验结果因实验条件的不同而有较大的变化,综合大气曝晒实验、盐雾实验、盐水浸泡腐蚀实验等各种实验结果来看,总体上,锌铝镁合金镀层钢板比GI钢板耐腐蚀性能提高数倍[1]。耐腐蚀性提高的主要原因是Mg的添加形成了致密性腐蚀产物,降低了溶解氧的扩散速度,从而降低阴极区氧还原反应速度。
锌铝镁镀层钢板的另一主要优点是具有一定的自愈性,在切口或者镀层破损处,镁腐蚀后会迁移至镀层破损部位,形成富镁有序、致密的腐蚀产物覆盖到破损处或切口表面,使破损处自愈。锌铝镁镀层钢板优异的耐腐蚀性和自愈性,使得其应用较为广泛。作为耐蚀性轻型钢结构,可广泛用于高速公路护栏、光伏支架、仓储建筑结构、港口设施等,也可应用在各种家电、尤其是空调室外机及各类电气柜。另外,锌铝镁镀层钢板在汽车板及汽车零件领域的应用也在积极推广中。
1 国内外锌铝镁投产现状
鉴于锌铝镁镀层钢板的性能优势及广阔应用前景,国外各大钢厂均开展了锌铝镁镀层钢板商业化生产,实现商业化生产的主要国外公司见表1[2],其中蒂森克虏伯、奥钢联、塔塔、萨尔茨吉特等公司以铝含量<5%的低铝锌铝镁镀层产品为主,日新制钢、新日铁住金的锌铝镁镀层产线以中铝成分为主,博思格的以高铝成分为主。
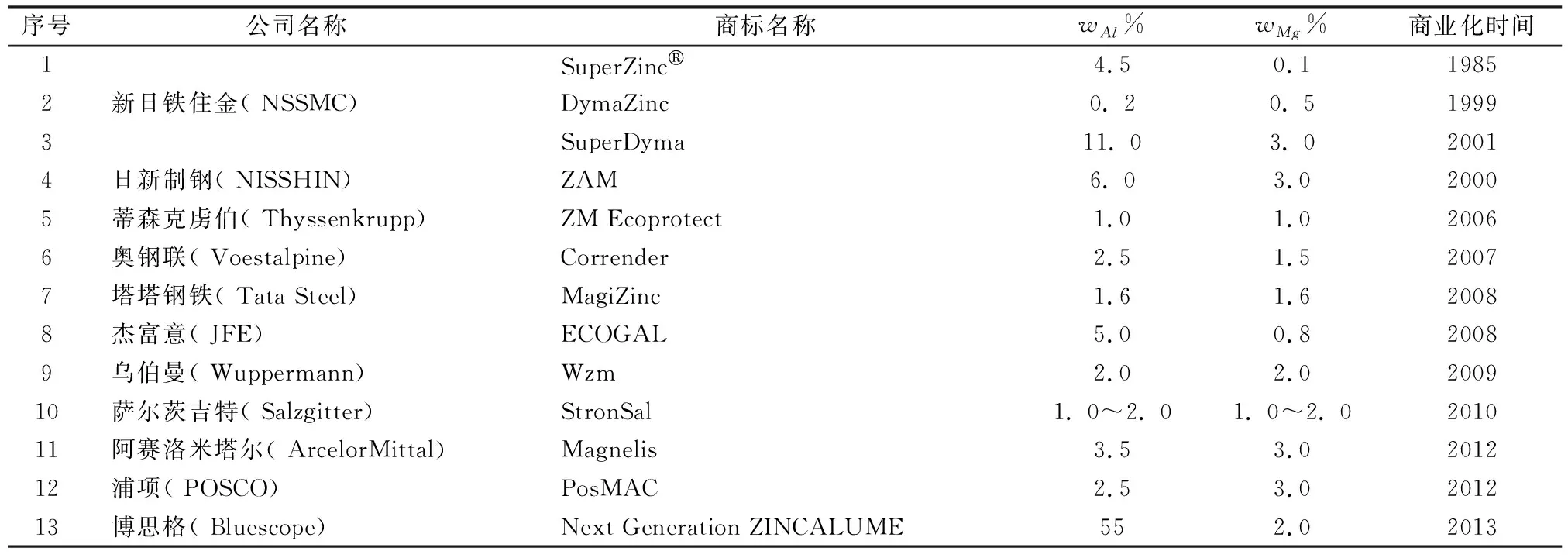
表1 国外锌铝镁镀层产线商业化生产线汇总[2]
国内山东科瑞钢板于2014年率先推出中铝锌铝镁镀层产品,主要用于建筑领域。随后酒钢于2016年、大连蒂森和首钢京唐于2017年分别投产锌铝镁镀层产线,推出了以低铝成分为主的产品体系,用于汽车、家电及建筑领域。酒钢锌铝镁镀层产线由该厂1#冷轧线改造成,该线2010年投产,年产40万吨GL、GI钢板。2016年改造为锌铝镁产线,产品板材成分为wAl%=11%,wMg%=3%,厚度0.3~3.0mm,宽度850~1660mm。首钢京唐现有6#镀锌、7#镀锌产线均已生产锌铝镁产品为主,其中6#镀锌线年产能15.5万吨,产品厚度0.2~1.2mm,宽度700~1500mm,7#镀锌线年产能38万吨,产品厚度0.3~2.0mm,宽度750~1550mm。宝钢对锌铝镁镀层产品的研发始于2008年,涵盖了低铝、中铝、高铝三种成分。2016年低铝产品(BaoZM®) 在宝山基地首次工业试制[3],量产第一卷2018年7月在湛江钢铁顺利下线;2019年11月中铝产品(BaoXM®)在梅山基地108机组首次工业试制,量产第一卷2021年12月在湛江钢铁顺利下线;2016年8月高铝产品(BaoAM®) 在宝山基地首次工业试制,2020年5月量产第一卷BaoAM®在湛江钢铁顺利下线。
2 武钢108机组产线进行锌铝镁镀层改造背景
