
基于机器视觉的笔记本电脑壳体间隙调整系统设计
2022-09-26 02:37史以唐
自动化与仪表 2022年9期
史以唐,刘 超
(江苏大学 电气信息工程学院,镇江 212000)
在笔记本电脑生产工厂的生产过程中,笔记本电脑A 壳转轴盖与C 壳之间的间隙通常通过人工方式调整, 由于作业员熟练度与夹治具的差异,最终导致产品的一致性不被客户与消费者认可。 本项目中该型号的笔记本电脑A 壳转轴盖与C 壳之间的间隙标准为max-min≤0.2 mm,需要经过间隙校正夹治具手动将左右间隙调整到合格范围内。 由于间隙距离小,左右精度要求高,以及壳体塑胶件存在形变公差的影响,仅采用夹治具的方式进行机械式的统一调整,很难保证调整精度。 在这样情况下,需要设计出一种可以根据实际间隙动态调整的装置来取代人工方式。 近年来,随着计算机技术与图像处理技术的不断发展,机器视觉技术也迎来了蓬勃发展[1]。 出于对时间成本的考虑,以及装置在复杂工业环境中的稳定性和可靠性,本项目将采用美国康耐视公司开发的VisionPro 机器视觉软件,该软件封装了大量可靠的算法工具,完全满足本项目的图像处理需求[2-3]。为了实现笔记本电脑A 壳转轴盖与C 壳之间的间隙自动化调整, 下文将设计一种基于机器视觉的笔记本电脑壳体间隙调整系统。
1 系统总体方案设计
1.1 系统硬件部分设计
1.1.1 机器视觉部分硬件设计
如图1 相机测量示意图所示,字母M 标识的是笔记本电脑左右两侧需要测量调整的间隙,CCD1与CCD2 分别为1#工业相机与2#工业相机。
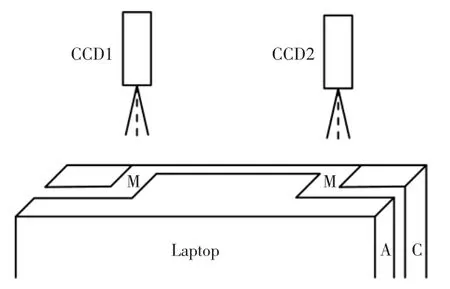
图1 相机测量示意图Fig.1 Schematic diagram of camera measurement
其中1# 工业相机用于测量笔记本电脑左侧间隙,2# 工业相机用于测量笔记本电脑右侧间隙。 一套完整的机器视觉测量装置,其硬件部分由光源、镜头、工业相机和连接工控机线缆组成[4-7]。 在本项目中笔记本电脑外观为银白色, 而AC 壳间隙在图像中为黑色,具有较高的对比度,所以镜头选择了广东奥普特公司生产的白色环形光源,型号为OPTRI5030-W,环形光源由高密度LED 组成,亮度高且结构紧凑,可以节省安装空间[8]。 工业相机选择海康MV-CA050-20GM 黑白相机, 配备广东奥普特公司型号为OPT-C7528-10M 的镜头,镜头与相机均为C型接口[9]。 工控机加装研华科技型号为PCIE-1674E的4 端口PCI Express GigE Vision 影像采集卡,为了适应工厂不确定环境,选择海康威视高柔性相机网线连接工业相机与工控机[10-11]。
1.1.2 系统整体硬件设计
如图2 机构示意图所示,设计两轴机构,使整个调整平台同时具有前后左右调整的4 个方向自由度,以确保控制精度。 本项目的两根控制轴选择信捷DS5C 系列伺服,根据负载的大小,最终选择驱动器型号为DS5C-20P1-PTA-H 的信捷伺服放大器并配备100 W 的伺服电机,选择导程为10 mm 的滚珠丝杠将伺服电机的旋转运动转化为直线运动。 设计两层笔记本电脑产品载台,上层载台直接固定在机台上,运用气缸与其他机械定位装置固定笔记本电脑的C 壳,使C 壳在整个调整过程中处于静止状态。 下层载台固定在两轴平台上,在载台上设置真空吸盘,使载台与笔记本电脑A 壳可靠地吸附在一起,这样就可以实现通过移动两轴平台使得笔记本电脑A 壳跟随移动,从而达到调整笔记本电脑A 壳转轴盖与C 壳间隙的目的。
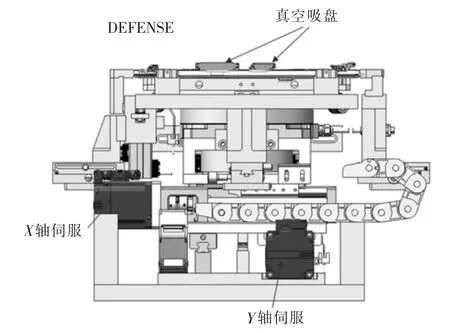
图2 核心机构示意图Fig.2 Institutional diagram
在本项目中,气缸电磁阀与伺服电机是由PLC控制的,即使在复杂的工业环境中,PLC 也具有很高的可靠性[12-13]。 本项目选择信捷XLH-24A16 PLC 进行电气控制,PLC IO 点位分配如图3 所示。

