中国挤出聚苯乙烯(XPS)泡沫行业CO2混合发泡技术安全生产规范
2022-09-24 13:22:44郭晓林
中国塑料 2022年9期
李 娟,李 莹,郭晓林,张 晨
(1.生态环境部对外合作与交流中心,北京 100035;2.北京化工大学材料科学与工程学院,碳纤维及功能高分子教育部重点实验室,北京 100029)
0 前言
从2013年开始,中国XPS泡沫行业的HCFCs替代进入具体实施阶段,参与HCFCs淘汰项目企业的CO2挤出发泡生产线逐步到位,CO2储罐和易燃发泡剂(主要涉及乙醇)容器的安装也随之增多,安全生产的重要性日益突显。为了增强XPS泡沫行业企业使用新型发泡剂进行生产的安全意识,指导、规范企业的生产行为,推动CO2发泡剂在行业内的广泛使用,生态环境部对外合作与交流中心特委托北京化工大学编制了《中国挤出聚苯乙烯(XPS)泡沫行业关于CO2混合发泡技术安全生产白皮书》,指导XPS泡沫企业尽快掌握CO2组合发泡技术的安全生产规范,保障安全运行,推动XPS泡沫行业加速淘汰HCFCs。
本文简单介绍了CO2混合发泡技术,并通过生产安全性分析,确定了发泡剂储存区、生产车间、产品堆放区存在一定的安全隐患,从而提出相应的安全保障措施,主要涉及到可燃气体探测系统、通排风系统、消防系统、防静电系统的安装要求以及日常安全生产管理和培训的要求。
1 CO2混合发泡技术生产工艺简介
XPS泡沫生产过程中涉及到的原材料主要包括聚苯乙烯(PS)树脂、发泡剂、阻燃剂、成核剂、色母料等。中国XPS泡沫行业以前主要采用二氟一氯乙烷(HCFC-142b)和二氟一氯甲烷(HCFC-22)作为发泡剂。从2011年开始,我国开始进行HCFCs发泡剂淘汰工作,XPS泡沫行业开始采用CO2混合发泡技术逐步替代HCFCs类发泡剂进行生产。CO2混合发泡技术具体为:CO2为主要发泡剂,当XPS泡沫厚度小于60 mm时,采用CO2+乙醇组合发泡技术;当厚度大于60 mm时,采用CO2+乙醇+第三组分发泡剂组合发泡技术,但第三组分发泡剂的ODP应为零,GWP值应较低,目前优选的第三组分发泡剂为1,1-二氟乙烷(HFC-152a),其GWP值为124。
CO2混合发泡技术的主要生产设备包括失重式计量上料系统、注入系统、双螺杆串联单螺杆挤出机组、辅机。
采用CO2混合发泡技术生产XPS泡沫的生产工艺流程如图1所示。首先将PS及生产线上的边角回收料、阻燃剂、成核剂和色母料,分别通过失重式计量加料系统,加入到挤出机的料斗中;双螺杆挤出机将上述原料进行充分熔融后,将发泡剂按照一定的比例通过注入系统注入到一阶双螺杆挤出机内,在挤出机内与熔融物料进行充分混合及溶解;含有发泡剂的熔体进入到二阶单螺杆挤出机中,熔体冷却至所需的温度后,进入到成型机头中,离模膨胀后进入到定型装置,使板材表面成型并获得所需的厚度,然后通过较长的输送装置实现制品的冷却;在制品冷却成型后,对制品两侧进行切边处理,获得所需的宽度;同时对制品进行切割,达到所需的长度尺寸,然后对制品进行堆放、包装等后处理。
