
卷取机钳口扇形板改造刍议
2022-09-29 04:15:58冯映科
中国设备工程 2022年18期
冯映科
(宝武装备智能科技有限公司湛江分公司,广东 湛江 524000)
卷取机在冶金领域是重要设备之一,通常卷取机具备不同规格型号的带钢收卷功能。随着轧钢技术的发展,对卷取机的要求越来越高。卷取机效率更高、功能更加完善是未来发展趋势。
1 钳口扇形板
每个卷取机零部件都具有不同的作用,其中钳口有固定和活动两种类型。本文涉及的是活动类型钳口扇形板,其截面形状如图1所示,铰接式连接在卷取机其他部件,其表面具有两个不同圆的弧度,不同弧度间过渡平顺。为了满足卷取的工况要求,钳口扇形板进行了调质处理,并且表面镀铬。钳口扇形板处于卷取机带钢入口处,当带钢进入卷取机时,钳口扇形板与相关部件配合咬合钢带,保证卷筒高速运转时带钢的平稳。卷取机装配如图2所示。
图1 钳口扇形板
图2 卷取机装配截面
2 钳口扇形板改造原因
某热轧厂的卷取机随着生产产品的多样性,当产线增加了7mm厚度某种的带钢时,发现带钢开始部位内弧侧有明显擦伤痕迹。当卷取较厚的带钢时,为了保证钢带头与卷筒紧贴合,钳口部位施加力更大,同时带钢的刚性增强,在卷取过程,两者的高速摩擦,导致带钢发生擦伤的痕迹。基于该产线的需要,必然改造钳口扇形板,在降低硬度的同时尽可能保证钳口扇形板表面的耐磨性,以消除带钢的擦伤风险。
3 钳口扇形板改造关键点
钳口扇形板改造工艺流程:车削钳口扇形板表面镀铬层;车削后钳口扇形板表面探伤;激光熔覆钳口扇形板的表面;通过专用辅助工装装配钳口扇形板,并做静平衡试验;车削激光熔覆后钳口扇形板的表面;着色探伤修复好的钳口扇形板表面;检测表面硬度。
本次改造涉及到两个关键问题,第一个是钳口扇形板的表面硬度匹配,第二个是钳口扇形板的表面车削。后续着重论述。
(1)钳口扇形板的表面硬度匹配。经现场人员对带钢卷取前硬度检测确认,带钢的表面硬度为24HRC,钳口扇形板的表面硬度为高于55HRC。两者的硬度对比分析,由此可知两者的硬度差比较悬殊。随着带钢的厚度增加,带钢也在刚性增强,超出原来产线设计的极限。在原有卷取机高转速情况下,钳口扇形板表面降低与带钢表面硬度一致,可有效减弱带钢擦伤的风险。
激光熔覆通过所需类型的材料在基体上沉积,实现对熔覆层与基体材料之间的冶金结合,保证了表面无缺陷以及熔覆层具有良好的机械性能。激光熔覆过程速热速冷,由此得到较为致密的组织以及良好的力学性能。相对于传统的氩弧焊相比,结合扇形板外形尺寸,采用激光熔覆的方式处理钳口扇形板的表面是最优的方式。
目前,激光熔覆常用的材料有铁基。镍基和钴基合金粉末及陶瓷材料。在冶金行业,铁基和镍基较为常用。铁基材料相对低廉,但铁基材料的耐磨性和耐热性没镍基材料好,因此本次采用镍基材料进行激光熔覆。
针对现有生产带钢的表面硬度,本次选用镍基牌号625,熔覆后的硬度范围在24±3HRC。由于镍基材料具有良好的熔覆性和耐高温性能,因此采用多层熔覆保证一定的机械加工余量即可。其激光熔覆的粉末主要化化学成分C:0.03%、Mo:8%~10%、Fe:1.5%、Mn:0.2%~0.5%、Cr:20%~23%、Si:0.3%~0.5%、Nb:3.15%~3.85%。
