
市政给排水施工中HDPE 管施工技术研究
2022-09-26 10:26:12王凯
科学技术创新 2022年26期
王 凯
(安徽省公路工程建设监理有限责任公司,安徽 合肥 230051)
引言
常见的工程管道材质主要包括钢、铸铁、混凝土和钢塑混合材质,由于钢塑混合材料韧性最强且能有效防止慢速裂纹生长,在市政工程中得到了广泛应用,已经占据了最大的市场份额。由于我国现代城市市政管道建设相对起步较晚,此时钢塑材料发展已较为成熟,因此更多地采用了聚乙烯管道,为后续市政管道整改升级提供了良好的物质基础。当前,随着材料学的不断发展,我国的市政管材已经从单一材料转变为了新型复合材料,如聚乙烯塑钢缠绕排水管,便是应国内市政管道建设需求、由我国自主研发的一类新型复合HDPE 管道。
1 管道特性与连接施工技术
1.1 HDPE 塑钢缠绕排水管特性分析
HDPE 塑钢管道与传统上的聚氯乙烯管道的基础上在外围增加了螺旋式缠绕的钢带结构,见图1。

图1 HDPE 管道结构图
这种结构既可以发挥聚乙烯材料耐腐蚀、抗氧化的化学稳定特性,又可以用钢带结构进一步强化管道的力学特性,增加环刚度。近年来的测试结果表明,部分质量较好的塑钢管道的环刚度可以达到SN16 级别,能很好的减少因为静力荷载过大而出现的管道破损现象[1]。具体性能指标对比,见表1。
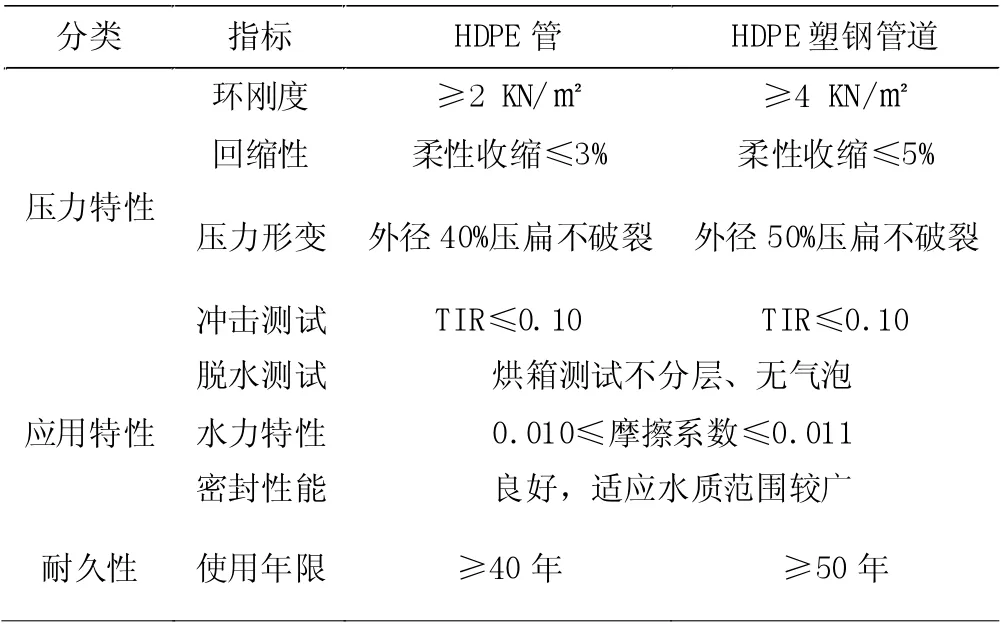
表1 HDPE 塑钢管道性能表
就其在市政工程中的应用经验表明,钢塑管道能有效应对排水过程中的多种突发现象,如土质或地质现象引起的不均匀沉降或者由于地下水温变化而出现局部荷载剧增等。这种结构可以通过一定程度的弹性形变来抵消或者传到压力,对较为脆弱的节点和接头处的机械结构有一定的保护作用[1]。从施工的角度上来说,HDPE 塑钢管道的接头连接可供选择的方式更加多样,可根据工程需求和施工条件进行灵活选择如法兰连接、热熔对接、电熔焊接等,能更有效处理管道的预埋和连接,增强整体管网的密闭性。
1.2 热熔挤出焊接工艺要点分析
在多种连接工艺当中,热熔挤出焊接工艺与热溶对接工艺都是利用聚乙烯的热融性的特性,将管道加温熔化后采用外力的方式将其连接在一起。但热溶挤出焊接工艺主要是采用间接加热法,利用焊枪热风对焊条进行加热,挤出的流态聚乙烯利用分子之间的范德华力填充缝隙,冷却后呈塑性,将两管道连接在一起。HDPE 塑钢管的热熔挤出焊工艺,见图2。
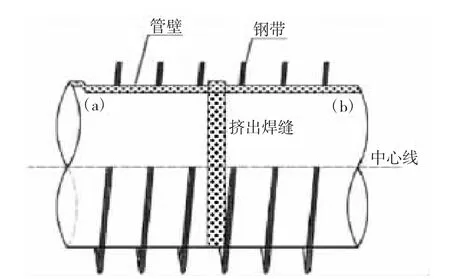
图2 HDPE 塑钢管热熔挤出焊工艺图
与热熔对接焊相比,通过加入额外焊条的方式可以避免使用专门的电焊机,焊枪体积小,使用方便,连接过程迅速耗时很短,更适用于城市市政工程施工。热熔挤出焊接可与热缩带连接法联用来强化连接强度,这种连接工艺尚未大范围普及,主要是缺乏明确的材料标准与施工技术标准,通过研究热熔挤出焊接工艺的施工方法和产品质量可为此工艺后续的推广应用提供依据与支撑[2]。
2 管道连接技术联用施工
2.1 针对焊缝间隙宽度调整施