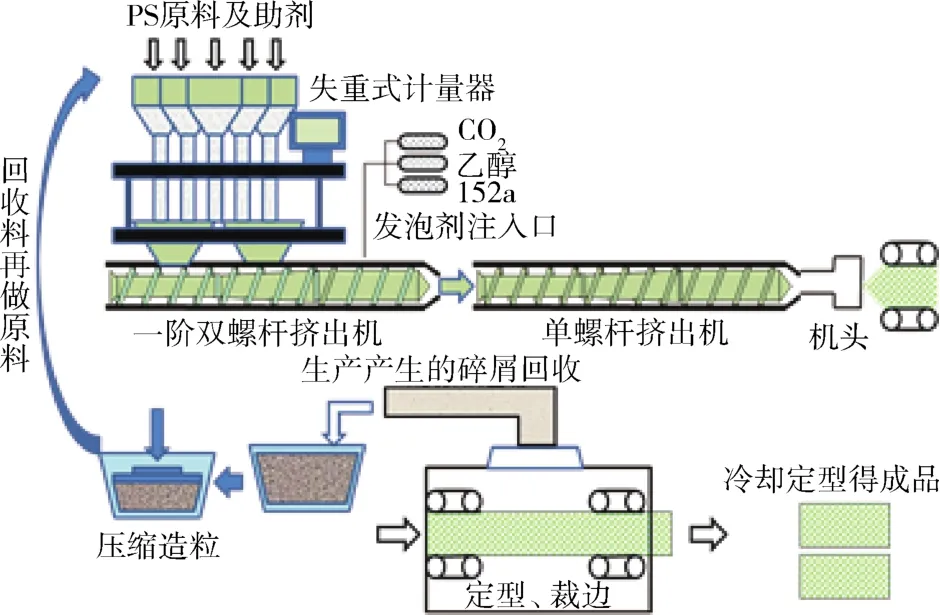
图1 CO2混合发泡技术生产XPS泡沫的工艺流程图Fig.1 CO2mixed ethanol foaming technology in China’s XPS foam sector
2 生产工艺安全性分析
从生产工艺分析可知,XPS泡沫的生产总体上属于塑料制品的成型加工,不涉及到化学反应及产物合成,基本上不存在三废排放,属于一个物理加工过程。
采用CO2混合发泡技术制备厚度小于60 mm的XPS泡沫,除了主发泡剂CO2外,通常仅需要添加乙醇作为助发泡剂,添加量通常小于3%;采用CO2混合发泡技术制备厚度大于60 mm的XPS泡沫,除了CO2和乙醇外,通常还需要添加少量的第三组分发泡剂HFC-152a,以获得较高的发泡倍率。而乙醇和HFC-152a均属于易燃发泡剂。
在正常生产过程中,最有可能造成危险的因素有2个:一是发泡剂在注入泵房的泄露,目前最常用的注入泵是三头隔膜泵,该泵的活动柱塞不直接与泵送介质相接触,密封性较好,正常生产过程中不会出现易燃发泡剂泄露,但在停机、检修或连接处密封磨损时,将可能出现易燃物质释放;二是易燃发泡剂在成型机头部位的释放,因为发泡剂除了用于使泡孔增长并停留在泡孔内部之外,还有一部分会溢出XPS泡沫表面,进入到空气中,但溢出量低于发泡剂注入量的10%。按照国内最常用XPS生产设备的最大产量1 000 kg/h计算,易燃发泡剂的注入量最多为3%,则可计算出生产中在机头部位溢出的易燃发泡剂最高释放速率为3.0 kg/h,按照正常通风的机头危险区域(长×宽×高=3×3×3 m3)分析可知,正常生产情况下,该释放速率将远远无法达到爆炸极限下限的10%。
其他较易发生发泡剂泄漏的部位包括发泡剂注入口、换网器以及挤出机螺杆尾部等,通过安装通排风装置,可以有效稀释易燃发泡剂的浓度,同时在该区域安装可燃气体浓度探测报警装置,可以防止泄漏易燃气体达到爆炸浓度下限。
在切割区域,板材正常切割的碎屑经显微镜检测,平均直径在200~300 μm,该粒度的碎屑不会引起粉尘爆炸。同时在切割区域安装负压排风装置,将切割碎屑即时通过负压直接送入回收造粒系统,减少环境固体颗粒污染。
此外,在易燃发泡剂的储存位置和灌装过程也需要特别注意,防止发泡剂的泄露达到爆炸浓度下限。
3 安全保障措施分析
根据GB 50016—2014《建筑设计防火规范》[1]中火灾危险性的分类方法,火灾危险性较大的生产部分占本层或本防火分区面积的比例小于5%时,可按火灾危险性小的部分确定;同时当生产过程中使用或产生易燃、可燃物的量较少,不足以构成爆炸或火灾危险时,可按实际情况确定其生产的火灾危险性类别
