
新型轨道模压成型中直径直缝埋弧焊管机组的开发及应用
2022-09-23 09:31:12程绍忠赵德清李阜宽
焊管 2022年9期
0 前 言
随着国家中长期油气管网规划的实施, 能源结构将进行调整, 能源低碳化进程进一步加快,可再生能源、 天然气等低碳能源将成为能源发展的主要方向, 低碳、 清洁能源管道建设将进入新一轮发展的高峰期, 各种管线管需求量将长期保持增长态势
。 国家碳达峰和碳中和战略目标对油气基础设施建设提出了新要求, 省管网融入“全国一张网” 是大势所趋
, 联络线、 支线对高品质中直径直缝焊管的需求将快速增长。
国内外已建成的直缝埋弧焊管生产线主要成型方式有UOE、 JCOE 和RBE
, 其中能够生产高端油气管线管的仅有20 余条, 且规格主要集中在Φ508 mm~Φ1 422 mm, JCOE、 UOE 机组投资较大, 同时这些机组生产中直径焊管效率偏低。 目前已建成的中大直径高频直缝焊管机组
主要成型方式为TBS 成型 (过渡梁成型)、FCF 成型 (笼式成型)、 FFX 成型 (柔性成型)和SLF 成型 (直缘成型), 主要生产油套管和高端结构管。 另外, 国内采用在线内焊、 离线外焊的COE 技术
生产中直径焊管, 效率较低,产品品质无法与直缝埋弧焊管媲美。
目前, 国内中直径钢管主要以无缝管、 高频焊管、 螺旋焊管为主, 中直径直缝埋弧焊管严重短缺。 已有的中直径焊管生产线生产效率低, 且管体壁厚偏小, 质量参差不齐, 不能满足高强度、 大壁厚、 高精度、 低残余应力的市场需求。
本研究开发了一条轨道模压成型 (orbital die forming, ODF) 中直径直缝埋弧焊管生产线,可生产直径323.9~762 mm、 壁厚4.8~25.4 mm,管长8~12.5 m、 最高钢级为X120 的中直径直缝埋弧焊管和双金属复合管。
1 ODF 技术特点
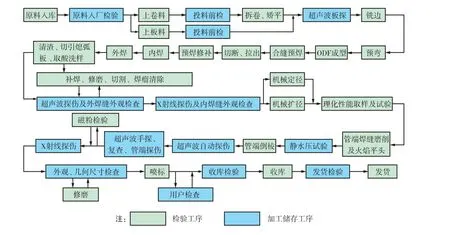
ODF 制造工艺是以钢卷、 中板为原料, 连续生产直缝焊管的两步法生产工艺, 在线预焊,离线精焊。 其制造工艺流程如图1 所示。
行政事业单位内部控制工作人员对该项工作认识不足,相关工作人员的总体素质不太高,需要对工作人员进行培训,做好宣传工作。工作可以分为以下几个方面:一是以省为单位,成立专门的部门,对省内行政事业单位的相关工作人员进行分批、定期的培训,增强他们内部控制意识,面对问题学会独立解决。第二,工作人员对相关工作的学习,参照相关的规章制度,对存在的问题进行分析,然后自己研究出针对性的对策,逐渐提升工作人员的素质。第三,行政事业单位对员工进行考察与考核的时候,将内部控制的指标纳入考核标准,逐渐提高相关人员的素质。
ODF 工艺利用“W” 形辊弯预弯, 挤压模具无限旋转使管体连续成型, 完成“C” 成形之后,由轨道模具封闭孔型挤压成 “O” 形管坯。 轨道模具成型技术整合了“U”、 “O” 挤压成型和辊弯成型工艺的优点, 且进行了优化提升, 成型过程如图2 所示。 该技术是FFX 成型技术的创新。