武钢108机组是1979年从德国DEMAG引进技术建成投产,2003年进行全面改造,生产年产量提高至25万吨,可以生产FH、CQ、DQ、DDQ钢种,产品规格0.25-2.5mm,镀层种类为GI、GA。该机组2003年改造至今已运行多年,机组设备工艺技术落后,入口段人工点动上卷,焊机无法自动焊接,清洗段设备老化严重,高速生产时清洗段投入少,入口活套套量不够导致达不到设计生产速度且入口活套容易发生跑偏现象,出口无废料输出系统等。生产运行情况和产品实物质量均不理想,只能生产表面4000级别以下产品,品种结构单一,导致产品盈利能力不足。
另外,随着宝钢全系列锌铝镁镀层研发成功和批量生产,彩涂产品耐蚀性得到全面升级,订单迅速增加。武钢109彩涂机组在2017年开展宝武协同后,产品实物质量大幅提升,108机组改造成锌铝镁镀层产线,可解决109机组彩涂基板的就地供应问题,大幅减少运费成本和物流运输缺陷导致成品级别改判的损耗。因此,108机组改产锌铝镁彩涂产品,可有效提升产品盈利能力。108机组现有装备老化严重,很多备件已无供应,且缺失锌铝镁产线所需的立式出口活套、立式检查站、水平检查台、摆动飞剪及废板运输系统,因此改造势在必行。
3 改造工艺技术方案
鉴于锌铝镁镀层产品耐腐蚀性能强和良好的切口自愈性,宝钢股份根据锌铝镁彩涂产品市场需求和公司规划要求,在武钢有限实施打造一条高端彩涂锌铝镁镀层基板专用生产线,以填补高端彩涂基板产能缺口,同时解决武钢自供锌铝镁彩涂基板和优化产品结构的需求。
3.1 产品规格
带钢厚度:0.35~1.2mm;
带钢宽度:700~1530mm;
带钢抗拉强度:最大560MPa
钢卷内径:Ф508/610 mm
钢卷外径:Ф850~Ф2150mm
产品品种:CQ、DQ、CQ-HSS、FH
镀层种类:高铝锌铝镁
3.2 工艺流程与装备
本次升级改造要求改造后的机组达到智能化、低成本、高表面质量先进水平,并以此为纲确定工艺流程及各部分设备技术要求。
3.2.1 生产工艺流程
武钢108机组改造成锌铝镁镀层产线生产工艺流程为:轧后冷硬卷→钢卷运输链→开卷机→矫直机→双切剪→焊机→清洗段→卧式入口活套→卧式退火炉→锌锅→气刀→镀后冷却→光整机→拉矫机→立式出口活套→立式检查站→水平检查台→静电涂油机→飞剪→单卷取→卸卷小车→称重、打捆、贴标→成品卷。详见图1。

图1 武钢108机组改造工艺流程图
3.2.2 主要工艺装备
改造后的机组由入口段设备、清洗段设备、入口活套段设备、炉子段设备、镀层段设备、镀后冷却段设备、光整和拉矫段设备、出口活套段设备、出口段设备及相关辅助设备组成。生产产品带钢厚度0.35~1.2mm,宽度700~1530mm,炉子工艺段速度高达150m/min,出口段速度200m/min。