通过生产安全性分析可知,XPS泡沫生产过程中需要使用易燃液体发泡剂,如乙醇和HFC-152a等,结合易燃发泡剂在成型、储存过程中容易散逸等特性,火灾危险性较大的部位主要为发泡剂泵房、发泡剂注入口、换网器和机头出口,这部分区域面积较小,通常占厂房总面积的比例小于5%(XPS生产企业的厂房面积通常大于300 m2),而且正常生产中,易燃、可燃物的释放量较小,因此XPS生产厂房的火灾危险性应定为丙类,但应在重点部位采取有效的安全预防措施,如可燃气体探测及报警系统、通排风系统及静电消除装置等。
下面对各危险区域的安全保障措施进行详细叙述。
3.1 发泡剂储存区的安全保障措施
3.1.1 CO2储存区的安全保障措施
CO2储罐是一个内压固定式压力容器,通常工作压力在2.0~2.2 MPa。应使用具有国家相关资质企业生产的压力容器,并按要求到所在地特种设备安全监察机构或授权部门办理使用登记手续。
为了保证CO2储罐使用过程中的安全,采取以下安全措施:
(1)通排风:低温CO2液体泄漏气化后易形成富气区域,当CO2浓度较大时,极易引起窒息伤害。因此,建议CO2低温液体储罐露天放置。
(2)储罐周边环境要求:盛装液体CO2容器遇明火高温,器内压力升高有开裂爆炸危险。因此储罐周围不能放置易燃易爆物品,禁止明火,且远离高温环境。具体放置要求如图2所示。

图2 二氧化碳储罐的放置示意图Fig.2 The storage tank for carbon dioxide
(3)日常检查:a)阀门、管路是否泄漏,壳体是否结霜、结露;b)所有阀门是否处于正常启闭状态;c)仪表(液位计、压力表)工作是否正常;d)储罐压力是否正常;e)储罐内液体的液位是否低于下限值。
(4)泄漏应急处理:人体直接接触液体CO2会引起冻伤。当发生泄漏时,工作人员应迅速撤离现场,并保持现场通风。抢险人员须穿戴防护用具进入现场制止和处理泄漏问题。
3.1.2 易燃发泡剂储存区的安全保障措施
为了降低易燃发泡剂储罐区域的火灾爆炸危险性,需采取的安全预防措施包括:
(1)周边环境的要求
易燃发泡剂储罐应放置在相对独立的安全地带,应与装卸区、辅助生产区及办公区分开;建议存放于有顶的场所,防止阳光直射暴晒,如图3(a)所示。

图3 乙醇储罐的放置要求Fig.3 Requirement for ethanol tanks
当总容量小于1 m3时,采用防火墙与厂房分隔,防火间距不限;当总容量大于1 m3时,周边环境要求及存放应符合国家相关标准GB 15603—1995《常用化学危险品贮存通则》[2]:贮存化学危险品的建筑物不得有地下室或其他地下建筑,其耐火等级、层数、占地面积、安全疏散和防火间距,应符合国家有关规定;贮存地点及建筑结构的设置,除了应符合国家的有关规定外,还应考虑对周围环境和居民的影响。
