
油套管特殊螺纹接头工厂端上扣对现场端接箍参数及性能的影响
2022-09-23 09:31:12胡志立李小兵赵映辉
焊管 2022年9期
0 前 言
上扣是油套管使用的第一步, 上扣试验对油套管螺纹接头的开发和油田的应用参考具有重大意义
。 目前, 油套管特殊螺纹接头在上扣扭矩计算及分析方面研究较多
, 但是针对特殊螺纹接头工厂端上扣前后出现的现场端接箍公差发生变化这一现象的研究鲜见报道。 油套管螺纹接头的参数往往与其性能息息相关
, 生产厂家会在设计及加工中规定参数公差以使接头性能满足标准要求。 但在油田商检中往往会发现现场端接箍公差超出生产后接箍的公差, 甚至远超出设计加工公差要求, 该差异造成的原因及其对油套管螺纹接头密封性能的影响是油田用户比较关心的问题。 本研究以某Φ114.3 mm×12.7 mm P110 特殊螺纹接头为例, 采用小样本统计方法在工厂端上扣前后对现场端接箍的螺纹及密封参数进行测量, 并用所得数据与有限元分析结果进行对比,最后进一步通过实物试验进行了样品密封性能的检测, 以期为油田商检中现场端接箍参数超差的原因分析及其对接头性能的影响提供理论及试验依据, 同时可为油田用户提供参考。
在学习的持续过程中把学到的新知识存放到记忆中最好的方式是将新知识和学生已有的知识联系起来,在一个背景环境中完成新知识从认知到记忆的过程,有背景的认知比单纯的材料型认知加工速度快很多,减少了很多碎片类的信息加工任务。整个教学过程的设计灵活运用背景分析和特征分析来学习新知识点,特征分析由观察到总结即由特殊到一般,背景分析由概念到应用即由一般到特殊,需要根据具体的学习情境来决定如何设计。
小麦锈病是对我国小麦生产安全造成影响的主要严重病害之一,可导致小麦出现10%-60%左右的减产。小麦锈病主要对小麦的叶子、叶鞘以及麦穗部位造成破坏。锈病又可分为叶锈病、及杆锈病。锈病产生的主要原因是条形柄锈菌的感染,此种致病菌具有极强的繁殖能力,对低温天气也有着较强的适应能力。发病后,小麦患病初期会出现黄色椭圆形粉孢以及绿色斑点,随着小麦生长直至形成黑色椭圆形孢子堆。
1 试验材料及方法