轨道模压制造工艺主要技术特点与优势为:①钢板始终沿着规定的轨迹运行, 板材边缘实施全方位全过程的精准控制, 按照设定的孔型精准成型, 管型精度高; ②工具兼用度高, 成型过程中无需更换粗成型工模具, 大大降低了工模具成本以及作业量, 实现了工艺参数的全自动数字管理; ③成型过程采用“U”、 “O” 成形且有优化提升, 降低材料的加工硬化和形变能; ④成型过程稳定, 设备布局紧凑, 适用于单卷、 单板连续生产, 具有生产灵活性; ⑤产品外径和厚径比范围大, 可节约生产线数量, 有效降低初期投资和运行成本; ⑥产品表面质量得到提升, 提高了工模具寿命。
2 ODF 成型机
ODF 成型机主要由柔性弯边机架、 粗成型机架、 精成型机架和定径机架组成。
(1) 柔性弯边机架。 柔性弯边机架主要由上下辊单元、 机架、 开口牌坊、 过载保护装置、 自平衡装置、 升降装置等构成, 在高精度辊位控制系统下, 无需更换轧辊就可实现机组覆盖产品的所有规格, 获取理想的边部成形形状, 在确保焊管充分成型的同时为管道堆焊创造了良好的条件, 柔性预弯机组及成型原理如图3 所示。

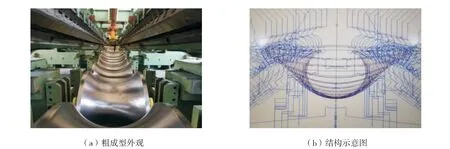
(2) 粗成型机架。 粗成型机架主要由位于上方的2 个ODF 成型单元、 下方的1 个托辊群单元、 3 个外部支撑框架、 板宽方向定位装置和下方托辊升降装置等构成, 其外观及结构如图4 所示。 在粗成型范围内, 实现了边部的连续完全约束。 在高精度辊位控制系统下, 不需要更换轧辊就可实现机组产品所有规格的覆盖。 在粗成型机作用下实现带钢或中板渐变成型为管体, 确保焊管管体充分全约束成型, 提高成型质量和材料利用率, 将轴向错边和径向错边降低到最低。
(3) 精成型和定径机架。 精成型机架主要由外部牌坊、 内框架、 轧辊组合以及ODF 成型单元组成, 如图5 所示。 在对开口圆管坯实现周向压缩时, 有效防止了边部异常变形的发生, 降低了材料的损耗。 同时确保成型应力均匀分布, 保证了管体尺寸, 提高焊管管体的承压能力。

双功能备料准备段设备主要有备料台、 自动上板行车、 自动上卷台车、 钢板输送线、 钢板横移机构、 拆卷机、 矫平机、 剪板机、 小活套、 自动料位检测等设备构成。 该设备可实现主机自动物联, 满足板、 带与主机同步平稳输送, 能够自动检测物料位置, 追板最快速度为18 m/min,从而提高机组作业效率。 同时可实现拆卷、 矫平、 切除料头和料尾的功能。
ODF 成型机对带材和板材同时适用, 预弯、粗成型采用柔性弯边机架, 且无需换辊, 在高精度的辊位控制系统下可实现产品所有规格全覆盖, 从而获得理想的边部和管体形状。 精成型和定径均有0.4%的减径可调量, 可实现钢管的减径率在0~0.8%的范围内可调, 从而保证了管体的残余应力最小, 管体应力分布均匀。 通过精成型与定径机架之间的导向辊, 可根据内外精焊钢管变形趋势预制反向弯 (0~20 mm),有效控制中径管内外焊接后的管体弯曲, 有利于管体扩径。