(2)通排风的要求
在一定浓度范围内,乙醇蒸气形成的易爆蒸气云容易引起乙醇罐区发生起火爆炸。由于受罐区设备和操作条件的限制,乙醇蒸气无法完全消除,应通过合理布置,减少蒸气排放,并采取加强储罐区通风等方式,减少乙醇蒸气与空气混合物的存在范围,控制混合气体浓度,使其无法达到爆炸极限。
(3)可燃气体探测及报警系统
易泄漏部位应设置可燃气体探测报警系统,并应符合国家标准GB 50493—2009《石油化工企业可燃气体和有毒气体检测报警设计规范》[3]的要求。
正常情况下,乙醇储罐区没有乙醇蒸气,但在槽车的装卸过程中或者发生泄漏的情况下,罐区便会出现乙醇蒸气,当空气中的乙醇蒸气浓度达到爆炸下限时(3.3%),遇火源就会着火甚至爆炸。因此,应在乙醇储罐区域安装固定式可燃气体探测器,以随时监测泄漏情况。当乙醇蒸气在空气中的浓度达其爆炸下限的20%~25%(即浓度为0.66%~0.825%),可燃气体探测器便发出声光信号报警,此时应切断乙醇的输送,并尽快进行排险处理。
乙醇储罐区域的固定式可燃气体探测器应不少于2个,布置在可燃气体释放源附近。乙醇比空气重,可燃气体探测器应安装在距地面高度10~30 cm处,如图3(b)所示。
(4)消防系统
对于乙醇罐区,应配有以下消防设施:
a)设置消火栓系统,在火灾发生时,可以及时扑救并等待消防救援;在夏季时也可使用消火栓在乙醇储罐上喷水降温,有助于减少储罐中乙醇的挥发。b)参考建筑灭火器配置规范,建议配置1台35 kg推车式干粉灭火器和2具4 kg手提式干粉灭火器。当发生局部小型火灾时,工作人员能够使用推车或手提式灭火器将火灾迅速扑灭。c)厂房要求设计消防水管网系统。该系统包括消防水池、消防水泵、管网、消火栓等。特别是消防泵应采用能在断电等紧急情况下迅速启动的驱动机,如配置应急发电机。
(5)防止静电
乙醇罐区内可能引起燃烧、爆炸的静电火源主要来自物料输送、人员行走、穿脱衣服以及其它物体摩擦产生的静电。因此,在罐区安全设计过程中,应防止和减少物料输送产生的静电,其主要内容包括:a)控制进料方式:乙醇液体经管道进入储罐时应设防冲击档板。如乙醇从顶部进入储罐,进料管应伸至罐底部,距底部不大于10 cm,以减少静电产生。b)防止水等杂质混入乙醇物料:由于不同物质间的相对运动产生静电,因此应尽量防止水等杂质进入物料系统。c)管道、储罐等的接地与跨接:静电荷的产生并不危险,危险在于电荷的积聚,一旦储备到足够的能量,就会放电产生火花将可燃气体引燃引爆。因此,为了加速静电荷的释放,乙醇罐区内的管道、储罐上的导电不连续处应采用金属导体跨接,并进行静电接地处理。
(6)日常检查