本次钳口扇形板的激光熔覆设备功率为3kW;采用纯度大于99.99%的氩气为保护气体,流量为13~25L/min;送粉量为5~7g/min,熔覆枪头移动的速度为1100~1200mm/min。激光熔覆前将粉末烘烤干燥,钳口扇形板的表面采用氧乙炔进行加热,并且防止过烧,钳口扇形板的表面预热的温度为160~180℃。为防止熔覆的缺陷出现,采用多层熔覆时保证层间温度为170℃左右。钳口扇形板的外表面是比较窄但比较长,熔覆外表面采用类似跳焊法进行,分段熔覆表面,以最大程度减少其变形。钳口扇形板激光熔覆操作如图3所示。
图3 激光熔覆操作
钳口扇形板的表面激光熔覆宏观图像如图4所示,经过激光熔覆2层熔覆的效果图。从宏观上观察,激光增材层成形较为良好的表面,熔覆区域未出现孔洞、裂纹等外观可视缺陷,熔覆的宽度较为稳定,每层激光增材层较为均匀。激光熔覆后的激光增材层经车削表面,再进行磁粉探伤,无发现裂纹,说明熔覆的效果良好。
图4 激光熔覆的宏观面貌
(2)钳口扇形板的表面车削。钳口扇形板的表面由R337.5和R381弧形组成,且弧度的圆心不在同一个点上,在涨径和缩径时都能满足使用功能的需求。在激光熔覆后对R337.5和R381弧形进行车削。每套卷取机只有一块钳口扇形板,设计专用辅助工装上完成车削工序。
钳口扇形板的外径较为不规则,无法直接上车床装夹加工,必须通过专用工装辅助进行车削加工。针对该情况,对钳口扇形的两侧面的部位进行定位,利用铰接部位的形状特点,用螺栓进行紧固。
然后对其静平衡配种,按照图5所示钳口扇形板的对面位置开螺纹孔进行螺纹连接配重块,结合实际的生产情况,本次改造的静平衡标准为G16,以保证车削过程转动的可靠性。
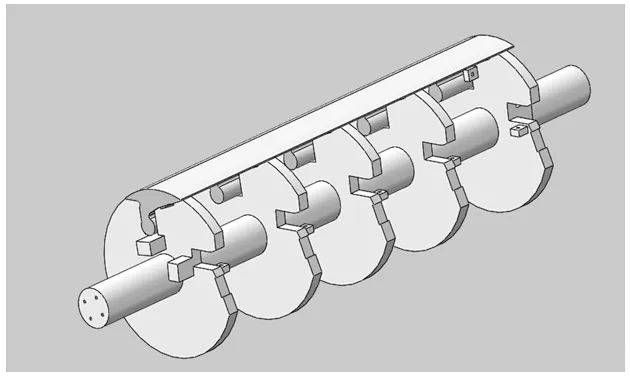
图5 钳口扇形板车削前的装配
先粗车后精车,车削后的表面粗糙为3.2,车削完成后借助专用工装的基准,对车削面的外圆进行检测,保证车削的弧度符合图纸要求。经车削后的表面进行着色探伤,并符合图纸要求。检测表面硬度,并符合要求。该改造后的钳口扇形板回装,并上线使用,经过不同规格带钢卷取试验,证明本次改造方法的可行性,从而消除原来7mm带钢摩擦痕迹的问题(图6)。

图6 车削过程的图
4 结语
根据钳口扇形板的改造要求,分析卷取机钳口扇形板技术难点,利用激光熔覆的优势,对钳口扇形板的表面进行改变,满足改造的钳口扇形板的表面技术要求;同时结合钳口扇形板的外形特点,有针对性的制定车削方案,保证车削的平稳性,并在同一个工装上具备两个弧度的加工方式,增强了工装设计的灵活性,满足改造的需求。通过这改造方式,实现了卷取机钳口扇形的表面改造,经现场的使用反馈,该改造取得预期效果,为该类设备改造提供切实有效的方法。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:56
小学生学习指导(高年级)(2021年11期)2021-11-30 10:49:26
重型机械(2020年4期)2020-06-29 03:02:58
———《扇形的认识》教学廖
小学教学设计(数学)(2018年10期)2018-10-20 02:53:38
现代冶金(2018年1期)2018-04-08 06:08:12
数学物理学报(2017年5期)2017-11-23 07:51:31
诗潮(2017年2期)2017-03-16 20:02:06
作文周刊·小学一年级版(2016年5期)2016-08-11 12:59:18
Coco薇(2016年7期)2016-06-28 19:11:56
大型铸锻件(2015年4期)2016-01-12 06:35:10