3 ODF 焊管机组配套设备
ODF 焊管生产线是一套拥有多项自主知识产权装备, 在设备选型上, 借鉴国内外制管企业的技术经验, 全面提升机组性能, 特别是自动化控制系统。 除ODF 焊管成型主机外, 还配备了中板输送线、 钢卷开卷矫平板输送线、 林辛格铣边机、 国内自主开发首台762 带拉焊功能的铣切锯, 同时还包括4 条内焊线、 3 条外焊线、 650 t机械扩径机、 1 300 t 静水压试验机、 倒棱机以及射线和超声自动检测等设备。
3.1 双功能备料准备
成型主机全部采用计算机数字控制, 辅之以先进的工具位置计算软件, 可以根据钢管尺寸自动计算出最优工具位置, 通过数控系统实现全自动高速定位。 粗成型部分实现了工模具的完全兼用, 无需更换工模具即可应对各种规格钢管的生产。 精成型机架和定径机架均采用工具快速自动更换系统, 既减轻了工人的作业负担, 同时也提高了生产效率。
其他指标测定:采用钒钼黄比色法测定植株全磷含量[18]。磷积累量 = 植株全磷量 × 植株干重;磷利用效率 = 植株干重 /磷积累量。
3.2 高效铣边作业
该区域主要有铣边机、 对中装置、 夹送机、自动料位检测、 自动控制等设备, 如图6 所示。其主要完成钢带或钢板铣削到成型所需要的板宽, 同时根据焊接工艺加工所需的坡口及钝边。采用林辛格高效铣边机, 稳定的仿形系统等可实现自动匹配铣削速度和单刃切削量, 铣削后钢板平度和垂直度公差≤0.5 mm/m, 板宽公差≤±0.15 mm; 铣削后钢板边缘光洁、 无毛刺、无冷作硬化, 从而提高刀具寿命, 减少设备停机, 提高工作效率。
另据介绍,2017年初,原农业部印发《关于进一步加强农业新闻舆论工作的意见》。《意见》对做好新闻发布、政策解读、涉农突发事件舆论引导等工作做出了明确规定;加强政策解读,建立工作机制,主动开展政策解读工作;做好涉农突发事件的舆论引导工作。

3.3 五轴数控合缝预焊机
合缝预焊是内外焊接前的一道重要工序, 预焊的质量直接影响焊接质量。 合缝机采用五轴数控系统, 合缝精度高、 管形好, 同时电液伺服闭环控制根据激光跟踪系统反馈的合缝间隙可在负载条件下实时微调 (定位精度0.10 mm, 重复精度0.05 mm)。 预焊过程的时序控制, 以及焊接工艺参数、 控制参数均可以实现焊前数字化设置, 焊接过程中进行精确调节, 可实现焊接全程追溯。 同时配置弧光摄像头, 可全程观测焊接过程, 实现优质高效的连续焊接, 减少了焊后修补量。
合缝预焊机主要由合缝主机、 五轴伺服闭环控制系统、 预焊系统、 焊接电源、 弧光视频监控系统等组成, 结构如图7 所示。
本次论坛由农业农村部发展规划司、农民日报社联合承办,以“落实精准帮扶措施,提升产业扶贫质量”为主题,分产业扶贫政策与部署、产业扶贫实践与创新2个专题,研讨交流产业扶贫的好经验好做法。论坛发布了产业扶贫十大机制创新典型。