应定期对安全监控装备进行检查、维护和校验,以确保其正常运行。在安全监控点设立醒目的标志。建立安全监控装备管理责任制,明确各级管理人员、仪器维护人员及其责任。
3.2 XPS生产车间的安全保障措施
3.2.1 高压泵送系统安全措施
(1)泵房火灾危险性为甲类,建筑构件耐火等级应符合GB 50016—2014《建筑设计防火规范》[1]的规定:耐火等级不应低于二级,对于建筑面积不大于300 m2的独立单层泵房,可采用三级耐火等级的建筑。高压泵房应单独设置在生产车间外,且与生产车间用实体墙隔开。地面用混凝土和抗静电材料,屋顶应采用具有较低压缩强度的轻质材料,见图4。

图4 发泡剂泵房Fig.4 Requirement for pump houses
(2)CO2高压泵送系统中对于阀门和管道安装的要求[4]如下:CO2储罐出口安装球阀,阀门和管道耐压等级是4 MPa。一级增压泵出入口都需安装安全阀和手动排放阀,入口安全阀耐压等级是2.5 MPa;出口安全阀的耐压等级是10 MPa。二级注入泵入口处安装低温球阀;在二级注入泵和挤出机注入口之间需安装安全阀,安全阀的耐压等级是30 MPa。压力容器和一级增压泵之间、一级增压泵和二级注入泵之间的管道采用不锈钢无缝管(φ18×3.0 mm),管道耐压等级为10 MPa。管道外设发泡聚氨酯保温层,厚度10 cm,保温层外要采用不可燃材料包裹,防止发生火灾。应选择有资质的企业进行泵送系统施工,施工中还需要特别注意选用适宜的卡套焊接管道连接处(不允许使用波纹管连接管路)。
(3)高压泵房应开设门窗确保有较好的自然通风,另外,建议在靠近地面处设立轴流风机进行排风。
(4)高压泵房内,需在靠近高压泵附近,距地面10~30 cm处安装至少2个可燃气体浓度检测器。
(5)高压泵房应有照明设备和防止静电接地系统。
3.2.2 安装通排风系统
建议参照现行国家标准GB 3836.14—2014《爆炸性环境第14部分:场所分类爆炸性气体环境》[5]、GB 50019—2015《工业建筑供暖通风与空气调节设计规范》[6]设计安装通风排气系统,如送排风系统、机械补风系统、自然补风系统等。
(1)送风。将电气控制设备放置在独立的控制室内,控制室设计采用机械补风,用于消除送排风死角。
(2)局部排风。局部排风罩的具体设置要求见图5,具体位置分别为:a)在一阶挤出机加料口上方;b)发泡剂注气口附近;c)一阶与二阶挤出机连接体(换网器)处;d)二阶挤出机出口上方;e)牵引和定型装置出口上方;f)切割区上方或侧面;
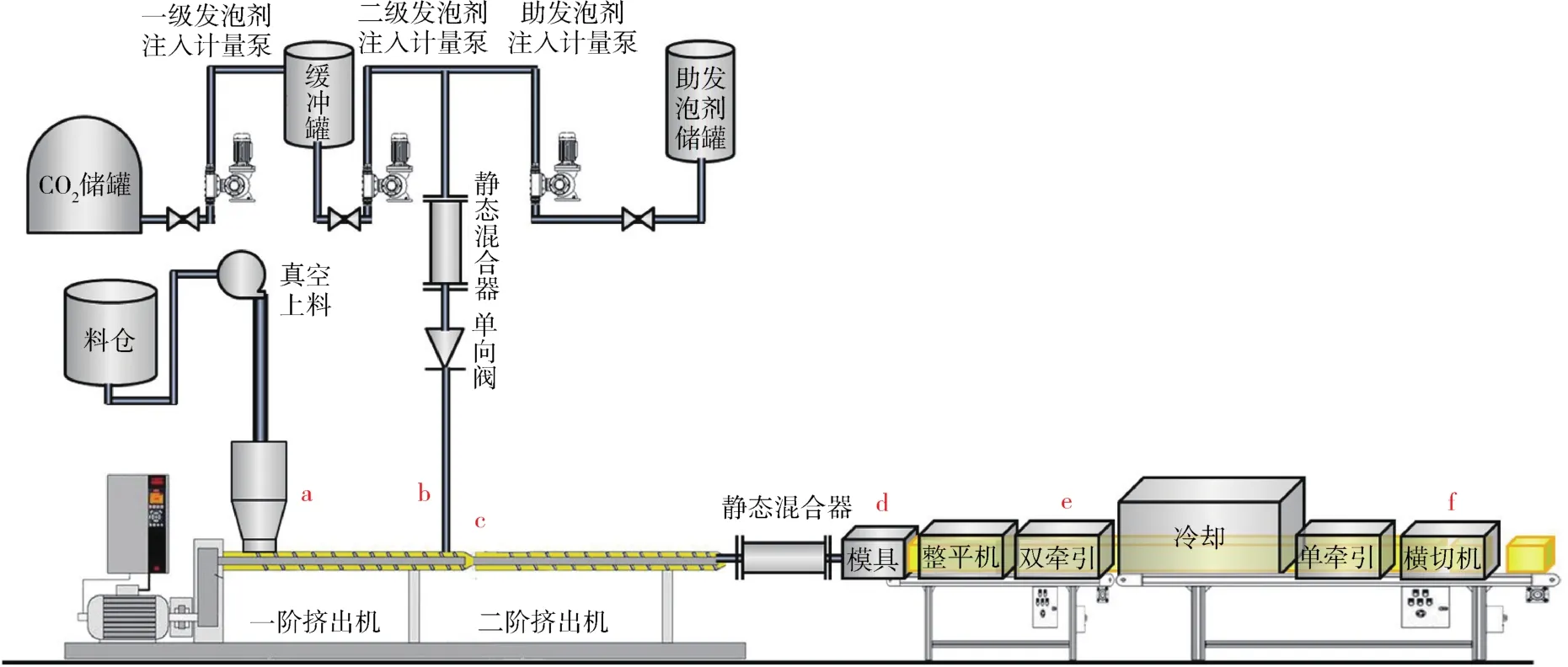
图5 局部排风罩的安装位置Fig.5 Installation layout for local exhaust hoods
