
基于i1 Profiler仪器参数对热转移印花色差产生的影响
2022-09-26 06:34苗润丰谭艳君高鹏福李勇强钟露华
丝绸 2022年9期
苗润丰, 谭艳君, 燕 雨, 高鹏福, 霍 倩, 刘 帆, 李勇强, 钟露华
(西安工程大学 a.纺织科学与工程学院; b.陕西省功能材料染整创新工程中心; c科技成果转化中心,西安 710048)
在纺织行业中,随着人们对色彩个性化和鲜艳化的追求,数码印花[1]中的颜色控制已然成为产品质量关键的一部分,这也对数码印花颜色再现的准确性提出了很高的要求。色彩控制的方法之一就是对印前设备进行统一严格的流程化管理,这样不仅可以有效地提高打印的效率,还可以减少污染浪费,最终来提升打印成品质量。2021年美国纺织市场规模约为15亿m2,市场份额在全球中的占比为6.62%。中国作为世界第二大经济体,预计到2026年市场规模将达到85亿m2,并以5.2%的复合年增长率在快速的增长着[2]。
企业常用Profile Maker这款色彩管理软件,而作为爱色丽公司最新的色彩管理软件i1 Profiler,暂时没有比较系统地关于仪器最佳参数的研究与分析,故本文以实验室自用设计图中的迷彩色块为研究对象,探究i1 Profiler仪器中的测色条件、感知参数和标准照明体的改变分别对热转移印花色差产生的影响,有利于企业能够快速准确地选择仪器合理的参数,提高热转移印花印品再现的颜色质量。
1 实 验
1.1 材料和仪器
织物:涤纶平纹机织物(上海维尔拉智能科技有限公司),平方米质量为120 g/m2。
墨水:Epson原装四色分散墨水,青色(T7422)、品红色(T7423)、黄色(T7424)、黑色(T742X)。
仪器:Epson SureColor F6280型四色喷墨打印机(Epson公司),i1 Publish pro 2和i1 Profiler(X·Rite公司),Photoshop PS 5(Adobe公司)数码压烫机(义乌市熙美数码影像有限公司),Datacolor500型测色配色仪(德塔颜色商贸(上海)有限公司),标准灯箱QC2000(广州维多乐科技有限公司)。
1.2 准 备
1.2.1 图 片
实验室自用的迷彩图案如图1所示,以企业默认i1 Profiler仪器参数制作的ICC特性文件所打印的色块为标准样(实际打印尺寸5 cm×5 cm),其中标准样的颜色参数如表1所示。

图1 迷彩图案Fig.1 Camouflage patterns
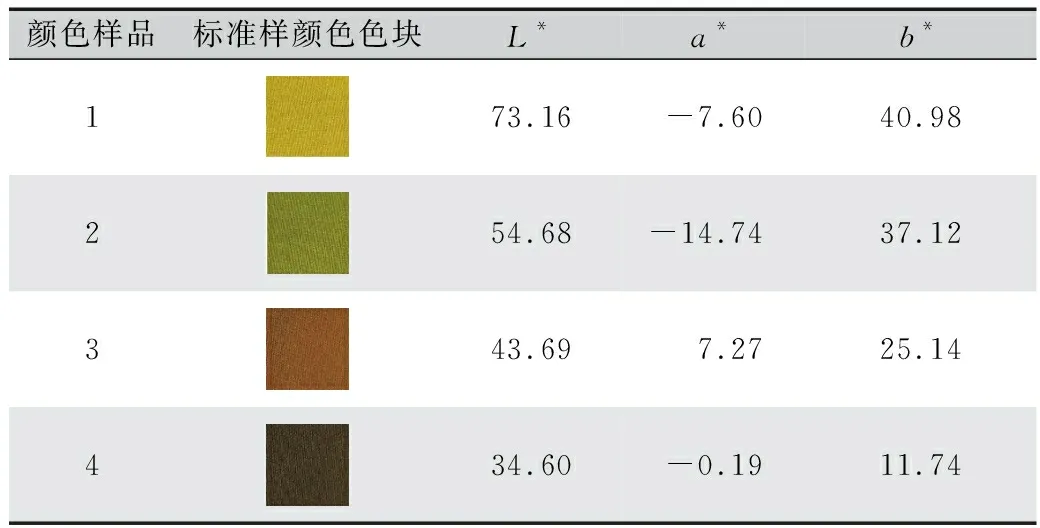
表1 标准样L*、a*、b*值Tab.1 L*、a*、b* value of standard sample
1.2.2 ICC特性文件的制作
ICC特性文件包含了设备颜色空间与设备无关的颜色空间颜色的转换方法,也就是设备的颜色与视觉的颜色之间的对应关系[3]。进行色彩管理之前,首先要选取合适的测量图表来较好地保证打印设备特征性文件和不同色彩空间色域之间的转换。本实验选取TC9.18RGB色卡(图2),色卡里面有918种不同颜色的色块。色块涵盖的区域较广包括墨水中暗调色色块、叠印色块,以及用于检查灰平衡的色块区等,这918个色块基本可以用来体现数码印花的色彩变化。