试验样管采用Φ114.3 mm×12.7 mm 规格的P110 特殊扣螺纹接头, 按照生产工艺规范要求加工40 组试样, 并对试样的工厂端上扣前后的现场端螺纹直径及密封直径进行测量, 测量位置如图1 所示。
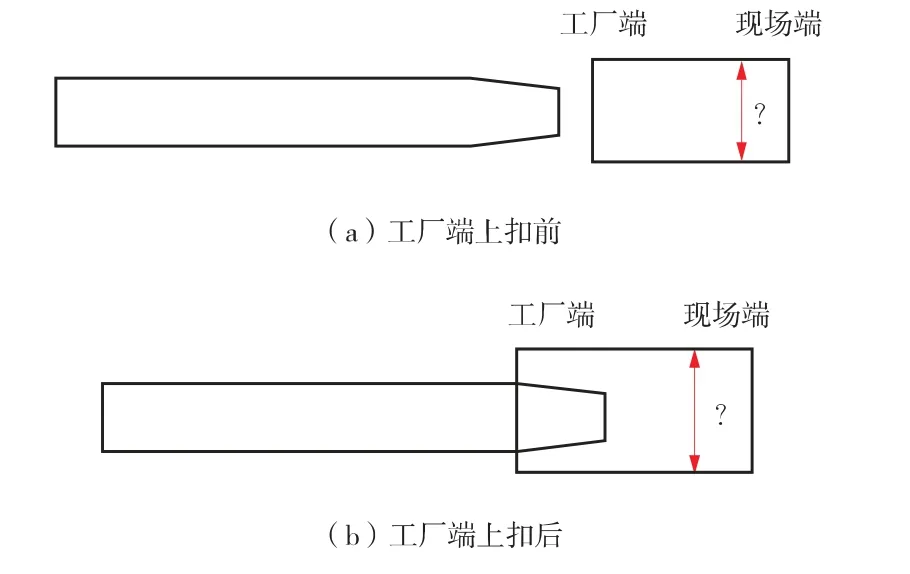
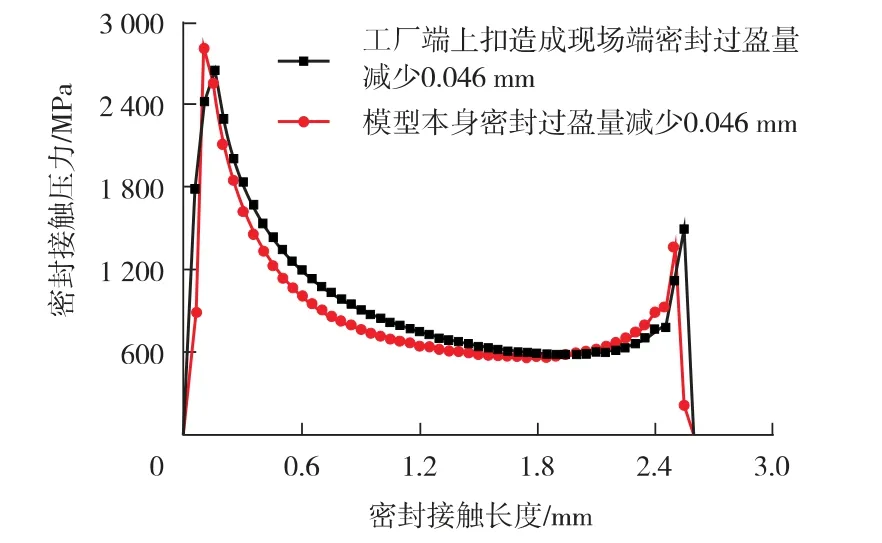
表1 为工厂端拧接前后现场端螺纹及密封面直径公差测量结果, 从表1 可以看出, 密封面直径最大增加了0.065 mm, 螺纹直径最大增加了0.025 mm, 40 组试样密封面直径平均增加了0.039 mm, 螺纹直径平均增加了0.002 mm。

2 讨论与分析
2.1 上扣前后现场端螺纹及密封面直径变化分析
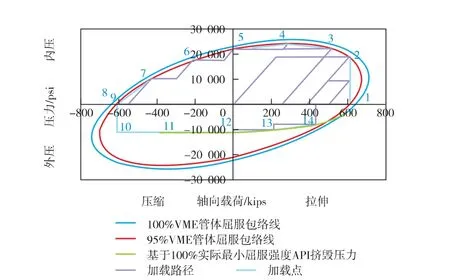
试验结果显示, 在等效应力达到管体实际VME 的95%、 接头拉伸和压缩效率相对于管体的100%的条件下, 试验满足ISO 13679: 2002 CAL ⅣA 系标准规定的压力、 密封要求, 接头未发生泄漏或结构失效。
图2 为工厂端上扣后的接头等效应力云图,可以看出工厂端密封及台肩部位应力水平较高,另一现场端接箍也呈现一定的应力水平, 且密封部位应力水平远高于螺纹部位。 图3 为工厂端上扣后的接头位移云图, 由图3 可以看出, 现场端接箍密封面半径变化为+0.023 mm, 即现场端接箍密封面直径变化为+0.046 mm, 同样, 螺纹半径变化为+0.000 5 mm, 即螺纹直径显示变化为+0.001 mm, 这与图2 显示的应力水平变化相互印证, 这也与表1 实物试验参数检测结果显示的变化趋势一致。 图4 为工厂端和现场端均上扣后的接头等效应力云图, 与图2 所示的工厂端上扣后的接头等效应力云图相比, 工厂端和现场端均上扣后的接头的密封及台肩部位应力水平有所降低, 这是由于接箍一端上扣后降低了另外一端的密封部位过盈量, 从而表现出密封部位的应力水平有所降低。