将所有排风罩通过排气管道与整个车间的双通道通风机系统相连,有切削屑收集输送管道的,可以与通排风系统合并考虑。通风管道采用金属板建成,排风系统设备和管道均应采取静电接地措施,通风系统的电机应选用防爆电机。
(3)全面排风。在局部排风的基础上,为防止还存在未被完全排走的易燃物,生产车间还应设置全面排风系统,如图6所示。当车间经过停产检修需要重新开始生产前需要先开启通风排气系统,排出车间内残留的易燃物,确认安全后再进行正常生产。

图6 车间强制通排风Fig.6 Ventilation system
3.2.3 可燃气体探测及报警
可燃气体探测器应为防爆设计。根据现行国家标准GB 50493—2009《石油化工可燃气体和有毒气体检测报警设计规范》[3]设计安装气体浓度检测报警器。可燃气体检测报警器由探测器和报警仪表构成。当可燃气体浓度超过设定值时,报警器发出声光报警信号提示,值班人员应立即采取安全措施,避免燃爆事故的发生。
可燃气体探测器应设置在所有释放源附近。释放源为局部区域时,应尽量靠近释放源,布置在地面上的探测器应设在安装允许的、离地面尽可能近的地方,建议安装在距地面高度10~30 cm处;应尽可能设在易燃物浓度较高的区域或送排风较差的区域,如墙角。
对于使用易燃发泡剂的XPS生产车间,建议安装可燃气体检测报警器的位置如图7所示,具体为:a)一阶挤出机加料口下方;b)一阶挤出机与二阶挤出机连接体的换网器下方;c)发泡剂注入口下方;d)二阶挤出机机头出口下方;e)牵引定型装置下方;f)切割区内;g)室内通风不流畅部位。
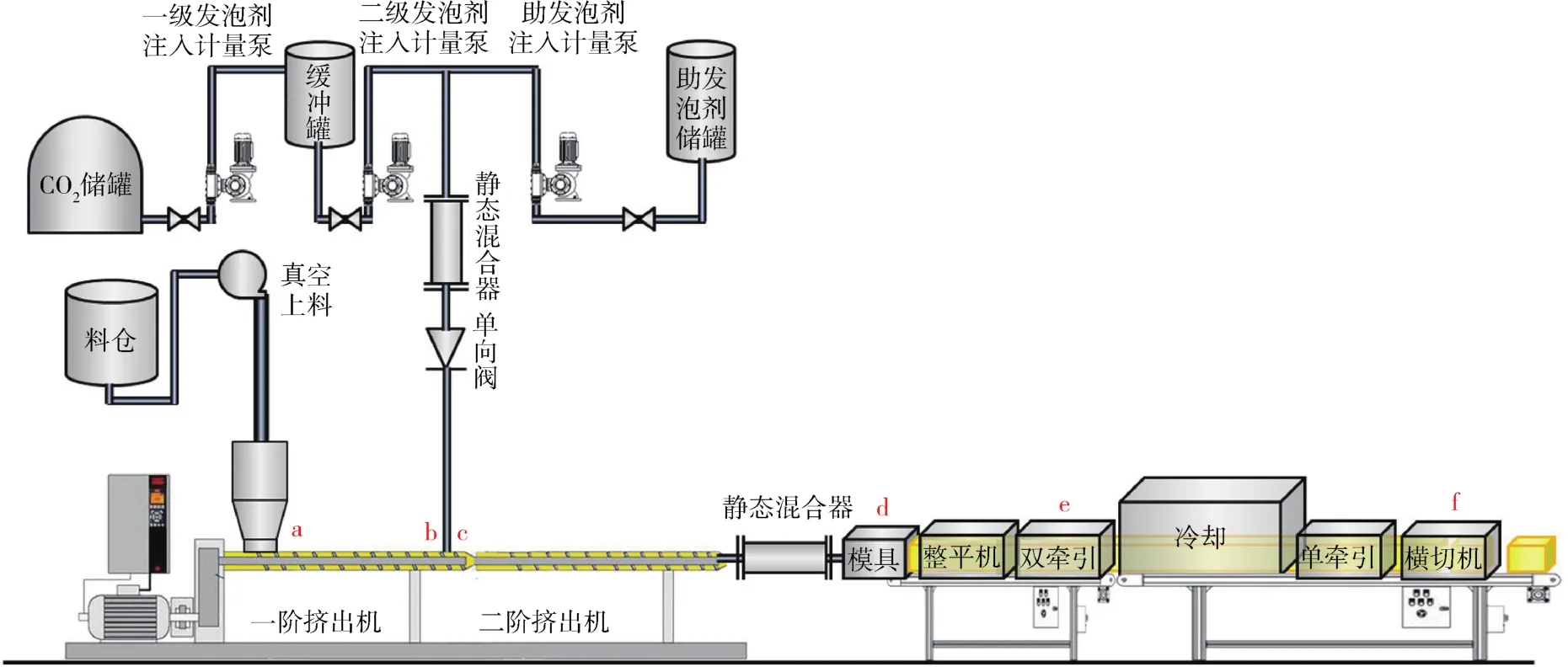
图7 可燃气体探测器的安装位置Fig.7 The installation layout of the detectors
3.2.4 消防系统
(1)设置室内消火栓系统,在火灾时可以及时扑救。该系统包括消防水池、消防水泵、管网、消火栓等。应配备应急发电机,确保消防水泵在断电等紧急情况下可以迅速启动。
(2)按GB 50140-2005《建筑灭火器配置设计规范》[7]的相关要求设置足够数量的手提式或推车式灭火器。如果全部选用4 kg手提式干粉灭火器,其数量不应少于10具,并沿生产线按要求放置。
3.2.5 防静电系统及电气防爆
建议参照现行国家标准GB 3836.14—2014《爆炸性环境第14部分场所分类爆炸性气体环境》[5]和GB 50058—2014《爆炸危险环境电力装置设计规范》[8]选择、设计和安装XPS生产车间电气设备。爆炸危险区域应选用相应的防爆电气设备。设备的电线采取桥架的方式,车间不允许挖地沟。在爆炸危险环境内,电气设备的金属外壳应接地,应采用专门的接地线。接地线应在爆炸危险区域不同方向不少于两处与接地体连接。XPS生产车间应设置静电接地网,建筑物没有防雷接地网的,建议新建防雷接地网。在易产生静电的部位设置静电消除装置,如图8所示。