图2 TC9.18RGB色卡Fig.2 TC9.18RGB color card
ICC特性文件的制备流程如图3所示,首先按照数码印花机的种类,来选取合适的印刷色卡及打印规格;然后再通过i1 Publish pro 2分光光度仪扫描所打印的色卡;最后通过i1 Profiler色彩管理软件生成ICC的特性文件,并按照自身或者企业要求是否完成对ICC特性文件的二次迭代校验。

图3 ICC特性文件生成过程Fig.3 ICC property file generation process
1.2.3 方 法
以实验室自用迷彩色图案为研究对象,采用单因素实验的方法,研究爱色丽公司最新的色彩管理软件i1 Profiler中制作ICC特性文件的仪器参数,即测量条件、感知参数选项、照明条件的改变对织物印制色差的影响。用热转印的方法在温度220 ℃、时间30 s的条件下印制图案到平方米质量为120 g/m2聚酯纤维上,用Datacolor500型测色配色仪测量色差来评价颜色复制效果,并以企业默认仪器参数制作的ICC特性文件所打印色块为标准样,对比打印色块和标准样色块的颜色变化情况。
1.3 测 试
对于传统所使用的人工主观评价标准样卡颜色的差别,不仅要求评色人员要对颜色比较敏感,还要求评色人员无色盲色弱且目光稳定。此外测评时室外灯光的强弱、观察时间的长短及观察角度的不同等都会造成评色人员对颜色反应迟钝从而形成主观误差。因此为了降低主观评价误差,本实验采用客观评价的方法,使用Datacolor500型测色配色仪来测量色差大小并通过色差大小来评价颜色再现效果情况,本文中的标准样为企业采用仪器默认参数制作的ICC特性文件所打印的颜色色块,而测试样中颜色色块的L*、a*、b*值为数码印花机实际打印出的样品通过Datacolor500型测色配色仪测量所得,最终采用CMC(2︰1)公式来计算标准样与测试样的色差。
1.3.1 色差公式
郑元林等[4]研究表明,在孟塞尔新指标数据集的基础上用PF/3的方法对CMC(l︰c)、CIE94和CIEDE2000三种色差公式性能差别不大。CMC(l︰c)色差公式是国际标准化组织(ISO)推荐的纺织工业应用的色差公式,该公式引进了明度权重因子l和彩度权重因子c,比CIELAB色差公式更具有视觉的一致性[5-6],CMC(l︰c)具体公式如下所示。
(1)
式中:SL、SC、SH分别表示椭圆的半径,可以由下式计算得到。
(2)
(3)
SH=Sc(Tf+1-f)
(4)
式(4)中的参数f和T分别由下式计算得出。
(5)
(6)

1.3.2 色差评价标准
根据GB/T 250—2008《纺织品 色牢度试验评定变色用灰色样卡》中所规定,织物色差包括5级9档,其中5级表示色差最少,1级表示色差最高。纺织品色差对照如表2所示。

表2 织物色差对照Tab.2 Fabric color difference comparison
2 结果与分析
2.1 测量条件对印品色彩的影响
测量条件是制作打印机ICC特性文件中较为关键的设置参数,其详细参数如表3所示。

