
PCSD 技术在精细化工全自动化过程生产的应用
2022-09-27 10:37杨豫渤
设备管理与维修 2022年16期
杨豫渤
(利安隆(珠海)新材料有限公司,广东珠海 519050)
0 引言
PCSD(PMO Configuration Standard for DeltaV)是艾默生公司开发的工艺生产管理系统的自动化开发标准,其全流程自动控制在工业生产中的应用越来越广泛。目前国内已经有若干大型项目应用的成功案例,如Albemarle、BASF 等大型化工企业。这些项目的实施和使用效果显示,DCS(Distributed Control System,集散控制系统)利用PCSD 标准确实能简化工程实施,减少调试时间,自动化程度更高,充分利用DCS 结合PCSD 标准能提高工厂的自动化运行水平。从利安隆新材料有限公司在抗氧剂生产过程中DCS 利用PCSD 标准的设计、实施、组态、调试、应用等方面入手,阐述PCSD 技术在DCS DeltaV 系统中的应用,达到全球同行业一流的全流程自动化水平。
1 PCSD 和项目介绍
1.1 PCSD
PCSD 是DeltaV 的PMO 组态标准,是艾默生过程管理DeltaV过程自动化系统开发的标准,PCSD 为各种过程工业应用开发定制解决方案提供结构化和模块化的方案。
由DeltaV 工程团队开发的PCSD 库包括一系列完整的功能模块,合并了各个行业的通用需求,并结合操作经验,基于Class 的配置方法使配置管理更加高效。PCSD 库还提供了用于排序和批处理需求的设备模块Class 和阶段Class。
PCSD 包含了批量控制及S88 的结构,对于精细化工(Fine Chemical)行业如间歇性、多配方、多产线的生产尤为适合。
1.2 项目介绍
利安隆(珠海)新材料有限公司高分子材料抗氧化助剂生产项目设计产能12.5 万吨/年,主要生产化工添加剂产品,包括抗氧剂1010、1076、168 等。
整个工厂集成多总线通信及分散的CIOC 光纤通信,采用PCSD 控制技术。过程控制控制点合计24 000 点左右(其中含各种总线通信控制网段60 多个,显示控制点约6000 点)。
DCS 控制系统采用艾默生公司的电子布线结构DeltaV 14.3(Charm 箱130 多个)和DeltaV SIS(Charm 箱多个)和其他控制系统及智能仪表等。DCS/SIS 硬件系统(电子布线)网络结构如图1 所示。
本项目也存在设计变更及工艺变更大、工期要求紧、间歇生产、工艺复杂的精细化工项目常态,因此,对于软件组态及测试和调试进度要求很高。
2 DeltaV(PCSD)系统结构
PCSD 为基础的软件系统包括:联锁回路800 多路,联动控制8000 多路,控制回路3000 多路,PCSD 程序自动控制各个层级设备模块500 多个。
DeltaV(PCSD)系统是在传统DCS 系统优势基础上、结合批量控制及PCSD 解决方案提供了结构化和模块化的方法技术、并基于最新需求开发的新一代控制软件系统。
PSCD 软件系统项目特点:
(1)利用类Class&EM(设备模块)的编程方法节省了组态、调试和验证的时间,提高效率。
(2)动态设备选择,最大化设备的使用率,满足多功能、多牌号产品的灵活性需求,提高产能。
(3)工艺操作实现了优化生产。
(4)简单控制,减少了人为因素造成的产品质量波动。
(5)灵活的PCSD 操作方式,可应对复杂的突发事件而无需重启批次。
(6)丰富的操作信息,增加了批量运行的“透明度”,有利于操作员监控和应急处理。
PCSD 在利安隆珠海项目抗氧剂全流程自动化生产中应用的很成功。其Class 模块化设计的模块通用性较强,便于应用在其他项目中,从而大大减少了同类项目的设计工作量及时间。
2.1 项目DeltaV(PCSD)物理模型
项目的物理模型由厂区、工艺车间、单元、设备模块、控制模块组成(图2、图3),厂区、工艺车间、单元由设备模块的套用来完成。
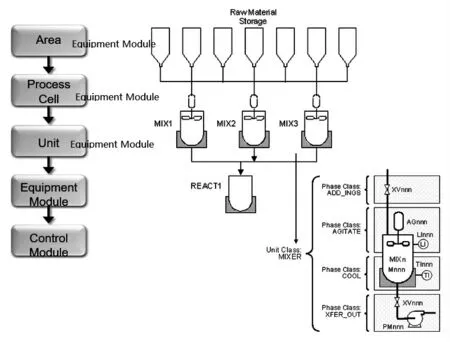
图2 DeltaV(PCSD)物理模型