新增设备主要有:窄搭接焊机1台、锌锅系统1套、气刀及辅助设备1套、镀后冷却系统1套、立式出口活套1套、立式检查站1个、水平检查台1个、摆动飞剪及废板运输系统1套、称重装置1套、自动打捆贴标机1套、卷取机1台等。
利旧改造设备主要有:入口操作自动化改造、清洗段循环系统功能恢复性改造、入口活套利旧改造、退火炉均热段耐材修复改造、快冷段和热张紧辊段保温能力提升改造、炉鼻子配套改造、水平冷却风箱改造、光整机控制系统改造等。
3.2.3 关键设备
(1)焊机
焊机用于焊接前后带卷连接带钢,满足机组后续工艺生产连续运行要求。
焊机型式: C型窄搭接焊机、机内双刃剪、全自动型。焊机主要设备组成如下:入口4点对中及挑套装置、焊接主机(含废料箱)、出口2点对中、月牙剪(含废料箱)、出口2点对中及挑套装置、焊机辅助系统,技术参数见表2。
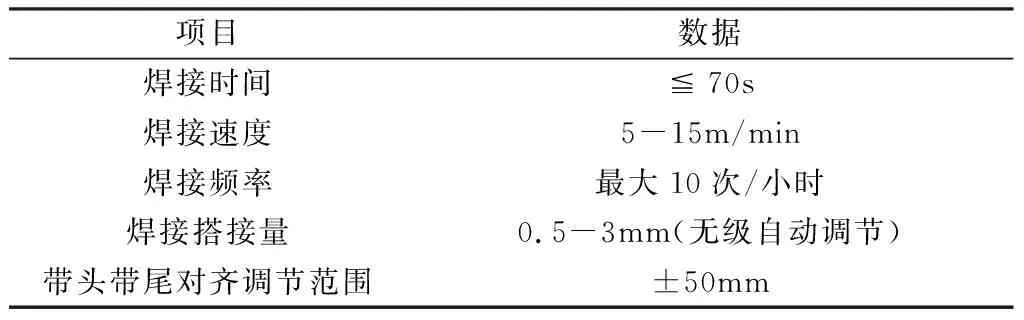
表2 焊机参数表
(2)退火炉
为节约投资,本次改造对原退火炉基本利旧,仅对辐射管加热段、均热段、冷却段、热张紧辊段及炉鼻子进行相应的改造。
辐射管加热段和均热段炉顶耐材(陶瓷纤维)脱落比较严重,为保证改造后的带钢表面质量,需对炉顶及炉子侧墙的耐材进行更新,拆除原先的陶瓷纤维,在炉顶及炉子侧墙钢板上焊接锚固钉,安装新的同等耐温等级的陶瓷纤维耐材。
炉鼻子用于保持带钢进入锌锅所需温度。改造后的炉鼻子具有可以沿带钢前进方向伸缩,可以将炉鼻尖提升至锌液面上方(旋转一定角度),便于拆装维护,节约操作维护时间。伸缩功能通过炉鼻子上的金属膨胀节配合设置在炉鼻子外部的伸缩机构来实现。炉鼻子伸缩行程约30~60mm,同时具有上下摆动功能,摆动角度约≤±2°,用以补偿沉没辊因磨损引起的辊径变化。炉鼻尖采用耐高温耐腐蚀不锈钢材料,内衬耐火材料。
(3)锌锅
锌锅区域共有2个锌锅,一个是在线的主锌锅,一个是离线的预熔锅。每台锌锅包括锅本体、电源系统、电路保护系统、接地/锌液泄露检测器、控制系统、冷却水系统等。主要参数见表3。
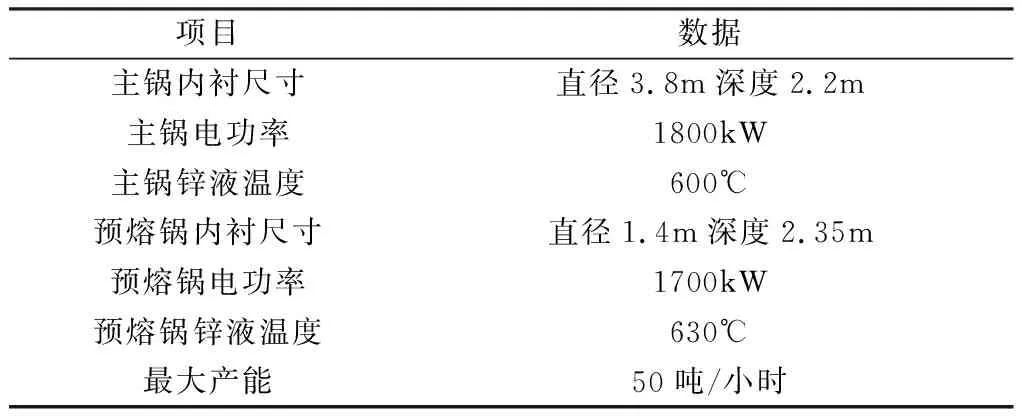
表3 锌锅参数表
(4)气刀
带钢由炉鼻子进入锌锅,经过沉没辊的转向,在稳定辊和校正辊的共同作用下,最后由气刀进行吹扫,完成带钢热镀锌过程。通过气刀喷出的气流,从带钢表面上刮掉多余的锌,以获得均匀厚度的镀锌层。本项目气刀设备包括气刀装置、带稳定辊的沉没辊、校正辊,以及空气供给装置、辊子维修设备等。主要设备参数如下:
a)气刀