表3 测量条件Tab.3 Measurement conditions
光源、光谱功率分布及色温的不同都会影响仪器测色的结果[7]。Liu[8]研究表明,紫外线对接近白色和蓝色的颜色影响较大,而对接近黄色和黑色的颜色影响较小。本文采用i1 Profiler色彩管理软件在三种不同测量的条件下分别制作数码印花机的ICC特性文件,用数码印花机在不同的ICC特性文件下打印不同的测试样色块,再用数码压烫机在温度230 ℃、时间为30 s条件下转印色块,然后用Datacolor500型测色配色仪测量得到色差的实验数据,如图4所示。

图4 实验样品的色差Fig.4 Color difference of test sample
三种不同测量条件下得到的实际打印测试样与标准样颜色色块之间的总体平均色差大小分别为ΔM0=2.95、ΔM1=2.64、ΔM2=0.55,即色差大小为M0>M1>M2。由图4四个颜色色块的色差分布可知,总体和个体色差变化规律基本相同,可能是由于本实验采用的涤纶平纹机织物中含有荧光增白剂所导致的。
李易蔚等[9]研究表明,M2测量条件平衡掉荧光增白剂对蓝光的影响,降低了打印的平均色差。Miljkovic等[10]研究表明,使用荧光增白剂浸泡的棉织物会让棉织物的白度提高。Andersson等[11]研究表明,紫外线和荧光增白剂含量不同不仅影响着反射率曲线,也对色彩产生影响。通过实验可验证涤纶平纹机织物中是否含有荧光增白剂,即在单色光和复合光的不同照射下测量反射率曲线,测量结果如图5所示。在测量条件(M0、M1、M2)中,A光源中的紫外光含量少于D50光源,由此可知三种测量条件中的紫外光含量为M1>M0>M2。荧光增白剂激发产生的蓝光量与紫外光含量有关,因此由于不同测量条件中的紫外光含量不同,荧光增白剂产生的蓝光也不同。
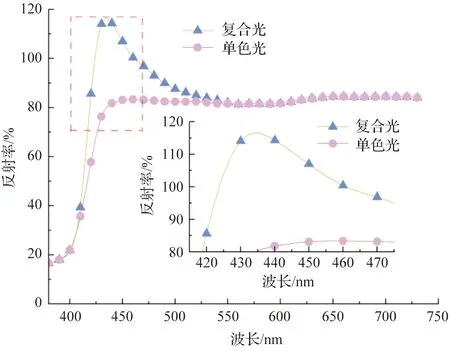
图5 光谱反射率Fig.5 Spectral reflectance
由图5可知,在420~460 nm波长(蓝光)区域内,在复合光的照射下涤纶平纹机织物的反射率超过100%,而在单色光的照射下该面料的反照率却没有超过100%。这说明荧光增白剂将所吸收的紫外光线转化成了蓝光的可见光,从而能够证明此类涤纶平纹机织物中含有荧光增白剂。肉眼在带有紫外光源下所观察的织物就会更白一点,而测色仪在检测带有荧光增白剂的织物时就会产生测试数据偏蓝的情况,从而产生造成数据整体偏蓝导致测量数据不准确。此时i1 Profiler色彩管理软件就会增加黄色(蓝色的补色)来纠正偏色的情况,这就造成生成的ICC特征文件出现偏色的情况,从而导致色差的出现,最终产生在调用不同ICC特性文件时,所产生的色差大小为M1>M0>M2。三种测量条件下的三维色域如图6所示,在L=50的二维色域如图7所示。

图6 不同测量条件的三维色域Fig.6 Three-dimensional color gamut under differentmeasurement conditions