图3 DeltaV(PCSD)物理模型对应图
2.2 项目DeltaV(PCSD)软件结构
PCSD 库组成:基本控制模块类别、扩展控制模块类别、迁移控制模块类别、设备模块类别、阶段(釜)的类别、单元模块类别、标准的复合结构、显示元素等。
针对抗氧化剂项目,分别设置了基本的设备模块类别及生产线的主设备模块类别等。项目中的设备模块类别架构如图4 所示。

图4 DeltaV(PCSD)设备模块结构
利用类Class&EM(设备模块)的编程方法节省了组态、调试和验证的时间,提高效率。动态设备选择,最大化设备的使用率,满足多功能灵活性需求,提高产能。简单控制,减少了人为因素造成的产品质量波动。灵活的操作方式,可应对复杂的突发事件,而无需重启批次。丰富的操作信息,增加了批量运行的“透明度”,有利于操作员监控和应急处理,并且有内置工艺故障处理及恢复机制。
2.3 编制基本控制模块类别
(1)编制基本控制模块类别是项目的基础部分,编制了如AI、DI、DO、AO、PID、RAMP、各种阀门模块VLV、各种泵搅拌模块MTS、量累计、各种控制模块等。模块设计多采用如图5 所示的形式。

图5 DeltaV(PCSD)基础模块结构
(2)控制模块将算法、条件、告警、显示等特性连接在一起,是物理模型中能够进行基本控制的设备的最低级别分组。
(3)基本控制模块包括:模拟监控(模拟输入)、数字监控(数字输入)、控制功能(PID、模拟输出、数字输出)、阀门和电机监控。
(4)控制模块功能范围包括:①模拟输入模块:模拟输入,模拟输入选择器,压力—温度—密度补偿,模拟差压信号,软件模型;②模拟输出模块:模拟输出,模拟软件输出;③数字输入模块:离散开关,多离散输入监控,软件离散模型;④数字输出模块:离散输出,离散软件输出,总线设备模块。
(5)具有联锁、许可和强制设定功能的离散阀门控制器:①单速电机控制器与联锁、许可和强制设定功能,(手动—关—自动)和本地启动/停止开关;②双速电机控制器联锁、许可和强制设定功能和本地启动/停止开关。正向/反向电机联锁、许可和强制设定功能和本地启动/停止开关。变速电机联锁和强制设定功能和本地启动/停止开关。
(6)模拟控制模块:标准PID、串级PID、分程PID、压力温度补偿PID、模糊逻辑控制、比例控制器、手动加载器、覆盖控制器、偏置/增益控制器、斜坡模块,可以与这些模拟控制模块相关联,斜坡设置和输出参数。
2.4 编制设备模块类别
编制设备模块类别是本项目的重点,包括基础的设备模块、主生产设备模块、生产线设备模块。
设备模块通常用于协调多个模块设备的操作,这些模块需要一起工作来控制相关的设备。PCSD 提供设备模块外壳封装工艺特定的设备模块功能。包括带有状态驱动、命令驱动、功能框图和顺序功能图算法的Class。状态驱动和命令驱动设备模块外壳默认支持8、16 或32 个设备。
特定流程的设备模块库可以方便调用,设备模块库包括:工艺加热系统、容器转进/转出、夹套加热、液体累加与定量控制、变速搅拌器控制、带联锁的变速电机控制器、造粒模块具有变速和工艺等,这些模块基本包含了化工流程工艺的工艺需求。图6 是本项目的设备模块类别。EM 模块设计较多使用该形式。
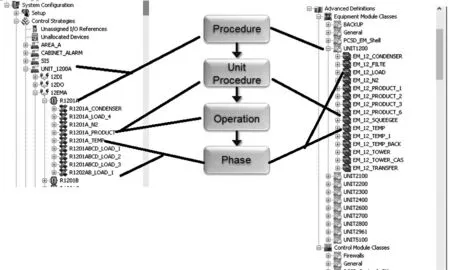
图6 (PCSD)设备模块类别及实际设备对应图
2.5 PCSD 库的版本更新
与很多软件模块一样,PCSD 库也在不断地更新。从2012年至今针对已经实施的项目反馈,该库的各个模块已经有十几次的版本更新。这样不仅及时修正了模块及库的不足,同时提升了程序的稳定性及实用性。
3 PCSD 设备模块命令
3.1 运行命令