图3 PLC IO 图Fig.3 PLC IO diagram
1.2 系统软件部分设计
1.2.1 机器视觉软件部分设计
1)相机IP 地址设置
本项目使用的工业相机支持Gigabit Ethernet通信,硬件连接完成后,可以通过VisionPro 软件包中的GigE Vision Configuration Tool 工具配置相机IP 地址,IP 地址须与工控机千兆网卡处于同一网段。
2)图像采集
打开VisionPro QuickBuild 软件,配置完CogAcqFifoTool 工具即可进行相机实时图像采集。
3)相机标定
相机标定在机器视觉测量系统中非常关键,经过标定的工业相机, 可以通过数学模型在三维实体与二维图像间建立起联系, 标定结果的准确性与标定算法的稳定性将直接影响机器视觉系统工作结果的准确性。 在机器视觉快速发展的今天,在众多科研人员的努力下,对于相机标定这个问题,已经有了很多优秀的解决方案。 在面对复杂的工业现场环境,如何选择合适的标定方式是更应该被关注的问题,本项目采用VisionPro 软件提供的N 点标定方法,该方法已经过大量工程实践验证, 具有较高的稳定性与精确度。确定笔记本电脑摆放在下层载台后AC 壳间隙所在位置,并将标定块准确安装在相同位置,移动XY 轴使平台位于适当位置, 打开相机实时图像,调整相机相关参数,使视野中的图像成像清晰。 如图4所示,从VisionPro QuickBuild 工具箱中向程序中添加4 个CogFindCircleTool 找点工具,再添加1 个Cog CalibNPointToNPointTool 标定工具, 配置CogFind CircleTool 工具,使4 个找点工具可以准确识别4 个黑点,通过CogFindCircleTool 工具将黑点圆心坐标输出给CogCalibNPointToNPointTool 标定工具,通过抓取校正图像即可以将4 个黑点对应的像素坐标自动输入到未校正XY 表格中,再依次将4 个黑点实际物理坐标手动输入到原始的已校正XY 表格中,在表格下方可以选择要校正的自由度,最后计算校正参数。 通过观察结果选项卡中的RMS 误差,如图5 所示,此参数越小表明标定效果越好。

图4 标定示意图Fig.4 Schematic diagram of the calibration
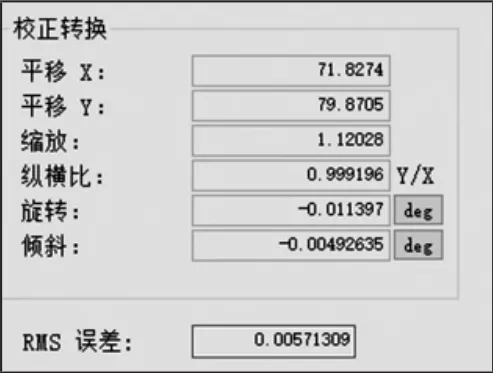
图5 RMS 误差图Fig.5 RMS error map
4)模板制作与定位测量
从VisionPro QuickBuild 工具箱中向程序中依次添加CogPMAlignTool,CogFixtureTool,CogFindLine Tool,CogDistanceSegmentSegmentTool,利用CogPMAlignTool 与CogFixtureTool 工具对工件图像定位,利用CogFindLineTool 工具查找间隙两侧边缘,利用Cog DistanceSegmentSegmentTool 工具计算间隙距离。
1.2.2 上位机与PLC 部分软件设计
PLC 控制流程如图6 所示。

