
联体缸盖底盘芯和上盖砂芯在线位置对中找正装置
2022-09-28 09:19韩圣杰丁超豪范虎楠
中国铸造装备与技术 2022年5期
韩圣杰,丁超豪,范虎楠
(1.中国电子工程设计院有限公司河南分公司,河南郑州 450000;2.潍柴动力股份有限公司,山东潍坊 261061)
近年来随着生产工艺要求不断提高,技术工种用工短缺的现象不断加剧,推动传统产业技术改造,加快推进产业结构调整。工业机器人和专用机械在铸造行业广泛应用,要在铸造厂联体缸盖底盘芯和上盖砂芯在线实现自动化组芯,必须对联体缸盖底盘和上盖芯组芯前进行在线位置对中找正定位,及保证砂芯相对托盘位置在组芯前位置一致。联体缸盖砂芯经过机器人浸涂转运和烘干炉烘干转运相对托盘位置已经发生变化,必须对其位置进行对中找正。本设备针对联体缸盖底盘芯和上盖芯进行位置对中找正,能够满足机器人合上盖工艺需求。
1 在线位置对中找正结构
联体缸盖底盘芯和上盖砂芯在线位置对中找正系统如图1 所示,由伺服提升单元、对中找正外支架、四导柱升降单元、砂芯宽度方向对中找正、砂芯长度方向对中找正、托盘定位装置气动单元等组成。
1.1 伺服提升单元
通过伺服电机驱动电动缸上下运行,可以快速响应精确控制升降高度,设备运行稳定可靠,通过PLC 控制伺服驱动器参数实现升降高度在规定范围内任意可调,用于兼容不同品种砂芯工艺需求,升降重复精度±0.1mm。
1.2 四导柱升降单元
升降单元采用四导柱形式(如图2),设备刚度好形变小,导向精准而且运行平稳。
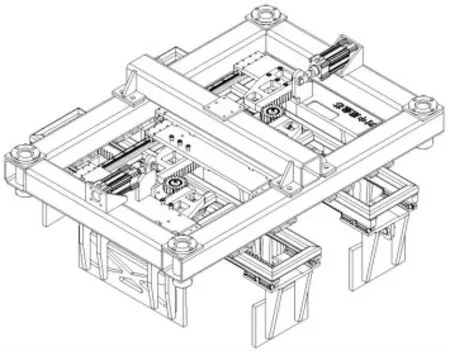
图2 四导柱升降单元
1.3 砂芯宽度长度方向对中找正
该装置砂芯宽度方向(图3)对中找正运动范围是310mm~470mm,可以兼容砂芯宽度尺寸320mm~460mm 内不同品种砂芯,该装置砂芯长度方向(图4)对中找正运动范围是540mm~1180mm,可以兼容砂芯长度尺寸550mm~1160mm 内不同品种砂芯。其对中找正公共部分包括(1)驱动气缸、(2)直线滑块、(3)夹具、(4)齿条、(5)齿轮,宽度对中齿条安装在腹板支架上,长度方向对中找正齿条利用自身配合导向轮组运行。
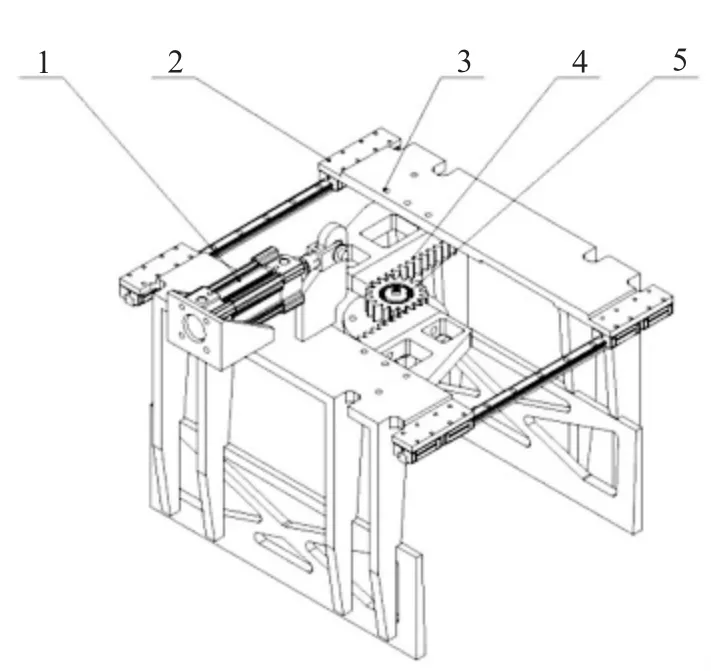
图3 装置砂芯宽度方向
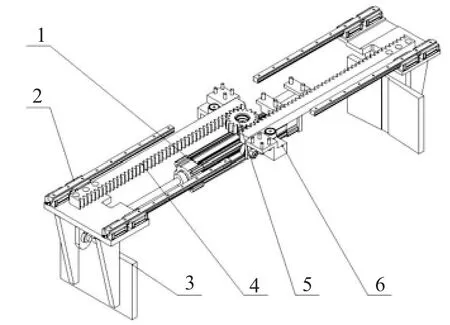