3.4 双功能铣切锯
时光荏苒,今年已是德州新丰化肥有限公司成立的第15个年头。从最初只代理几个品牌到如今形成种子、农药和化肥多品牌、多区域的完善销售网络,作为执行总经理的刘立鲁功不可没。回想起15年前,刚接触农资业务,担任销售业务员,刘立鲁感慨万千。2000年,正是我国肥料产业大发展的时期,除了国外品牌,国内产品也开始陆续进入市场,肥料行业百佳争鸣的局面逐渐形成。那时的刘立鲁每天都在田间地头,实地考察、走访农户、拜访基层经销商。在市场逐渐改变“坐商”习气的同时,许多新的推广方法与服务理念开始形成,这段基层推广销售经历对他此后带领团队飞速发展起到了至关重要的作用。
采用具备拉拔功能的铣切锯, 以适应单板、单卷生产需要, 既满足切管功能又满足在脱开主机失去动力后的拉焊功能, 从而实现无缝衔接, 保证生产顺畅。 同时实现全数字化控制,根据钢管规格、 生产线的实时速度等计算飞锯机锯片的切割轨迹和台车的运动轨迹, 保证切割精度以及切割面的质量。
双功能铣切锯主要由床身系统、 锯切单元、驱动系统、 双锯片进给系统、 夹具系统、 托辊装置、 测速装置、 冷却装置、 液压系统、 操作台、 调速柜以及计算机等组成, 如图8 所示。

3.5 内、 外焊接设备
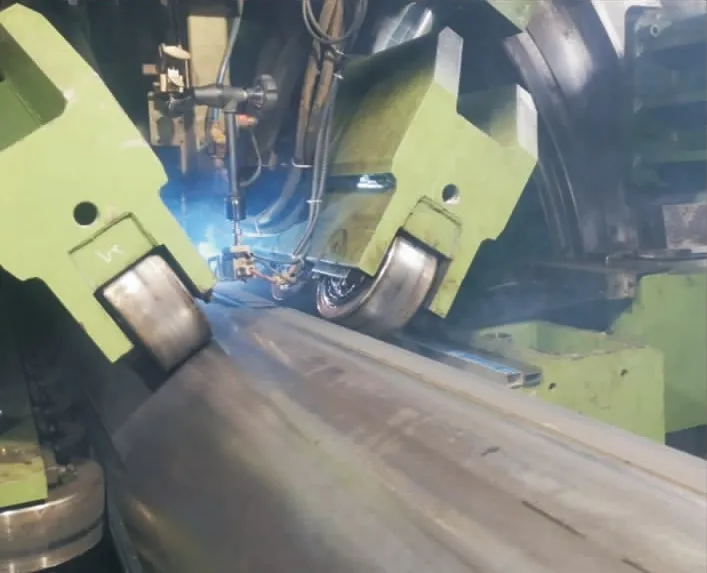
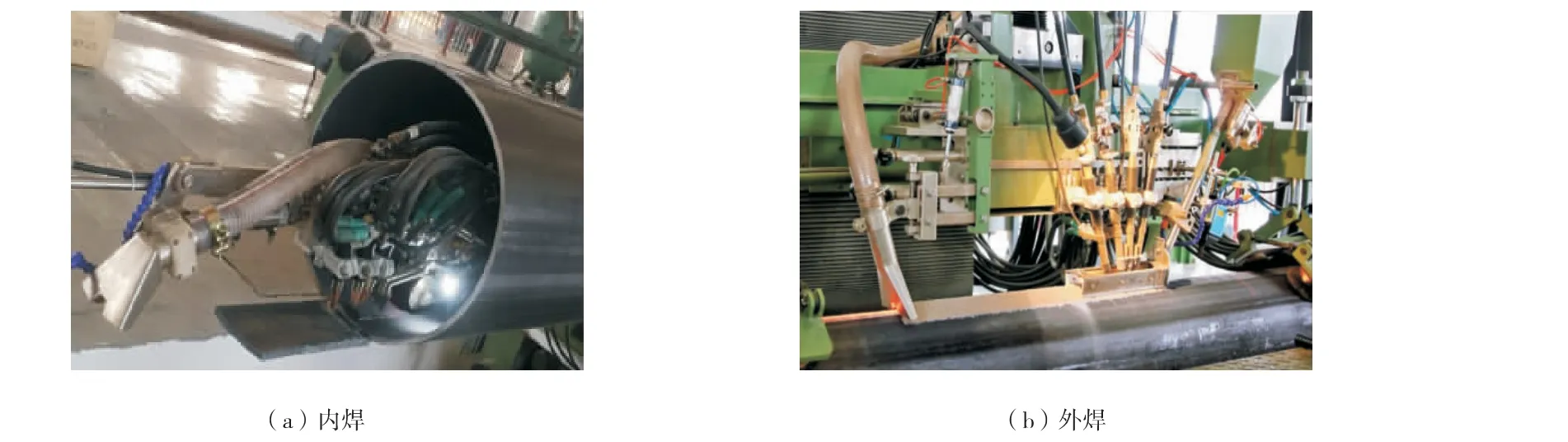
ODF 机组内焊有4 条焊接线, 可采用3 丝、双丝、 单丝3 种模式进行焊接; 外焊有3 条焊接线, 可采用4 丝、 3 丝、 双丝、 单丝4 种模式进行焊接。 ODF 机组内、 外焊均采用林肯数字焊机和数字控制系统, 比传统焊接模式节能35%以上。 同时通过焊接过程采集的实时焊接参数 (焊接电流、 电弧电压等), 操作人员可清楚地判断焊接过程的稳定性, 并根据焊接过程的实际情况, 进行相应的操作, 从而保证焊缝的质量。
内、 外焊接设备主要由焊接单元 (包括机头、 送丝机、 焊机等)、 自动跟踪系统、 焊接车、焊剂输送、 焊剂回收、 自动控制单元(焊接数据实时采集) 等构成, 如图9 所示。
3.6 扩径机
采用自主研发的带矫直机构的650 t 高效机械扩径机, 如图10 所示。 该扩径机兼具德国米尔、 荷兰弗兰亭扩径机优势, 效率较高。 通过扩径和辅助矫直可提高钢管圆度、 直度等几何尺寸, 满足API、 壳牌、 DNV 等标准要求。 同时大幅度降低残余内应力, 保证管道在恶劣条件下安全运行。
同志们,水利事业正处于新的发展阶段,规划计划部门任务繁重,责任重大,使命光荣。让我们在以胡锦涛同志为总书记的党中央领导下,深入贯彻落实科学发展观,全面落实中央的各项部署,加大工作力度,锐意改革进取,扎实做好工作,努力开创水利规划计划工作新局面,为实现水利更好更快发展作出新的更大贡献,以优异成绩迎接党的十八大胜利召开!