有效喷吹宽度: 1600mm
气刀高度调整:从锌液面75~700mm
气刀角度调整:+10°~-10° (手工调节)
气刀到带钢距离调节:+5~+100mm (行程95mm)
b)气刀风机
数量:2台(1台备用)
能力:每台84 Nm3/min (最大)
压力: 2013 mbar (风机出口)
3.2.4 改造后的机组技术特点
机组实现入口自动化,即自动上卷,自动开卷,自动剪切;新增窄搭接焊机,提升焊接能力;清洗段设备及循环系统恢复了碱雾排放系统功能,增加碱液净化系统、磁性过滤器,提高清洗及环保能力;入口活套利旧改造,增加套量,改善带钢跑偏现象,减少表面擦伤;
镀后冷却塔设计成双塔顶辊,上、下行段分别设置冷却风箱;采用立式出口活套,满足单卷取生产要求;配置立式检查站和水平检查台,提供在线检查能力;设置出口飞剪及废料运输系统;单卷取机具备上下卷取功能;新增全自动打捆贴标机等无人化装备;预留入口拆捆机、自动加锌装置、表面缺陷检测仪、取样机器人等相关接口及空间位置,提升了智能化水平。
4 改造效果
通过改造,实现108机组建成后具备年生产23万吨高铝锌铝镁彩涂基板的生产能力。投产运行后在保证产品质量的前提下,机组速度可稳定在137m/min,较改造前(实际最大工艺速度90m/min)大幅度提升。108机组改造后于2021年3月投产,全年产量达到14.8万吨,超原计划1.3万吨,满足自供彩涂基材的质量标准。改造后通过增加自动化设备,劳动定员由每班9人减为每班7人。
5 结束语
通过武钢108机组的锌铝镁镀层产线生产能力改造,优化了产品结构,有力地提升了产品的毛利率,为提升宝武高端锌铝镁彩涂产品市场占有率做出了贡献。同时,老旧镀锌机组全面升级改造为高端锌铝镁产线,在全国范围内尚不多见,本次改造的成功实施,为老旧机组的改造提供了参照,具有较好的行业内参考价值。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:58:06
矿冶(2020年5期)2020-12-29 02:55:38
冶金设备(2020年2期)2020-12-28 00:15:34
设备管理与维修(2020年12期)2020-06-30 12:23:48
电子制作(2019年20期)2019-12-04 03:52:00
山东冶金(2019年3期)2019-07-10 00:54:04
山西冶金(2019年1期)2019-04-26 08:25:32
焊接(2016年1期)2016-02-27 12:59:40
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53