运行命令见图7 中的Command(命令)模块。EM 和阶段Shell中的默认运行逻辑被设置为流程操作方式。它允许将所需的项目特定过程操作分组到任务中,可以允许从失败中恢复后恢复中断的任务或任何其他预定义任务。这个结构还支持在序列开始后只发生一次的动作配置,例如Totalisers(累计器)的重置。一旦获得了所有从属设备,EM(设备模块)和Phase Shel(l阶段层)中的Run Logic 配置将启用保持监视和监控监视。这个配置还会重置Hold Request,使得操作人员无法在驱动从属设备之前控制它们。在运行命令行的EM 配置中,将Hold Request 参数设置为true(真),这使操作人员能够控制下级命令,以便操作人员可以及时的使用这些命令。EM 和Phase shell 中的默认Run Logic 还包含配置,用于检测操作执行错误,并通过模块流程图上显示的消息通知操作人员流程操作。EM 和阶段shell 中的默认运行逻辑在每个任务结束时执行内务操作。
3.2 Hold 命令
Hold 命令见图7 中的Hold 模块。EM 和Phase Shell 中的默认Hold 保持逻辑被构造为一系列动作,以使流程处于安全状态。保持逻辑重置运行逻辑使用的临时变量,也重置任何活动的取消等待或操作符提示。它还禁用保持监视和监控监视。EM 和Phase shell 中的默认Hold 保持逻辑使用模块流程图上的消息显示,将故障原因通知操作人员。
3.3 故障处理
故障处理见图7 中的Failure Monito(r故障诊断)模块。EM和Phase shell 包含监控异常流程条件的默认配置,称为Hold保持监视。它监视指定的从属设备的故障,被称为监控监视。除此之外,EM 和Phase shell 在默认情况下还监视某些预定义的异常执行条件。
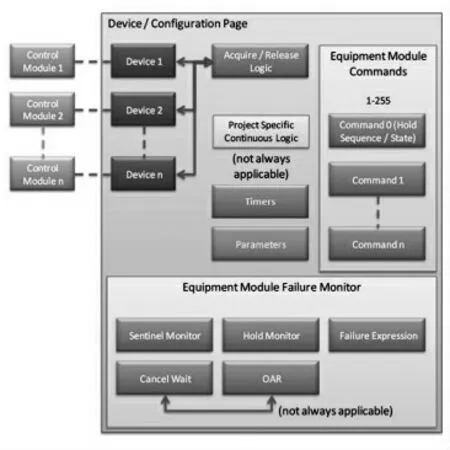
图7 设备模块类别结构
如果故障处理逻辑检测到发生了已定义的故障条件,它会立即命令EM 或Phase 逻辑执行Hold 保持逻辑,并采取必要的步骤将流程置于安全状态。
默认配置允许指定所需的监控监视,而不考虑每个单独的单元或设备模块内的资源可用性。通常这种资源在单个单位或设备模块中被忽略。
EM 和Phase Shell 配置支持检测故障的“优先”获取。这些信息与故障状态一起被传播到管理逻辑,并使用模块流程图上的消息显示给操作人员。这些信息也可以在EM 和Unit 模块详细显示。
在EM 和Unit 模块的详细显示中,操作人员可以选择绕过任何定义的保持监控或监控监控条件。当“Hold Monitor”或“Sentinel Monitor”条件被忽略时,会产生旁路“Bypass”告警。
当检测到故障时,故障处理逻辑产生网管的Fail 告警和单元模块的Phase 告警。并有文本信息带操作确认,操作符提示逻辑允许EM 或Phase 从操作输入。这些输入也可以配置为需要来自管理器或上级的身份验证。所有操作符提示及其响应都记录在指定的事件日志中。操作人员通过提示警报和流程图形上消息的外观变化来通知活动提示。操作人员还可以访问来自EM 和UM 详细显示的提示消息。
3.4 PCSD 同步
同步消息传递可以添加到一个阶段的运行中,当它需要与其他单元上的设备模块通信联络,以同步操作,例如启动和停止物料的进料或传输。对于每个需要同步的流程操作,阶段运行可以初始化同步消息传递逻辑排序,以与来自其他单元的阶段的同步消息传递逻辑排序进行协调。如果确定了相关单元及设备,就在运行时建立这些控制选择路径和排序。
同步的配置包括监控联络路径故障和其他单元故障的问题。如果检测到任何这些故障,则触发阶段的Hold 保持。另外,用于同步的配置允许在运行时确定其他设备单元的标识。
3.5 PCSD 设备模块类基本模块
根据工艺流程及对工艺流程的分割归类,将整个工艺过程分成14 个基本设备模块类,而主设备模块类别则通过14 个基本设备模块类别的调用及组合来完成。车间和单元自动运行则是通过主设备模块类的排序及自动选择来执行,其间包括排序、调用、动态设备、动态参数、循环、固体投料控制等。
以下为14 个基本设备模块类别,这些Comd 命令基本包括了抗氧剂工艺流程的所有工序。
(1)进料设备(表1)。