3.7 静水压试验机
该生产线于2021 年全线投入生产, 已实现直径323.9~762 mm、 壁厚6.5~26.8 mm、 钢级X80 及以下直缝埋弧焊管的批量生产。
该机组设计了在线板材超声自动探伤设备、扩径前1
超声波全焊缝自动探伤设备、 扩径前X 射线 (DR) 全焊缝实时检测设备、 水压试验后2
超声波全焊缝自动探伤设备、 管端X 射线(DR) 拍片设备、 倒棱前全管端超声检查、 倒棱后全管端磁粉检查设备。 通过各工序严格的检测, 确保钢管的合格率。

3.8 无损检验设备
对设施农用地管理的思考(季勇) .................................................................................................................6-20
4 生产应用
水压试验机采用定制化设备, 如图11 所示。该水压机同时兼具德国MEER 和日本山本钢管水压试验机的优点, 试压轴向力1 300 t, 压力检测精度为0.5%。 水压试验机采用两级增压器,管端密封采用两种形式, 当水压≤25.4 MPa 时采用管端密封; 当水压为25.4~50 MPa 时采用径向密封, 试压效率高。
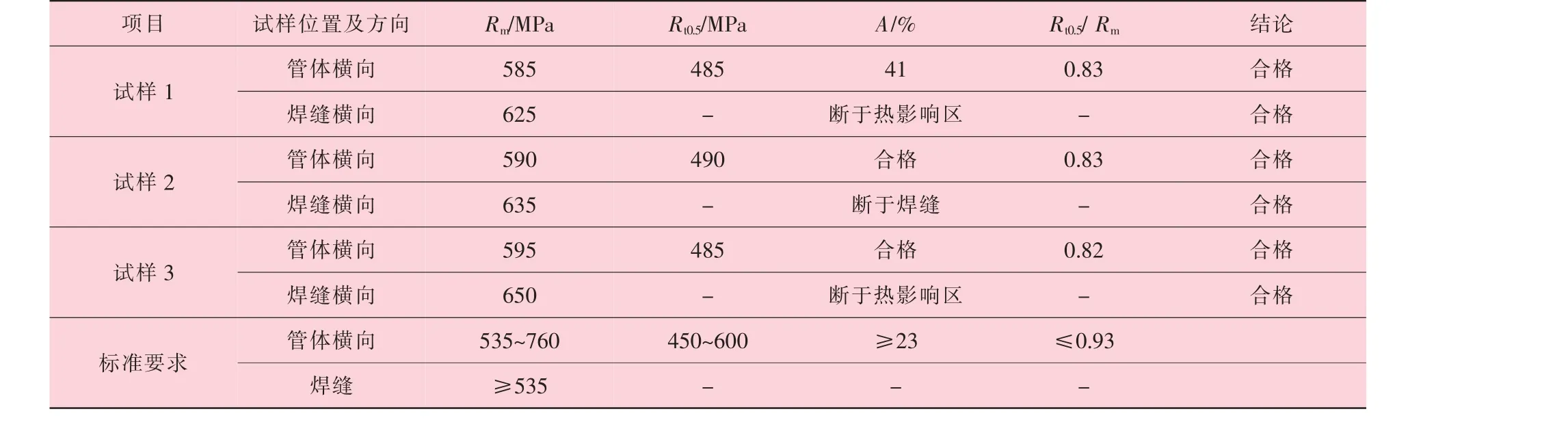
以兰成渝管道与S44 康略高速交叉段迁改工程用X65M 钢级Φ508 mm×12.7 mm 直缝埋弧焊管为例, 进行力学性能检测, 焊管生产执行API SPEC 5L: 2012 及DEC-OPL-S-PL-004—2020-1。
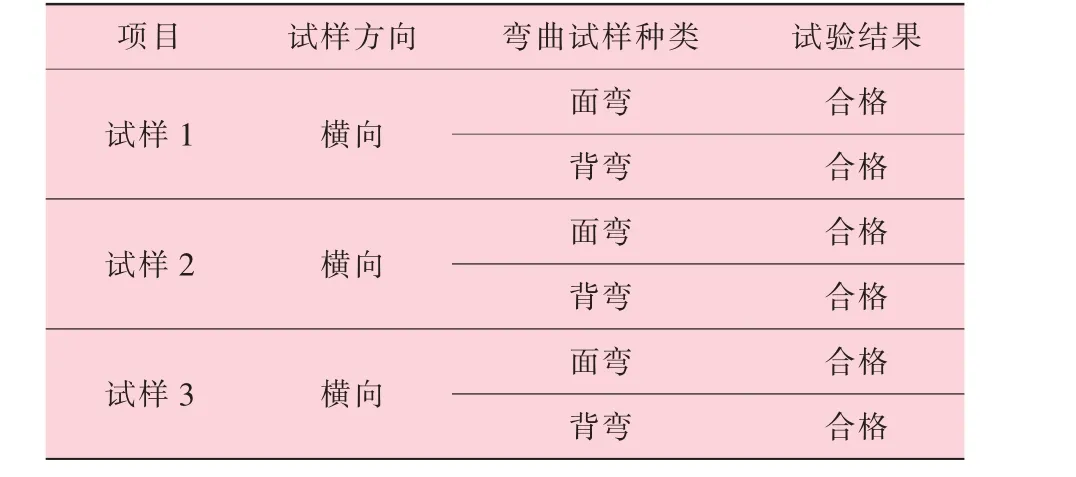
(4) 在垂直于焊缝方向上制备焊接接头面弯和背弯试样, 进行导向弯曲试验, 试样宽度为38.1 mm, 厚度为钢管壁厚。 弯芯直径为220 mm,弯曲角度为180°, 试验按ASTM A370 要求进行, 试验结果见表4。
(2) 在距焊缝90°管体横向、 焊缝、 热影响区取夏比V 形缺口冲击毛坯, 靠近钢管外表面加工成10 mm×10 mm×55 mm 的冲击试样, V 形缺口垂直于钢管表面, 夏比冲击试验结果见表2。