图7 不同测量条件的二维色域Fig.7 Two-dimensional color gamut under differentmeasurement conditions
由图6和图7可知,不同的测量条件下生成的ICC特性文件色域大小也不同,其中M1色域最广、M0次之、M2色域最小,色域大小对比与此前仪器测量色差大小结果保持一致。
三种不同测量条件的ICC特性文件色域的差别主要体现在蓝色区域,虽然在M1测量条件下得到的色域最大,但由于紫外光线的照射会导致测量结果偏蓝的情况出现,造成三刺激值与人眼视觉所看到的颜色不匹配从而产生色差,产生了即便M1测量条件下的色域最大但色差也最大的情况。
2.2 感知参数选项对印品色彩的影响
付文亭等[12]发现在Profile Maker软件中的色域映射选项会影响ICC特性文件内容,应根据实际情况进行相应的更改。i1 Profiler色彩管理软件中的感知参数和Profiler Maker 5.0中的色域映射参数类似,都是用于控制数码印花机打印色域范围外的颜色的转换。用i1 Profiler色彩管理软件分别制作各自感知参数条件对应的ICC特性文件,用数码印花机调用不同的ICC特性文件来印制测试样色块,其中感知参数的详细数据如表4所示。
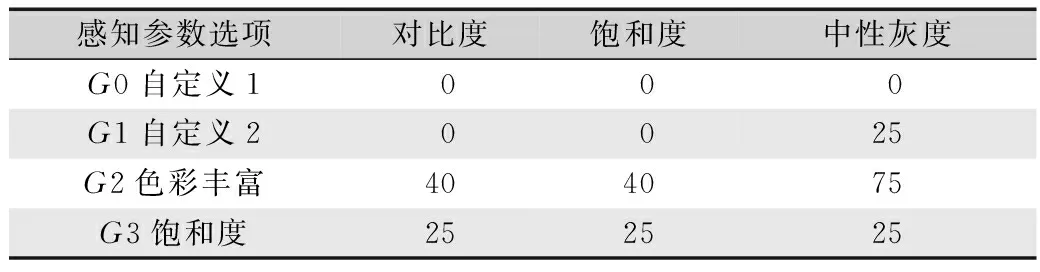
表4 感知参数选项Tab.4 Perception parameter options
四种感知参数选项的三维色域如图8所示,而从二维色域(图9)可知,感知参数选项G0、G2和G3的ICC特性文件色域大小基本一致。G1感知参数选项和其他三种感知参数选项的色域不同主要体现在L轴附近的颜色不同。这是由于G1感知参数选项只改变了中性灰度值,故最直观的变化体现在亮度的变化。

图8 不同感知参数的三维色域Fig.8 Three-dimensional color gamut with different perceptual parameters

图9 不同感知参数的二维色域Fig.9 Two-dimensional color gamut with different perceptual parameters
用数码压烫机在温度230 ℃、时间为30 s条件下转印色块,以企业默认参数打印的色块为标准样,改变不同感知参数选项之后印制得到色块为测试样,得到的色差数据如表5所示。

表5 感知参数选项色差Tab.5 Perception parameter option color difference
由表5可知,四种不同感知参数条件下得到的测试样与标准样的平均色差结果差距并不大,之间的色差均未超过1,其中G2感知参数条件下的打印平均色差最小达到了2.01。测试样色块2的色差最小,而测试样色块1和色块3色差比较接近,色差最大的色块是测试样色块4。因此,本幅图像感知参数选项设置为色彩丰富,对企业来说得到的图案色彩再现效果良好。不过由于感知参数选项中主要改变的是对比度、饱和度和中性灰度的数值,因此在之后不同图案的颜色再现中可能还需按照企业和用户对图形色彩的不同需求而做出适当的修改[13]。
2.3 标准照明体对色彩再现的影响
在两种不同CIE标准照明体(D50/D65)下采用i1 Profiler色彩管理软件,本文分别制作数码印花机的ICC特性文件,用数码印花机调用不同的ICC特性文件来打印测试样色块,测量的实验数据如表6所示。

表6 标准照明体色差Tab.6 Standard illuminant color difference
由表6可知,在D50标准光源下各个颜色的色块色差普遍低于D65标准光源。其中,CIE标准照明体D50与D65光源光谱功率[14-15]分布曲线如图10所示。