图8 静电消除器Fig.8 Static elimination device
3.3 XPS产品堆放区及仓库安全保障措施
XPS制品在生产出来后,要求经过一定时间的熟化期,才能使用,因此生产的XPS制品一般在制品堆场或仓库内进行熟化,以达到出厂要求。根据《建筑设计防火规范》[1]的要求,XPS库房或堆场储存制品的火灾危险性应为丙类,但由于XPS制品的特殊性,大量XPS可燃材料的堆放易引起火灾事故,并容易蔓延扩散。尤其在封闭仓库中XPS会释放出少量残留发泡剂,其中的乙醇为易燃物质,因此制品堆放区应严格管理,并设置禁止通行/进入区域等标识。
成品堆放区的安全措施如下:(1)堆放区附近严禁明火作业;(2)建议产品包装后再放置在堆放区;(3)堆放区应为相对独立的区域,入口应有明确标志。
4 结语
中国XPS泡沫企业大部分是中小型企业,技术力量薄弱,缺乏系统的管理和约束机制,伴随着房地产行业的飞速发展,XPS行业也进入快速发展阶段,部分企业为了追求经济效益而忽视了安全管理。在CO2混合发泡替代技术没有大范围推广之前,由于HCFCs类发泡剂本身属于不燃物质,这一弊端不是很突出。但时至今日,CO2混合发泡技术已经完全取代HCFCs发泡技术,全面占领了市场,而乙醇和HFC-152a作为助发泡剂会被大量使用,在储存、灌装、生产中稍微疏忽就会酿成火灾,直接关乎生命和财产的安全,因此,在XPS行业实施HCFCs替代时,除了追求替代的效率还需更加重视生产的安全性,确保行业的健康发展。
因此,作者在主持XPS泡沫行业替代工作的同时,结合替代后行业的实际生产情况,编制了《中国挤出聚苯乙烯(XPS)泡沫行业CO2混合发泡技术安全生产规范》,分析了CO2混合发泡技术各工艺环节所涉及的安全问题,提出正确的解决方案,并强调企业应建立安全管理制度并编制应急预案,使广大XPS企业的管理者充分了解安全措施的要点以及应建立的安全管理制度,对于安全替代HCFCs和切实保障行业健康发展将是十分有意义的。
猜你喜欢
江苏安全生产(2023年1期)2023-02-08 05:58:30
幸福·婚姻版(2016年5期)2016-05-19 10:16:59
中国塑料(2016年7期)2016-04-16 05:25:54
山西煤炭(2015年4期)2015-12-20 11:36:16
江西煤炭科技(2015年2期)2015-11-07 03:09:47
中国塑料(2015年2期)2015-10-14 05:34:32
中国塑料(2015年11期)2015-10-14 01:14:22
中国塑料(2015年8期)2015-10-14 01:10:53
中国塑料(2014年8期)2014-10-17 03:05:10
中国氯碱(2014年10期)2014-02-28 01:05:01