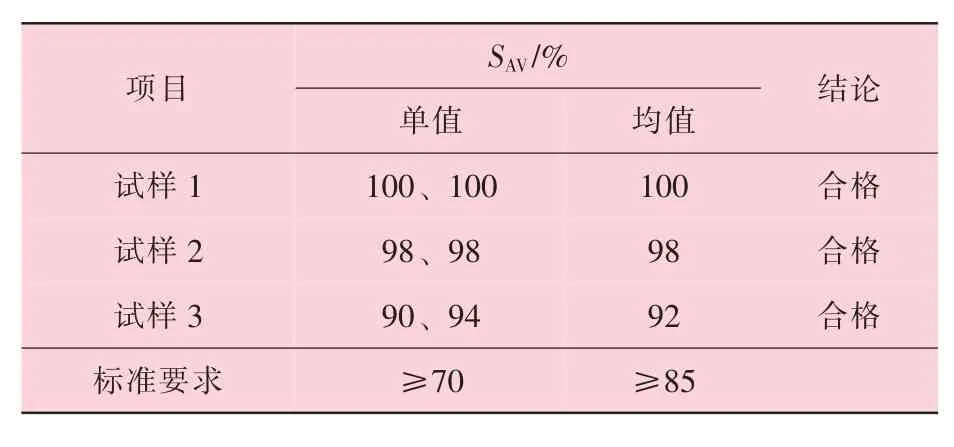
(3) 在距焊缝90°的管体上取横向落锤撕裂试样, 加工尺寸为300 mm×76 mm×t, 缺口为标准压制V 形缺口, 试验设备型号为JL-50000, 试验按API RP 5L3 要求进行, 试验结果见表3。
例2:(2002年(襄樊市中考题)如图8,已知在矩形ABCD中,AB=6cm,BC=12cm,点P从点A开始沿AB边向点B以1厘米/秒的速度移动,点Q从点B开始沿BC边向点C以2厘米/秒的速度移动,如果P、Q分别从A、B同时出发,设S表示面积,X表示移动时间(X>0),
(1) 分别在钢管管体和焊接接头上取横向拉伸试样。 试样为长50 mm、 宽38.1 mm 的全壁厚矩形试样, 试验在WESE-2000E 试验机上进行,试验标准为ASTM A370。 拉伸试验结果见表1。
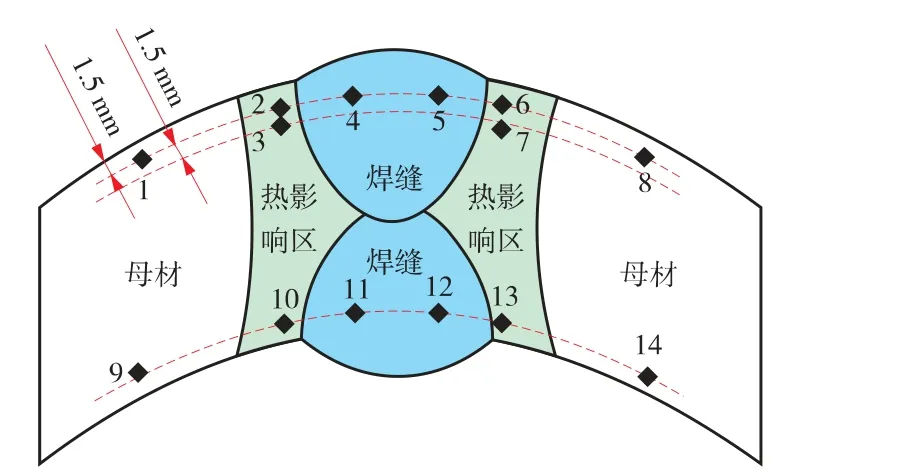
(5) 在焊接接头上取全壁厚横截面试样, 进行10 kg 载荷维氏硬度试验, 试验机型号为FVARS9000, 硬度测试点分布如图12 所示, 试验结果见表5。
昨晚借着夜色,警卫连长陈大勇,台湾义勇队员潘云,老兵缺一指,三人匍匐着爬过一八九团的阵地,又从日军两个联队间隔不到三十米的缝隙间冒死爬出,现在,他们已经突围到兰溪北面日军的占领区。

(6) 对于钢管两端周长差≤1 mm、 管端椭圆度≤3 mm、 噘嘴≤0.5 mm、 切斜≤0.6 mm、错边≤0.5 mm、 12 m 管长直度≤8 mm、 管端1 m直度≤1 mm、 焊缝内焊余高≤2.2 mm、 外焊余高≤2 mm 的钢管内外表面进行检查, 未发现批量划伤、 摔坑、 电弧烧伤等缺陷, 钢管管端内外焊道质量良好, 钢管外观几何尺寸优于规范要求。