从另一角度上说, 由于该特殊螺纹接头已经过ISO 13679 复合载荷包络线评价试验, 实际上在上卸扣试验中同样存在工厂端上扣对现场端密封参数形成影响, 只是ISO 13679 标准中没有要求该参数的测量, 整个试验过程已经包含了一端上扣对另一端接箍密封参数带来的影响, 因此在油田现场应允许现场端接箍参数超出规定范围。



(1) 工厂端上扣后, 由于螺纹和密封部位均为过盈配合, 造成工厂端接箍受力往外膨胀, 导致同一接箍上的另一端(现场端) 参数也出现一定的变化, 距离越近则影响越显著。
为了检测接箍现场端参数发生显著变化试样的密封性能, 取现场端接箍密封面直径变化最大的5
试样 (现场端密封直径公差+0.08 mm, 密封直径增大0.065 mm) 进行密封试验。 密封试验按照ISO 13679:2002 CAL ⅣA 系标准规定施加载荷和压力 (如图7 所示)。 表2 为载荷包络线A 系试验加载点。
2.2 基于接箍现场端参数发生变化试样的密封性能实物试验
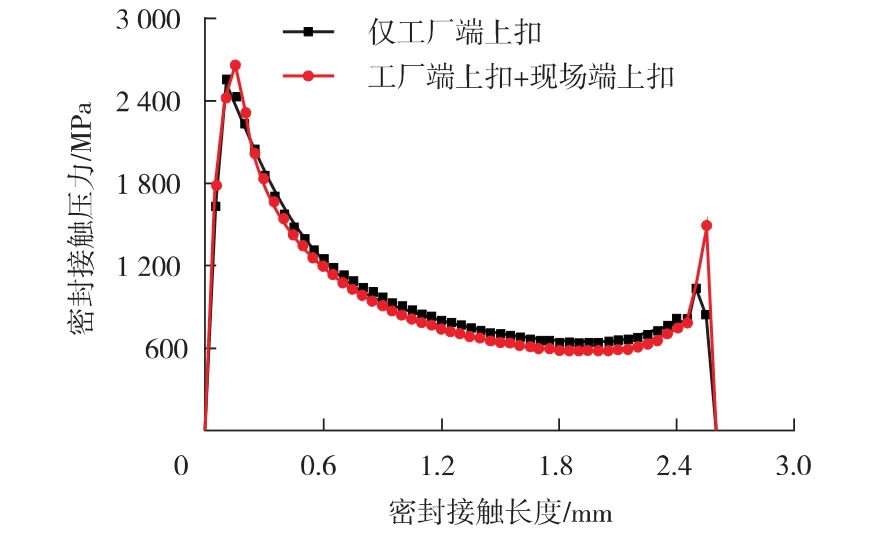
进一步建立模型, 使密封过盈量减小0.046 mm(接箍密封面直径增大0.046 mm), 对比该模型与工厂端上扣造成现场端接箍密封面直径变大0.046 mm的模型密封性能的差异, 即模型本身密封过盈量减少值和工厂端上扣造成现场端密封过盈量减少值相同时, 两者理论上的密封性能差异。图6 为模型本身密封过盈量减少值和工厂端上扣造成现场端密封过盈量减少值均为0.046 mm 时的密封接触压力分布, 通过计算显示两者密封指数相差10.2%, 这是由于虽然工厂端上扣造成现场端密封面直径变大0.046 mm, 但是此时的现场端密封部位受到一定变形导致产生了压应力, 等效于材料得到一定的硬化, 后续上扣后能使密封接触压力得到迅速提升, 而本身密封过盈量减少的模型的密封部位处于自然的无受力状态, 两者的受力状态差异造成密封接触的差异。

