
一种产线多部品组装工位智能工作站的开发与设计
2022-09-22 08:51万金根冯镇球张英军
机电工程技术 2022年8期
万金根,冯镇球,张英军
(东莞新友智能科技有限公司,广东 东莞 523533)
0 引言
智能设备不断地进入生产、制造领域,旨在提高生产效率、产品品质[1-6]。例如:护士工作站智能提醒功能的设计应用提升护士工作效率,提高护理质量,保证患者安全[7-8]。智能电网安全监控极大地提高了电网的安全和电网的质量[9]。工业机器人智能生产线的打造提高了生产效率和生产精度[10]。利用智能机器人、视觉跟踪等设备与企业系统的互联,实现了按照生产计划和生产工艺生产的目的[11]。数控机床行业通过改装数控机床自动门、外加PLC作为智能工作站的上位机和采用触摸屏监控等形式,实现数控机床上下料智能工作站的设计,不仅能够提高工作效率,而且能够很好地监控数控机床的运行状态[12]。各式各样的智能设备的应用,与人实时交互,有效地降低人为因素导致的产品品质问题,也提高了生产效率。在实际的工厂组立生产工艺过程中,一个产品由各种各样的部件组成,当部件数量过多时,单纯靠人工作业很难保证产品的质量,在组装过程中很容易出现漏装、错装、作业顺序错误等现象,因而通过智能工作站的应用来改变传统的作业方式,降低人力资源投入,有效提高作业人员的安全性和产品的标准性。同时新员工可通过智能工作站进行自主反复训练,不仅节约了培训人工费用,而且还缩短了培训时间,使新员工能够更快地上线作业。
1 智能工作站
智能工作站设计的目的:一是作业流程管控,防止错误作业;二是作业动作引导,提升作业效率;三是缩短新人教育时间。智能工作站在硬件方面的功能有作业防错防呆、作业动作引导、缺料呼叫等;软件方面的功能有权限管理、生产数据显示、机种管理、作业偏好管理等。
智能工作站的整体布局如图1所示,包含电脑与显示器、照明灯、货架、下沉式原料箱、运动气缸、工作台面、状态信号灯、信号采集与显示部分(指示灯、反射传感器、对射传感器)、功能按键、运动控制箱等构成。

图1 智能工作站整体布局
智能工作站有如下优点。
(1)对作业流程进行管控,防止错误作业,提高产品品质水平。
(2)作业动作引导,提升作业效率。
(3)新作业员培训时具备全程可视化指导,培训时间缩短,一定程度上可实现自主学习与培训。
(4)机种作业流程可编辑、新建、修改,机种切换方便,对应机种切换,装有存储机能(程序记录),能在电脑上储存多个作业(每个机种、每个品目、每个作业流程),并提供下载功能。
(5)与作业指导书联动,作业开始时,PC播放指导书内容,播放进度需与作业进度同步,支持作业手顺书全屏显示,特定重要部品用量可实现特写与放大显示。
2 智能工作站硬件系统设计
2.1 硬件结构
智能工作站硬件结构如图2所示,由控制部分、显示部分、执行部分、信号采集部分构成。主控板(控制箱)的功能是处理传感器IO的信号、控制货架升降气缸、控制操作指示灯与设备状态指示和与上位机之间的信息传输。上位机软件主要功能是机种管理、权限管理、作业过程的实时跟进与处理等。
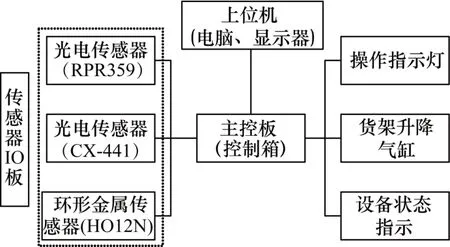
图2 智能工作站硬件结构
2.2 传感器IO板
传感器IO板实物如图3所示,其PCB板如图4所示,包含电源及CAN通信接口、光电传感器、5050RGB、可调电阻、J-LINK下载接口等。