表1 进料设备模块命令明细
(2)氮气置换设备(表2)。

表2 氮气置换设备模块命令明细
(3)反应釜温度设备(蒸汽—水系统)(表3)。
(4)反应釜温度EM(热油—冷油系统)(表4)。
(5)传输设备(表5)。
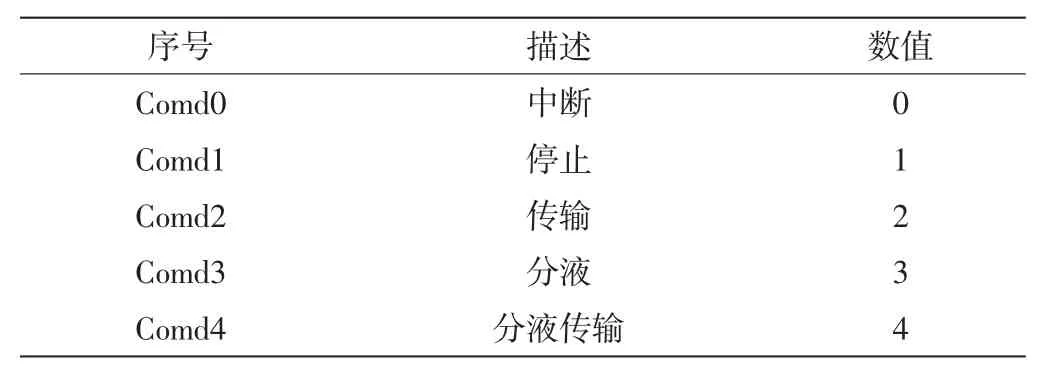
表5 传输设备模块命令明细
(6)冷凝器回流采出设备(表6)。

表6 冷凝器回流采出设备模块命令明细
(7)1135 冷凝器回流采出设备(表7)。

表7 1135 冷凝器回流采出设备模块命令明细
(8)过滤设备(表8)。
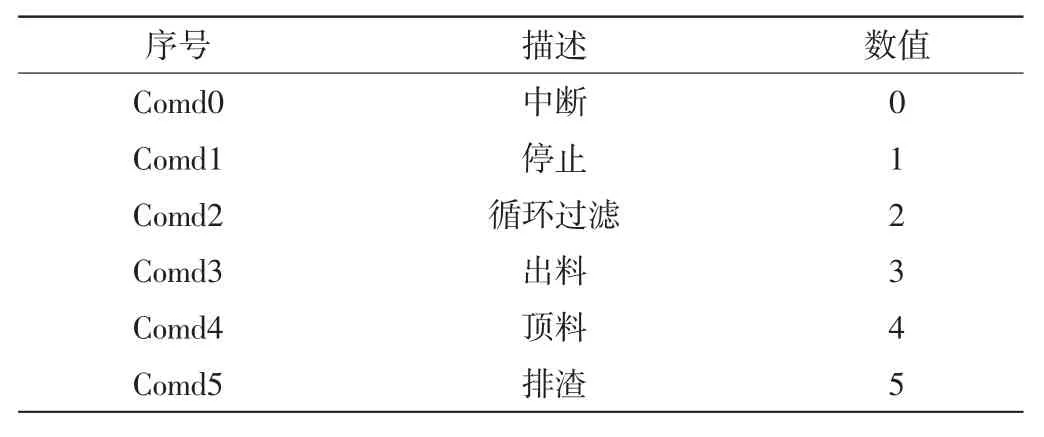
表8 过滤设备模块命令明细
(9)塔设备(表9)。