完善的管理制度与规范是信息化管理的基本保障。在影像科医疗设备的信息化管理与设备维护过程中,医院应该从长远考量,推动传统管理制度的优化,根据信息化管理与维护要求,构建新的管理制度与规范,如加强对设备信息化管理的监督,任用专业的监督人员,对设备管理与维护中的数据进行审核与检查,及时发现其中存在的安全隐患,对管理与维护工作做出纠正与指导,督促科室完成自检,提高信息化管理水平。
检测分析表明, X65M 钢级Φ508 mm×12.7 mm直缝埋弧焊管的力学性能、 外观质量及尺寸等各项指标均符合API SPEC 5L: 2012 及DECOPL-S-PL-004—2020-1 标准要求。
5 结 论
(1) ODF 成型技术为中直径直缝埋弧焊钢管提供了一种新型制管工艺, 结合辊弯和UOE的优势, 提高了中直径直缝埋弧焊管的生产效率和产品质量。
(2) ODF 机组实现了既可以采用卷板为原料, 也可以采用单板为原料的直缝埋弧焊管连续生产方式, 有效提高了制管效率, 降低了生产成本, 在中直径直缝埋弧焊管制造方面具有良好的应用前景。
(3) ODF 成型技术、 合缝数控技术和高速气体保护预焊技术的融合, 实现了成型、 合缝、 预焊设备的一体化, 以及调型控制数字化和操作一键化。
(4) 通过成型过程中管坯预弯工艺设计, 解决了中直径直缝埋弧焊管精焊后弯曲度大导致的无法进行自动扩径的难题。
(5) 针对扩径和定径不同工艺路线, 设计了专属孔型和调型参数, 该设计使得成型后管坯的应力分布更加均匀, 扩径或定径后残余应力更低。
[1] HERYNK M D,KYRIAKIDES S,ONOUFRIOU A,et al.Effects of the UOE/UOC pipe manufacturing processes on pipe collapse pressure[J]. International Journal of Mechanical Sciences,2007,49(5):533-553.
[2] 韩景宽,李育天. 我国油气管网建设“十三五”回顾及“十四五”展望[J]. 石油规划设计,2021,32(1):1-4,66.
[3] 段天宇,徐博,张愉. “十四五”中国天然气管网发展趋势分析[J]. 世界石油工业,2020,27(3):5-12.