图6 PLC 控制流程Fig.6 PLC flow chart
在自动运行模式下,产品放置到位后,驱动定位气缸与真空吸盘对产品位置定位,通过数据寄存器与上位机交互,当数据寄存器值为1 时呼叫相机拍照,PLC 对数据寄存器的数值判断,当数值为2后,表明相机已完成拍照,并已将校正数值写入数据寄存器中,此时PLC 继续执行自动流程,若数据寄存器数值为3,则表示此产品间隙已在标准范围之内,无需校正[14]。
本项目中通过工业相机与镜头相关参数可以推算出视觉系统理论测量精度,推算过程如式(1)所示。

式中:SS 为工业相机靶面面积;FL 为工业相机焦距;D 为最小物距;工业相机传感器长边像素数量为2592。本项目要求精度为0.1 mm,可见完全满足需求。
为了PLC 控制系统与机器视觉测量系统能够准确地进行配合校正,还需配置伺服放大器相关参数,项目选用的丝杆导程为10 mm,伺服电机旋转一圈载台移动10 mm, 将伺服放大器中电机每圈脉冲数设置为1000 Pulse,那么通过计算可得1 Pulse 的移动量为0.01 mm[15]。 利用人机交互系统对伺服各点位进行准确示教,人机交互系统界面如图7 所示。
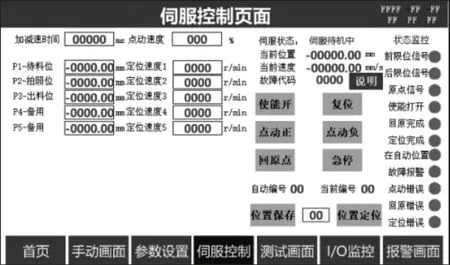
图7 伺服人机交互系统图Fig.7 Schematic diagram of HMI
上位机软件由C#联合VisionPro 二次开发形成,上位机程序将2 个工业相机中CogDistanceSegment SegmentTool 工具测量结果经过运算,计算出笔记本电脑左右间隙差值,获得校正量,通过TCP/IP 通信方式将需要校正量传输给PLC 指定寄存器,PLC 根据寄存器内的值控制X 轴伺服电机左右移动,下层载台也会跟随X 轴左右移动,从而达到动态调整笔记本电脑A 壳与C 壳相对位置的目的。
2 实验结果分析
系统调试流程:
(1)将待校正笔记本电脑A 面向下放在装置载台上,松开已经锁附在转轴上的螺丝。
(2)打开相机调试软件,手动点动伺服电机,使笔记本电脑左右间隙清晰地在工业相机中成像,同步调整相机相关参数。 记录伺服电机位置信息,制作相机测量模板并验证测量精度是否符合预期。
(3)设置完成后,启动自动程序,自动校正多台笔记本电脑A 壳转轴盖与C 壳之间的间隙,最后将校正完成的笔记本电脑交给质检人员确认校正效果,记录实验数据。 如表1 所示,其中前两项数值为相机测量得到的间隙数值,校正值为经过运算后PLC应输出给伺服放大器的脉冲数量。

表1 间隙校正实验数据Tab.1 Gap correction test data
当1# 相机测量的间隙值大于2# 相机测量值时,表示笔记本电脑左间隙大于右侧间隙,X 轴需右移,以减小左侧间隙增大右侧间隙,反之,X 轴需左移。 通过式(2)可以计算出PLC 需要发送给伺服系统的脉冲数:

式中:A 表示左右间隙值中较大者;B 表示左右间隙值中较小者。
3 结语
本文设计的基于机器视觉的笔记本电脑壳体间隙调整系统,首先经过机器视觉系统获得笔记本电脑指定位置间隙数据,通过上位机软件获取视觉测量结果,与客户要求的标准间隙值比较, 计算出与标准值的差值,通过TCP/IP 的通信方式将校正值写入PLC 指定数据寄存器中,PLC 根据数据寄存器中的数值控制伺服电机移动, 调整笔记本电脑A 壳与C 壳相对位置。 本装置大大提升了工厂在生产笔记本电脑过程中的一致性,具有较高的实用与经济价值。 由于该系统还处于实验阶段,面对复杂工业现场还需要进一步优化,使系统更加稳定。
猜你喜欢
英语文摘(2020年2期)2020-08-13
发明与创新·中学生(2020年1期)2020-08-03
计算机应用(2020年5期)2020-06-07
计算机研究与发展(2019年4期)2019-04-18
数码世界(2018年3期)2018-12-22
电子制作(2018年17期)2018-09-28
电子技术与软件工程(2018年1期)2018-03-22
燕山大学学报(2015年4期)2015-12-25
科技视界(2011年5期)2011-08-22
微型计算机(2009年2期)2009-12-09