图10 光谱功率分布曲线Fig.10 Spectral power distribution curve
由图10可知,D65光源在其短波部分所占比例较大,所展现的色彩就愈趋向于白蓝色,类似于趋向可见光中390 nm的紫色;D50光源在长波部分所占比例较大,所展现的色彩就愈趋向于黄红色,类似于趋向可见光中的760 nm的红色[16]。其中,D50光源和D65光源在可见光560 nm处光谱功率相同,D50光源相比较于D65光源在可见光波长范围内分布较为平均,因此导致在CMC(2︰1)色差公式下,测量打印色块色差较小。
2.4 验 证
企业一般使用i1 Profiler色彩管理软件来制作ICC特性文件所用的仪器参数都选择默认,之后通过不断打印小样进行屏幕调色,这不仅降低了工作效率,更考验了调色人员的水平。本文以企业i1 profiler色彩管理软件默认参数制作的曲线为标准样,在测色条件M2、感知参数选项选择G2、标准照明体选择D50光源下,通过i1 Profiler色彩管理软件所制作的ICC特性文件在同一数码印花机上打印的色块为测试样,来打印图1。在Datacolor500型测色配色仪中选择测色孔径9 mm、UV滤镜100%、光源和观察者为D50/2°,采用CMC(2︰1)色差公式生成的色差如表7所示。

表7 最佳参数的色差Tab.7 Color difference table of the optimal parameters
此外,还打印了实验室其他迷彩图案,如图11所示,在最佳参数条件下与标准样的打印色差结果如表8所示。

图11 迷彩设计图案Fig.11 Camouflage design patterns

表8 色差Tab.8 Color difference
其中标准样和测试样色块图片均在标准灯箱QC2000中的D光源拍摄所得,采用GB/T 21898—2008推荐的CMC(2︰1)色差公式,要求色差小于等于1。在最佳仪器参数下,本文印制图1中色块平均色差达到0.26,打印图11中的色块平均色差达到0.84,符合国家的标准。此外,可以给企业提供一定的参考价值,方便企业对相似颜色的图案选择专门的ICC特性文件中i1 Profiler仪器参数。根据国家标准GB/T 250—2008《纺织品 色牢度试验评定变色用灰色样卡》,其中测试样色块1和色块3的色牢度达到5级,测试样色块2、色块4、色块5、色块6和色块7的色牢度均达到4~5级,平均色差的色牢度均达到4~5级,均达到数码印花企业对颜色色牢度的要求。
3 结 论
基于企业经常出现的热转移印花色差问题,本文通过改变i1 Profiler色彩管理软件中仪器参数,找到最佳的仪器参数使得生成的ICC特性文件打印图案色差能够达到企业要求。
1) 对于含有荧光增白剂的织物,i1 Profiler色彩管理软件中的测量条件会对数码印花机ICC特性文件产生影响,其中色差大小M2 2) 采用i1 Profiler色彩管理软件制作ICC特性文件时,针对本实验的图案感知参数选项选择色彩丰富时打印图案色差相对来说最小,在之后不同图案的色彩再现中感知参数选项可能还需要根据企业或者用户对图像颜色的需求进行相应的改变。 3) 采用i1 Profiler色彩管理软件制作ICC特性文件时,针对本实验的图案在D50标准光源下各个颜色的色块色差均低于D65标准光源,因此在之后的ICC特性文件制作中光源应选择D50标准光源。 4) 以企业默认使用i1 Profiler仪器参数制作的ICC特性文件通过数码印花机所打印的色块为标准样,i1 Profiler仪器参数中测色条件选择M2、感知参数选项选择G2、照明条件选择D50采用热转印的方法印制出的色块为测试样,在CMC(2︰1)色差公式下的平均色差为0.26,相比于只改变测色条件色差降低52.7%,只改变感知参数条件色差降低88.2%,只改变照明条件降低87.1%。此外,印制样品色块的平均色牢度均达到4~5级以上,符合数码印花企业对色牢度的要求。 《丝绸》官网下载 中国知网下载

猜你喜欢
物流技术与应用(2022年5期)2022-06-17
家庭影院技术(2021年6期)2021-07-28
数字家庭(2020年4期)2020-05-11
通信技术(2019年12期)2019-12-11
数字家庭(2019年4期)2019-07-19
科技与创新(2018年5期)2018-11-30
现代营销(创富信息版)(2018年9期)2018-09-03
中国自行车(2017年11期)2017-04-04
陶瓷科学与艺术(2016年1期)2016-02-28
小雪花·成长指南(2015年10期)2015-10-23