从表1 试验参数测量结果可以看出, 工厂端上扣后对现场端接箍参数有一定影响。 不同试样的现场端接箍参数变化不同, 这是由于在实际情况中, 受到工厂端过盈量大小、 材料强度、 接箍外径大小、 接箍外径椭圆度、 接箍壁厚大小、 壁厚不均度等参数的影响, 不同试样工厂端上扣后现场端接箍参数变化不一; 但是总体上的变化趋势是现场端的部位越靠近上扣端 (工厂端), 则越有变大的趋势, 表现为密封直径增大量远大于螺纹直径增大量, 这是由于工厂端上扣后, 螺纹和密封部位均为过盈配合, 造成工厂端接箍受力向外膨胀
, 由于变形传导, 导致同一接箍上的另一端(现场端) 参数也出现一定的变化, 距离越近影响越显著。
“老先生,我已经看了核磁共振结果了,您看这张图,白色的是椎管,可以看到脊髓和马尾神经都受到了压迫,基本可以确诊为腰椎管狭窄症了。咱们啊,先保守治疗三个月,看看效果如何,如果效果不佳,就得考虑手术治疗了。当然,如果这期间出现了下肢肌肉力量的减退,也是手术治疗的绝对适应症。因为肌力下降以后如果不及时手术,神经长时间受压迫,肌力恢复的可能性就比较小了。”
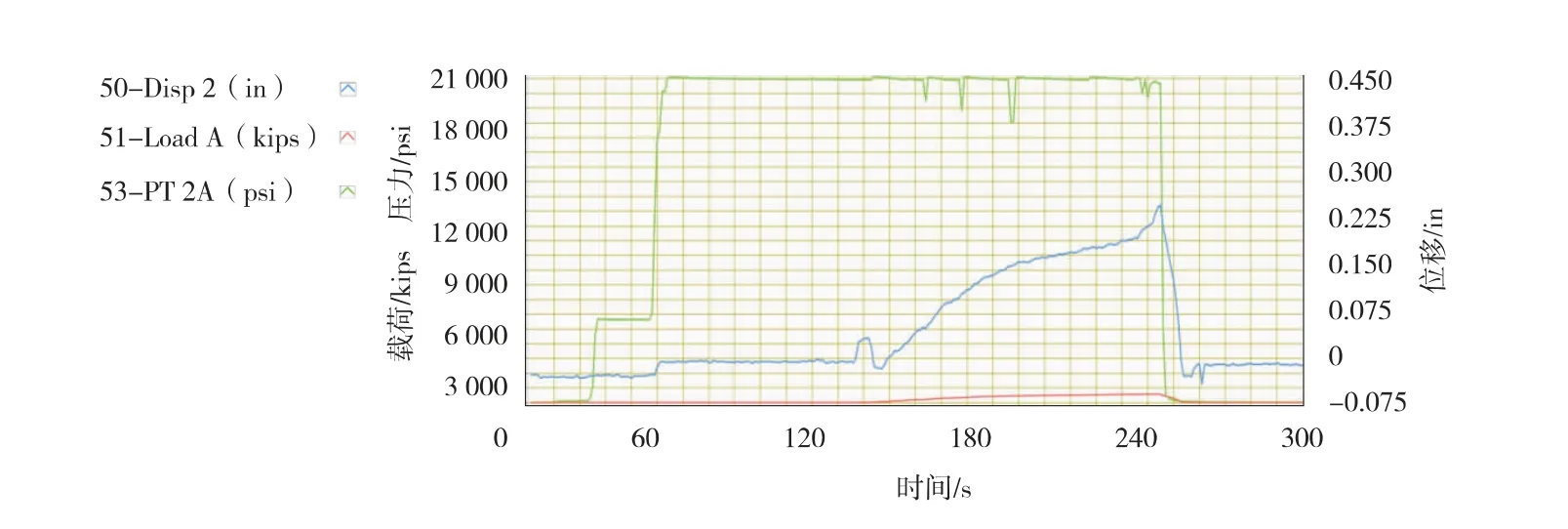
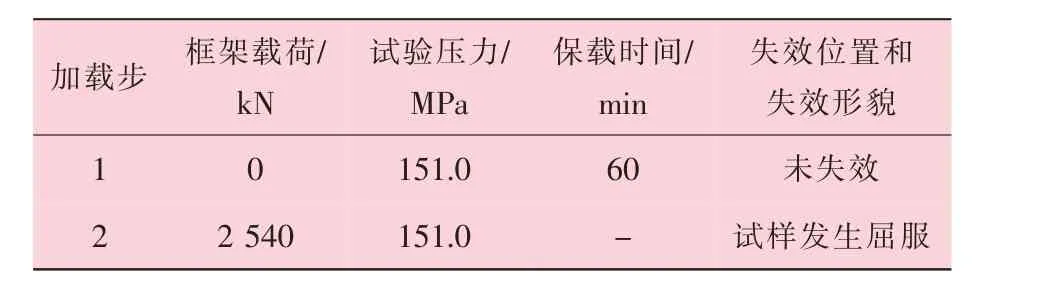
完成载荷包络线A 系试验后, 继续进行高内压下拉伸至失效试验。 通过封堵管端螺纹夹持端对试样施加轴向载荷和内压。 表3 为高内压下拉伸至失效试验结果, 显示施加151.0 MPa 内压后再施加框架拉伸载荷2 540 kN 时发生管体屈服失效, 此时VME 为管体的124%, 图8 为高内压下拉伸至失效试验的载荷/压力时间历程曲线。 试验表明, 由于工厂端上扣带来的现场端接箍密封面直径变化不影响该特殊螺纹接头的密封性能。
“这支适马的鱼眼镜头能够提供180°视野,我用它单次曝光拍摄整个夜空。用它拍摄流星雨非常棒,也可以用来展示光污染。它是佳能卡口的,但我用适马的MC-11 E卡口转接环安装到索尼机身上。”
3 结 论
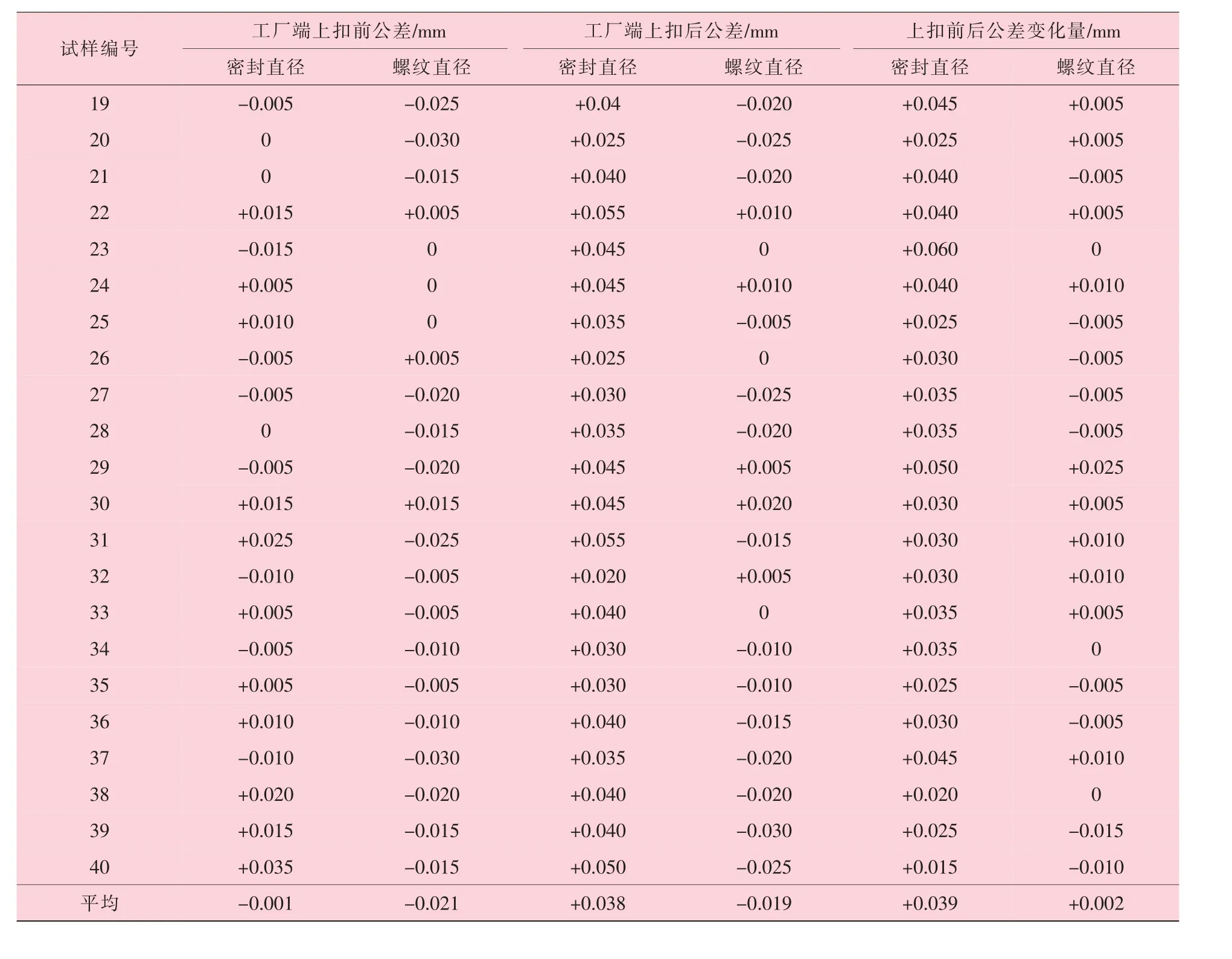
图5 为仅工厂端上扣和工厂端+现场端均上扣的密封接触压力分布曲线, 显示出工厂端+现场端均上扣的密封接触压力要稍低于仅工厂端上扣, 两者密封指数 (密封接触长度对密封接触压力的积分) 相差2.3%, 相差较小。