调查发现,市政工程中的管道焊缝间隙多集中在2.5 mm~7.5 mm 之间,施工过程焊枪移动速度多为1.8 cm/s~4.3 cm/s,因此本次选择2 mm~10 mm 备选范围设置5 组平均焊接对照组,以3 cm/s 为固定喷枪行速度进行施焊,组内计算平均焊液侵入深度、破坏应力与破坏荷载,其中抗性测试均采用标准测试法,得到的结果,见表2。
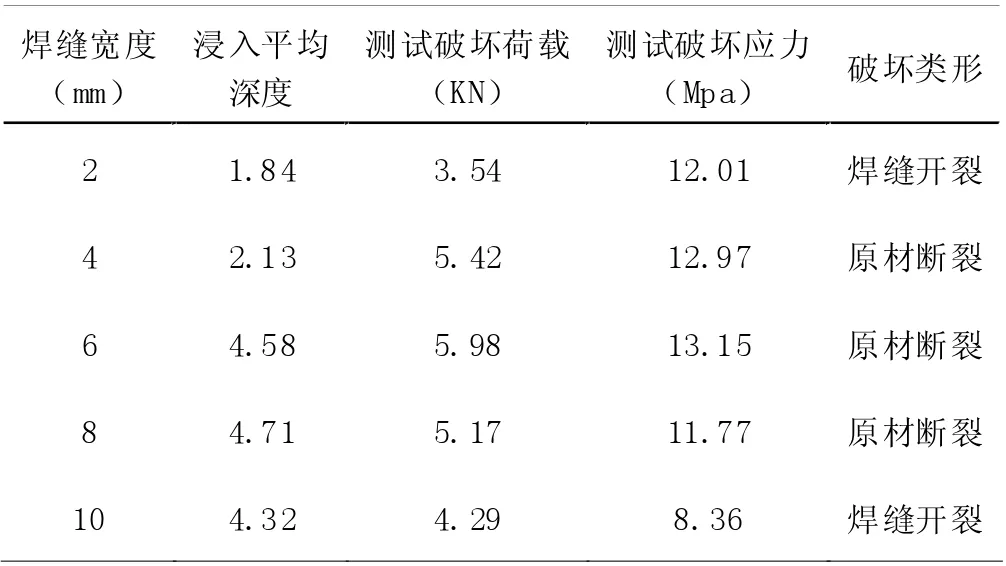
表2 不同焊缝宽度焊接后性能测试表
从测试结果可以看出,焊缝为4 mm~6 mm 时,焊接的部件在进行荷载压力测试时候产生的是原材断裂,这说明连接处的压力抗性水平不低于管体本身,焊接施工取得了良好的效果。2 mm 与10 mm 焊缝宽度时,部件产生焊缝开裂,拉力和压力测试结果同样显示,二者的破坏荷载和破坏应力值都相对较小,可以判定为焊接施工效果不佳。对照焊液侵入深度和强度测试结果可看出,在焊缝小于6 mm 时,随着焊缝增大,焊液侵入越深,整体的填满度越高,焊接后部件可承受荷载逐步增加。而焊缝大于6 mm 后,虽然平均浸入深度增加,但是相对焊缝宽度而言,充满度反而逐步下降了,因此反映在压力测试结果,变现为承载下降。虽然结果显示间隙为6 mm 焊接效果最好,但是在市政工程当中,管道壁厚多为4 mm~4.5 mm 之间,当侵入深度大于管壁厚度时,焊缝宽度会失去对于焊接强度的影响力,根据测试结果已经满足了使用标准,因此,施工过程中可将间隙宽度控制在4 mm~6 mm 之间。
在进行联用施工过程中,需要焊接的管材两端进行预处理,保证周身裂缝宽度偏差不大,能更好的控制焊枪以3 cm/s 移动且和焊缝宽度维持在4 mm~5 mm 之间,防止焊接件粘结强度不够,维持优良的施工效果[3]。
2.2 热缩带工艺施工意见
热缩带作为辅助焊接工艺,主要是在热熔挤出焊接工艺的基础上,采用内部加装热缩带的方式将管道用半结晶的物质包裹起来,形成高弹态的加固结构强化管道连接,连接方式与尺寸大小关系,见图3。
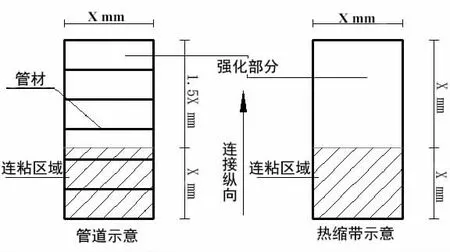
图3 热缩带连接工艺尺寸图
施工过程中最常用的热缩带加热装置为液化气加热设备,一般是通过手动调节液化气的释放流量来控制火焰温度,因此设备的行进速度和加热点所处的火焰位置多数时候并不稳定,热缩带受热面温度波动较大。为了分析温度和火焰位置对于热缩带工艺施工效果的影响,本次采用平行实验的方式,对火焰行进速度和加热点位置进行了综合考察。测试过程中采用图3 所示的标准连接尺寸,测试结果,见图4。
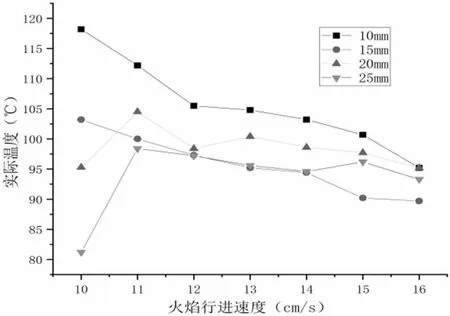
图4 行进速度与位置对温度的影响
测试结果显示加热器行进速度越快,在一定的加热位置下吸收的热量就越少,容易导致加热温度偏低,加热不完全。加热位置影响加热温度主要是与火焰结构相关,外焰加热效率最高,距离外焰越远,加热效率越低,根据结果显示,加热点高度为11 cm 时加热效率最大。不同的热缩带材料对于温度的需要不同,当前市面上的热缩带的最适加热温度多集中在100 ℃±5 ℃,此时材料粘结性最好,因此为了充分发挥热缩带的强化效果,施工时可根据所需要的温度选择合适的加热距离和行进速度[4]。