表9 塔设备模块命令明细
(10)塔(串控)设备(表10)。
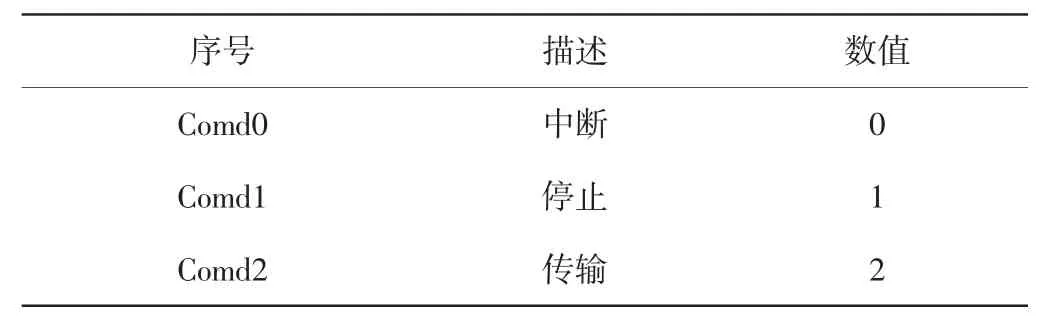
表10 塔(串控)设备模块命令明细
(11)离心机设备(表11)。

表11 离心机设备模块命令明细
(12)离心机洗涤设备(表12)。

表12 离心机洗涤设备模块命令明细
(13)干燥机设备(表13)。
表13 干燥机设备模块命令明细
(14)薄膜刮板设备(表14)。

表14 薄膜刮板设备模块命令明细
4 PCSD 应用的特点和优势
PCSD 是基于S88 及批量的部分功能,对于一般的精细化工,在配方不多、生产稳定情况下,同时考虑到成本及预算,PCSD 非常适合也非常通用。
批量控制首先是成本较高,需要专门独立的批量的服务器及相关软件授权,PCSD 则只是应用,批量控制运行速度相应比PCSD 应用快,因为批量控制程序运行在单独的批量服务器中,而PCSD 的模块是在控制器中运行,需要精确的分配控制器,保证程序模块在各个控制器中快速、稳定运行。因此批量控制的应用更加广泛,尤其是多配方控制。
本项目确定PCSD 的设计规范非常重要,PCSD 与传统的控制系统不同,传统的控制系统相对独立,而PCSD 的模块与控制系统完全集成,本质上是各个单元通过关联及类别来完成项目的快速设计及调试运行。因此整个设计理念与传统控制系统差别很大。
本项目实施和运行情况表明,PCSD 的特点非常适用于本工程项目和生产工艺流程,能够轻松实现可视化的全流程自动化。其他同类精细化工项目可以根据本项目的控制系统、PCSD系统配套模块库,选出适合自己工程项目的标准化模块,通过组合组成可靠的控制方案,快速完成其他项目DCS 工程。
5 结束语
DeltaV(PCSD)作为新生的技术已经基本成熟,在本公司项目的使用中体现出了技术稳定、可靠,扩展性强的特点。经过项目的组态、测试、运行,不仅达到了生产设计和规划的要求,也体现出选择之初的技术要求,即模块化组态、可视化操作、快速变更、及时的故障处理等,使抗氧剂生产从原来的基本靠人员和DCS 监控生产的工艺流程,直接转化升级为全流程自动化,提升了产品质量和企业管理水平,使利安隆的整体自动化达到了全球同行业一流水平。
猜你喜欢
法律方法(2022年2期)2022-10-20
娃娃乐园·综合智能(2022年3期)2022-04-19
中学生百科·大语文(2021年11期)2021-12-05
陶瓷学报(2021年4期)2021-10-14
纺织科学研究(2021年7期)2021-08-14
少儿画王(3-6岁)(2020年4期)2020-09-13
网络安全和信息化(2019年1期)2019-12-22
军营文化天地(2018年2期)2018-04-20
37°女人(2017年11期)2017-11-14
电脑爱好者(2016年22期)2016-12-16