(2) 工厂端+现场端均上扣的密封接触压力要稍低于仅工厂端上扣, 两者密封接触分布相差较小。
(3) 工厂端上扣造成现场端过盈量减少(接箍密封直径增加), 此时的现场端密封部位受到一定的压应力, 后续上扣后能使密封接触压力得到迅速提升, 而本身密封过盈量减少的模型的密封部位处于自然无外部受力状态, 两者的受力状态差异造成密封接触的差异。
药害分级标准:0级:植株及叶片发育正常,叶片无任何受害症状;1级:药害斑或褪绿面积占叶片面积的比例X≤5%;3级:药害斑或褪绿面积占叶片面积的比例5%≤X≤10%;5级:药害斑或褪绿面积占叶片面积的比例10%≤X≤30%;7级:药害斑或褪绿面积占叶片面积的比例30%≤X≤50%;9级:药害斑或褪绿面积占叶片面积的比例X>50%。
(4) 对现场端接箍密封面直径变大0.065 mm的试样进行ISO 13679: 2002 CAL ⅣA 系密封试验以及极限试验, 表明由工厂端上扣带来的现场端接箍密封面直径变化不会影响该特殊螺纹接头优良的密封性能。
(5) 已经经过全尺寸实物评价试验的油套管特殊螺纹接头, 实际上在上卸扣试验中同样存在工厂端上扣对现场端密封参数形成影响, 整个试验过程已经包含了一端上扣对另一端接箍密封参数带来的影响, 只要接箍在工厂上扣前螺纹及密封参数公差在规定范围, 在油田现场应允许现场端接箍参数超出规定范围。
[1] 胡志立,李小兵,付强. HSM-2 特殊螺纹接头接箍与工厂端相对转动原因分析[J]. 钢管,2017,46(6):63-66.
[2] 解学东,史交齐,申昭熙,等. PSC 特殊螺纹接头上扣特性研究[J]. 石油机械,2005(9):12-15.
[3] 魏晓冬. 高温气井特殊螺纹油管接头完整性分析及上扣实验研究[D]. 西安:西安石油大学,2017.
[4] 吴翔实,高连新. 特殊扣石油套管接头上扣扭矩计算方法[J]. 华东理工大学学报(自然科学版),2017,43(4):584-590.
[5] 窦益华,王轲,于洋,等. 特殊螺纹油管接头上扣性能三维有限元分析[J]. 石油机械,2015,43(4):99-104.
[6] 吴翔实,高连新,袁鹏斌. 石油钻杆接头上扣扭矩计算方法研究[J]. 钻采工艺,2017,40(2):67-70.