图4 装置砂芯长度方向
1.4 托盘定位装置气动单元
托盘定位装置气动单元如图5 所示,有(1)气动支架、(2)管路调压器、(3)三位五通中封电磁阀、(4)节流调速阀、(5)三轴气缸、(6)原点定位辊轮支架、(7)辊轮组成,通过管路调压器调整气缸压力,电磁阀结合控制单元实现动作,节流调速阀调整气缸伸出收回速度。
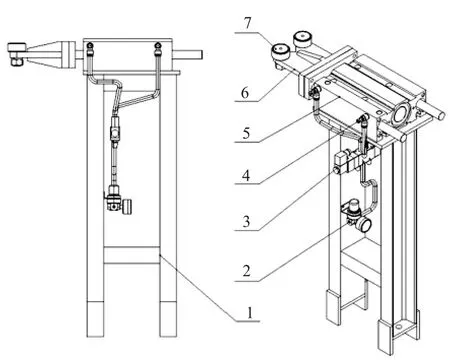
图5 托盘定位装置气动单元
2 工作过程
在自动化组芯机器人前输送辊道单独设置一个单工位,该段辊道采用变频控制,在到达定位位置前先进行变频减速,实现托盘慢速到达定位位置实现托盘初始粗定位,再有定位装置对托盘进行定位。
托盘定位完成后,系统收到反馈信号由伺服电动缸运行将四导柱升降单元下降到预定高度并反馈给PLC 系统,高度到位后底盘芯和上盖芯宽度方向对中找正气缸同时动作,利用齿轮齿条进行相对运动,将工件中心强制限定在齿轮中心上。宽度对中找正运行完成后,底盘芯和上盖芯长度方向对中找正气缸同时动作,利用齿轮齿条进行相对运动,将工件中心强制限定在齿轮中心上。经过宽度和长度方向对中找正后,工件外形中心和齿轮中心重合,实现底盘芯和上盖芯在托盘上位置对中找正。实际生产如图6 所示,在60 盘/h的高使用频率情况下稳定可靠。
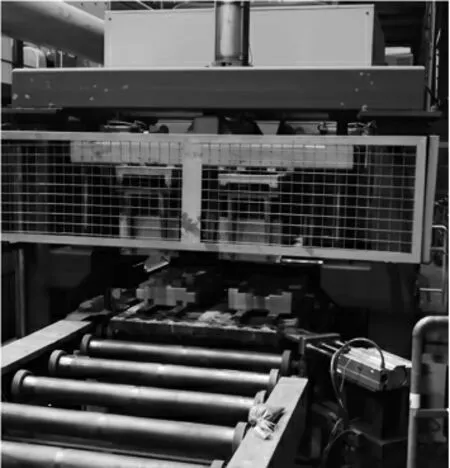
图6 实际生产图
3 结论
(1)该气联体缸盖底盘芯和上盖砂芯在线位置对中找正的结构,设备构造简单可靠,使用维护方便,满足下一步自动化组芯对砂芯位置精度的要求。
(2)设备兼容性强,在规定范围内的砂芯实现自动调整降低劳动强度。为其他类似需要对中找正的情况提供参考。
猜你喜欢
湖北农机化(2021年5期)2021-12-08
中华养生保健(2020年1期)2020-11-16
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
北京汽车(2018年4期)2018-09-08
汽车工程师(2018年2期)2018-07-24
商周刊(2017年26期)2017-04-25
表面工程与再制造(2016年5期)2016-12-19
科技创新导报(2016年9期)2016-05-14
当代县域经济(2015年12期)2015-03-20