图3 传感器IO板实物

图4 传感器IO板PCB
传感器IO板接线通过J1为系统供电,并与上位机通信。其中各个部件的作用与功能如下。
(1)电源及CAN通信接口(J1):1、2脚为电源引脚为系统供电,3、4脚为CAN通信引脚,与上位机通信。
(2)红外传感器(RPR):人手动作检测。
(3)RGBLED(LED):动作指示。
(4)可调电阻(VR):通过调整电阻阻值来调整传感器的灵敏度,阻值越小灵敏度越高。
(5)下载接口(J3):单片机程序下载端口。
2.3 主控板
主控板实物如图5所示。主控板的功能包括控制工作台传感器、设备状态指示灯、三色灯,以及气缸升降。气缸控制继电器实现气缸的自动升降。

图5 传感器IO板实物
控制箱共4个接口,分别为CN1CN2DIO1220V,如图6所示。其中,CN1连接CAN、USB端接工控主机;CN2引出传感器IO板的电源与通信接口(+12、GND、CAN_N、CAN_P)、气缸控制接口(S1、S2、+24);DIO1连接工作台传感器、三色指示灯等,此接口将DIO板卡(16输入、16输出)的所有IO口引出到转接板上;AC 220 V为220 V电源接口。

图6 传感器IO板实物
2.4 货架部品布局
货架部品布局如图7所示,分为下沉式和架式布局,每个库位的宽度约为15 cm,在实际使用过程中可以根据部品的大小、数量可使单个部品占据2个、3个或更多的库位。图8所示为某一机种部品实际使用布局。

图7 货架部品布局
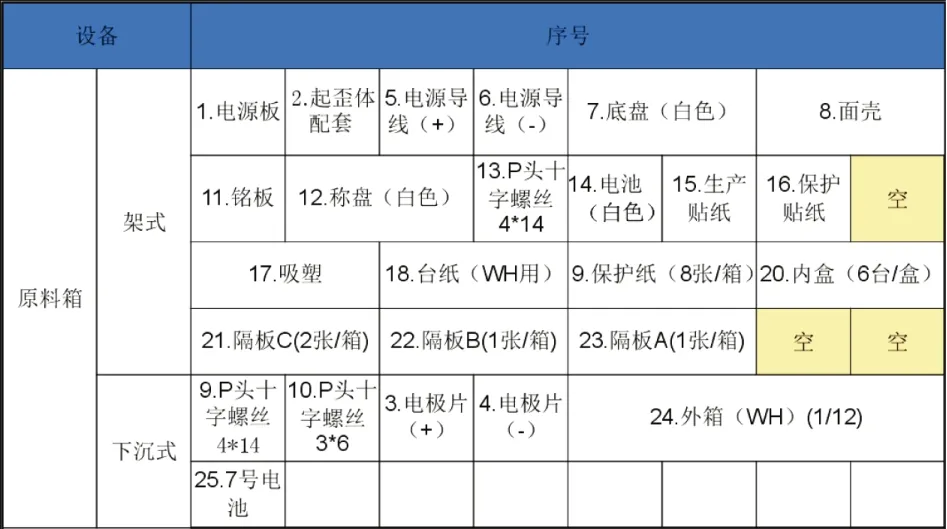
图8 货架部品实际使用布局
3 软件设计
3.1 系统总体流程
系统运行总体流程如图9所示,首先是作业前准备,选择当前需要生产的机种,员工可设置作业的偏好;然后在灯光和作业指导书的指引下严格按照作业步骤生产产品;对作业过程中不符合要求的作业实施提示和报警。当前产品作业结束方可进行下一个产品的作业。
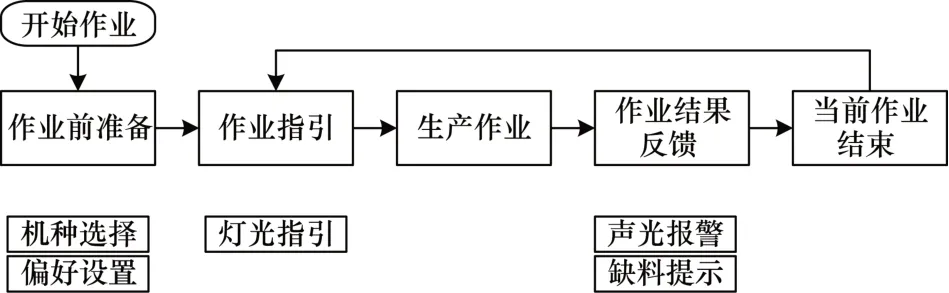
图9 系统总体运行流程
3.2 主要功能
智能工作站核心的功能是在系统的指导、提示以及相应的硬件驱动下使得作业员按照正确的作业步骤和方式一步一步的规范作业,最终组装出合格的产品。极大提升了产品生产效率,具有防呆、防错等功能。主要功能如图10所示。