[7] 孙建安,王琍. 特殊螺纹接头上扣过程仿真分析[J]. 宝钢技术,2015(4):41-45.
[8] 田青. 油套管API 圆螺纹配合间隙对其密封性的影响[J]. 石油工业技术监督,2014,30(3):4-6.
[9] 齐玉佩,张永,姬丙寅,等. 油套管连接强度计算关键参数讨论[J]. 钢管,2020,49(5):73-77.
[10] 秦彦斌,张佳浩,于洋. 特殊油管扣螺纹参数对接头连接强度影响分析[J]. 机电工程技术,2021,50(4):113-115.
[11] 刘源,纪爱敏,李堑,等. 特殊螺纹接头参数对套管连接性能影响的有限元分析[J]. 机械与电子,2017,35(2):3-8,12.
[12] 喻开安,郝龙,王树龙. 油套管特殊螺纹接头结构参数对性能的影响[J]. 石油矿场机械,2013,42(12):25-29.
[13] 崔志强. 膨胀套管接头有限元模拟研究[D]. 西安:西安石油大学,2013.
[14] 王霞,潘成松,陈玉祥,等. 可膨胀管关键技术的现状及展望[J]. 机械,2007(8):1-3,6.
[15] 林涛. 可膨胀筛管螺纹连接处的数值分析和研究[J].化学工程与装备,2018(11):268-271.
猜你喜欢
云南化工(2021年10期)2021-12-21 07:33:34
海洋石油(2021年3期)2021-11-05 07:43:02
装备制造技术(2021年4期)2021-08-05 07:39:36
锻压装备与制造技术(2021年2期)2021-07-19 08:51:16
建材发展导向(2021年7期)2021-07-16 07:09:00
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
焊接(2016年9期)2016-02-27 13:05:19
凿岩机械气动工具(2015年3期)2015-11-11 07:32:53
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