[4] 高鹏. 2021 年中国油气管道建设新进展[J]. 国际石油经济,2022,30(3):12-19.
[5] 彭在美,沈发楚,嵇绍伟. 我国UOE/JCOE 直缝埋弧焊管机组的现状及发展趋势[J]. 钢管,2013,42(2):1-5.
[6] 黄卫锋,李建新,姚士杰,等. 宝钢UOE 大口径直缝埋弧焊管机组的技术特点与优势[J]. 宝钢技术,2008(5):11-14.
[7] 唐中川,高强. UOE 和JCOE 管线管的性能和成本分析[J]. 现代制造技术与装备,2010(2):14-16.
[8] 谢仕强,王 波,黄卫锋,等. 特殊需求UOE 管线管的开发及应用[J]. 焊管,2016,39(4):27-37.
[9] 胡日荣,李殿杰,张春林,等. HFW 典型成型技术对比研究[J]. 焊管,2017,40(6):38-46,52.
[10] 胡松林. 高频焊管制造技术的进步[J]. 钢管,2016,45(4):1-6.
[11] 王旭,赵晶,肖都琴,等. HFW 钢管用于油气输送管道的问题思考及建议[J]. 钢管,2013,42(2):48-50.
[12] 赵春友. COE 中直径直缝双面埋弧焊管的研制与生产[J]. 钢管,2014,43(4):33-37.
[13] 陈昌,裴银柱,黄克坚.COE 新型制管工艺应用研究[J].焊管,2016,39(5):37-43.
猜你喜欢
钢管(2023年2期)2023-08-06 05:33:48
汽车实用技术(2022年16期)2022-08-31 07:24:36
建筑与预算(2022年3期)2022-04-22 10:48:50
橡塑技术与装备(2021年7期)2021-04-22 15:55:06
制造技术与机床(2019年10期)2019-10-26 02:47:34
建材发展导向(2019年11期)2019-08-24 06:35:28
科技资讯(2016年9期)2016-05-14 00:55:35
现代冶金(2016年6期)2016-02-28 20:53:11
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