2.3 工艺条件的控制
通过对比不同工况下的施工过程与连接管道的耐久性发现,在联合施工前,必须控制待处理管道的整体质量,检查管壁表面是否平整,无油污和灰尘。大量的结果表明,表面存在油污层时的联合施工部件抗剥落能力相较于正常部件会下降10%以上,极大地影响了热缩带的粘结效果。
因此在施工前必须进行管壁检查和整体清洁,必要时候需要进行打磨抛光,去除氧化层以强化塑化性能[4]。
热熔挤出焊接的焊接位置点一般在管材的两钢肋之间,焊接断面多在一条水平线上,根据上文测试结果,焊缝保持4 cm~6 cm 即可,需要注意的是,为了避免产生不必要的扰动,操作坑需要一次性开挖到所需体积以支持后续操作。焊接过程中焊枪需要预加热,待熔化后的聚氯乙烯材料能凝结成球体的时候才可以真正开始焊接,过程中需要分段焊接,及时检查充满度,保证整体构件质量。
热缩带工艺同样需要预热,预热的过程中需要按照从中心到四周的方式逐步加热,严禁直接按照轴线方向缓慢移动。这主要是因为停留时间难以控制,采用逐步加热可有效避免局部过热而被灼穿。一般来说,加热到肉眼可见有胶溢即可停止[5]。
3 结论
(1) 本文从HDPE 塑钢管道的基本性能和连接工艺入手,考虑国内城市市政管道升级工程的实际需要,深入研究了以热熔挤出焊接法为主体、以热缩带为配套的联合工艺,实施证明,联合工艺在可控条件下可以取得良好连接效果。
(2) 在市政工程当中,管道焊接间隙维持在4 mm~6 mm 最为适宜,焊枪行进速度最好稳定在3 cm/s,热缩带工艺施工时需要根据温度需要选择合适的行进速度和加热点移动速度,如果所需温度为标准的100 ℃,建议的加热高度为15 cm、行进速度为11 cm/s 的施工条件,此时粘结性最好且加热效率较高。
(3) 施工过程中,前置检查、管道处理、预热与施工操作等都会影响连接效果,本文针对各项内容提供了施工建议,但后续仍然需要系统研究以形成完整的施工行为规范,指导后续工艺发展。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
建筑与预算(2022年5期)2022-06-09 00:54:48
中学生数理化·中考版(2021年9期)2021-11-20 06:17:36
石油沥青(2021年2期)2021-07-21 07:39:50
装备制造技术(2020年9期)2021-01-26 00:14:42
建筑与预算(2020年5期)2020-06-15 08:10:50
建筑与预算(2020年4期)2020-06-05 06:07:28
石油沥青(2018年4期)2018-08-31 02:29:38
橡塑技术与装备(2018年14期)2018-07-20 03:22:00
焊接(2016年6期)2016-02-27 13:04:57