图10 系统总体运行流程
主要功能如下。
(1)权限管理:对系统的各项功能进行权限设置,用户职责明确。设置软件登录和数据访问权限,便于追本溯源,提升管理和生产的安全水平。
(2)生产数据显示:实时统计和显示生产过程中的产能信息,减少人工统计数据,及时反馈生产情况。
(3)机种管理:可根据实际生产需求进行机种新建、编辑、删除等操作,增加工作站对不同产品的自适应能力,提升工作站的使用率和重复利用率。
(4)作业偏好管理:用户可根据自身的操作习惯设置操作顺序、部件放置位置等。
(5)防呆防错管理:严密监测生产过程中的质量稳定性,对于作业员对部件的错拿、漏拿、拿取顺序不正确等操作实时报警提示;连续多次拿取错误,系统自动锁住,需管理人员解除。
(6)员工培训与资格管理:可视化指导与培训,管理操作员工的培训和技能资格。
3.3 生产作业流程
生产作业流程如图11所示。

图11 基础功能流程
3.4 权限管理
权限管理等级分布如图12所示,用户等级分为作业员、技术员、工程师3个等级。其中工程师为最高用户等级,具有数据显示、偏好管理、机种管理、权限管理的权限;技术员可以对机种进行新建、编辑、选择、删除等操作。
3.5 机种管理
机种管理提高了智能工作站的通用性和多功能性,便于后期机种的维护与使用。机种管理分为机种新建、机种编辑、机种选择、机种删除。新建机种、修改机种、更新程序时需要操作软件CMD(指令表)、Picture(照片)、Sound(声音)文件夹,其存储位置可以通过(1)右键软件图标—>【属性】;(2)【打开文件夹所在位置】—>【确认】,快速访问。配置文件组成如图13所示。

图13 配置文件组成
CMD文件存放机种指令表(CommandData)和功能配置文件(ini)。如图14~15所示。
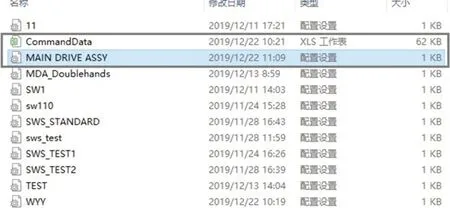
图14 CMD文件夹
CommandData各项意义如下。
(1)序列号:仅指示作用(从1递增)。
(2)步骤号:同时拿去多个部品时使用,步骤号相同则同时拿取,即必须把步骤号相同的拿取完后才进入下一步骤。即并行关系、互不影响(若要设置传感器25、26同时拿取,则步骤号改为相同数值)。
(3)单步号:预留参数。
(4)传感器号:部品对应的传感器,如图15中第1步为拿取传感器25的材料。库位合并:有时一个部品可能占据多个库位如图,这时需将部品占据的传感器号都填写出来,即多个库位可视为一个库位处理,拿取时触发其中任意一个即可,即串行关系。如图15中第8步为拿取占据20、21、22的部品。

图15 指令表(CommandData)
(5)用量:对应步骤部品拿取个数。
(6)指导书:步骤对应指导书页数。
(7)部品图片:要拿取部品的图片。
(8)LED提示:若为Y则要拿取部品对应的指示灯闪烁,为N则指示灯不亮(默认开启)。
(9)声音提示:若为Y则要拿取部品时播报相应提示语音,为N则不播报(默认开启)。
(10)套数管理:拿取套数管理。
(11)作业动作(确认键):若为Y则要拿取部品后需再按下确认键才进入下一步骤,为N则关闭。此项可用于没有传感器对应的动作的确认。
(12)延时时间:作业完成后,延时一段时间进入下一步(一般可不设置,此项用于所需操作时间较长的操作,以确保操作与提示语言同步)。
(13)文本框:此项填写软件运行时需要提示的内容。
功能配置文件(ini)各项意义如图16所示。

图16 功能配置文件
Picture文件夹组成如图17所示。图中文件构成如下:(1)此包含机种对应的图片文件(相应操作指导书和部品图片,以MAIN_DRIVE_ASSY为例),如图18所示;(2)作业完成、复位时显示的图片,不可删除。

图17 Picture文件夹

图18 机种对应图片
Sound文件夹保存有每个传感器对应的语音。(如若在机种指令表(CommandData)中设置传感器1有语音提示则在拿取一号传感器时就会播报1.wav的语音)。注:以文字命名的语音在程序中调用不可删除。
新建机种的操作,大部分是在EXCEL表格内进行的。具体是通过设 置CMD->Command-Data.xls、Picture、Sound文件夹内的内容实现的。在相应表格内填入相关参数,再通过软件逐步读取表格内的参数,经软件解析后,发送相应命令控制底层硬件的工作。双击运行操作软件,在登录界面(图19)点击机种选项后的蓝色加号按钮新建机种。

图19 新建机种初始界面
新建机种界面中各选项意义如下。机种:机种行右边的黑色下拉箭头可选取已经建好的机种类型,若是没建有则点击右边蓝色的按钮创建机种。工位:使用默认值。线别:可手动输入或点击右边的黑色下拉箭头选取。地区:使用默认值。设备:使用默认值。工号:手动输入。密码:手动输入。填写机种信息机种号:输入机种名字(例子输入:TEST)。工位名:输入工位名(例子输入:智能工作站)。设备号:输入设备号(例子输入:XFT-001)。天产能:一天要完成的产量。标准用时:作业完成所需时间(实测300 s左右)。单步间隔:取两个材料的最短间隔(即本次操作完成后,需经过此时间后再进入下一步)。扫码:产品有扫码需要的则勾选。允许错误次数:完成一次组立所允许的错误次数,该项默认为0,新建机种时必须将此项设置为大于1的数,否则会一直提示错误。设置传感器屏蔽(注:此时传感器让能感应,只是拿错时不在进行红灯提示)将对应传感器的可选框内打钩则表明此传感器被屏蔽(即拿错时不进行红灯提示)点击确认,提示“配置文件生成成功”。指令表及机种配置如图20所示。对已创建的机种变更时需要重新配置相关文件。已创建的机种的修改与新建机种操作一致。

图20 指令表及机种配置
3.6 软件运行
双击运行操作软件,在登录界面,点击机种后的下拉箭头选择机种MAIN_DRIVE_ASSY。输入工号和密码,点击登录。登录后如图21所示(此时为产品到位状态)。

图21 程序运行界面
各项内容:
(1)作业指导书区域对应操作指导书的内容;
(2)显示信息对应指令表-【文本框】的内容;
(3)动作次数显示下一次应拿取数量,对应指令表-【用量】的内容;
(4)部品图片显示拿取部品的图片,对应指令表-【部品图片号】的内容,【部品图片号】为几就显示Picture文件夹中同名图片;
(5)动作实际显示当前应拿取数量。
4 结束语
本文设计和开发的智能工作站已应用于实际生产过程中。该平台具有以下优点:(1)防止拿取错漏、减少自工程检查;(2)部品供给改善,缺料自动提示,数据可追溯,作业异常可快速改善,人员管理作业性能改善;(3)部品取用效率改善,提高生产效率;(4)新人上岗无需指导老师,自己选择学习模式进行作业练习,缩短新人教育时间。
目前,该智能工作站已成功应用于打印机部件的组装、电子秤组装、工业机器人组装、PCBA插件组装等生产环节,服务的客户有京瓷、百利达、新技等国内外公司,帮助客户降低生产成本、提高产品品质。针对多部品组装、品质要求高的工位场景未来对智能工作站还具有更大的应用前景。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
艺术科技(2022年6期)2022-06-28
汽车工艺与材料(2022年2期)2022-02-16
民用飞机设计与研究(2020年1期)2020-05-21
上海铁道增刊(2020年2期)2020-01-03
建材发展导向(2019年17期)2019-12-20
民用飞机设计与研究(2019年2期)2019-08-05
民用飞机设计与研究(2019年4期)2019-05-21
汽车实用技术(2018年3期)2018-03-06
汽车与安全(2017年5期)2017-12-09
