冷床输入装置的磨损分析与改进
2022-09-22 07:02栗志红
山西冶金 2022年5期
栗志红
(太重煤机有限公司,山西 太原 030032)
冷床输入装置是冷床的重要运输设备,其运输效果,关系到成品钢材的冷却效果和合格率。其功能:将飞剪剪切后的钢材快速输送到冷床本体进行自然冷却,冷床输入装置主要包含输入辊道、裙板、矫直板等部件(见下页图1)。输入辊道采用单独传动,交流变频调速,辊子悬臂安装在电机轴上,辊子与水平面交角12°夹角。辊道速度(变频调速)略高于末架轧机速度(一般取末架轧机速度的1.05~1.15倍),以防止分段后的轧件追尾。裙板在油缸的升降下,根据工艺要求处于高位,低位(接料),中位,高位(卸料)。并将钢材从输入辊道顶入矫直板第一个齿槽中。
1 冷床输入装置工作原理
在轧线生产过程中飞剪剪切后的轧件进入加速辊道加速运到冷床输入辊道,棒材在冷床输入辊道继续运行。通过液压缸动作。将升降裙板升起、落下。控制棒材滑到制动裙板上。轧件在裙板快速移动,依靠摩擦力制动。使棒材停止在工艺要求的位置,这时裙板升起将轧件送进矫直板矫直、冷却,为进入冷床本体做好准备。
2 冷床输入装置的磨损问题分析
飞剪剪切后的钢材进入输入辊道,温度高,辊道速度快,且在辊面上的运动是先加速、再匀速、最后降速并制动,钢材与辊子同时发生滚动摩擦和滑动摩擦,加剧辊子磨损的主要原因是滑动摩擦,辊子材料为QT700-2,使用时间不长就会磨损出一道深沟,当辊面被磨损到一定程度时,钢材无法落入制动裙板上,会有跑钢现象,严重影响轧钢产量。所以辊子耐磨性和其合理结构对生产顺利运行极其重要。
裙板由油缸驱动不停的上下运动,裙板左面不停的挡钢材,制动钢材,钢材在裙板上滑行,裙板的动作周期≤2.5 s,决定了裙板的工作特点是速度快,动作频率高,裙板的材料为QT700-2,裙板左面磨损严重后,每次检修每块更换就的半小时,因受停机时间限制,只能对磨损严重的进行更换,这就导致新旧裙板交替在线使用,每块裙板磨损不均匀,裙板升降高度不一样,无法保证通过的钢材顺利进入冷床矫直板,经常出现跑钢,乱钢现象,造成裙板故障高。
从裙板上滑下到达矫直板,每根钢材都要滑行到矫直板的第一个槽,然后由动齿送到第二槽,此时速度不象先前的快,长期的频繁使用,发现第一个槽磨损特别严重,后面槽磨损减小,当第一槽磨损特别严重时,矫直板就的整体换掉,浪费时间和成本。
随着国民经济迅速发展、轧线生产线产量越来越大。缩短检修辅助时间,减少生产成本。提高劳动生产率是发展的必然趋势。在冷床输入辊道中,输入辊道辊子、裙板、矫直板数量很大。按120 m算,需要辊子、裙板、矫直板各100个,磨损后整体换掉,显然太浪费。
对上述问题的分析研究,钢材进入输入辊道时,辊面速度过高,钢材和辊面间的摩擦力大以及辊子材质抗高温耐磨性差等因素都影响到辊道的磨损,其中辊道表面材质抗高温耐磨性差是主要原因。只有提高辊道表面材料的抗高温耐磨性才能够减少辊道的磨损,提高使用寿命。根据裙板和矫直板磨损位置不同,只对磨损严重位置加耐磨合金板,提高接触部位耐磨性,满足使用。
3 改进措施
3.1 辊子的结构改进
现使用的辊子(如下页图1序号1)材质为QT700-2,整体铸造加工而成,毛坯生产成本高,加工安装孔等部位较为困难,磨损到一定的程度后整体报废,价格高、浪费材料。将辊子设计成完全对称的结构两端镶嵌高镍铬合金焊接而成(如下页图2序号4),这样当辊面按左段磨损后可调过来用右段。从结构方面基本上提高了一倍的使用寿命。
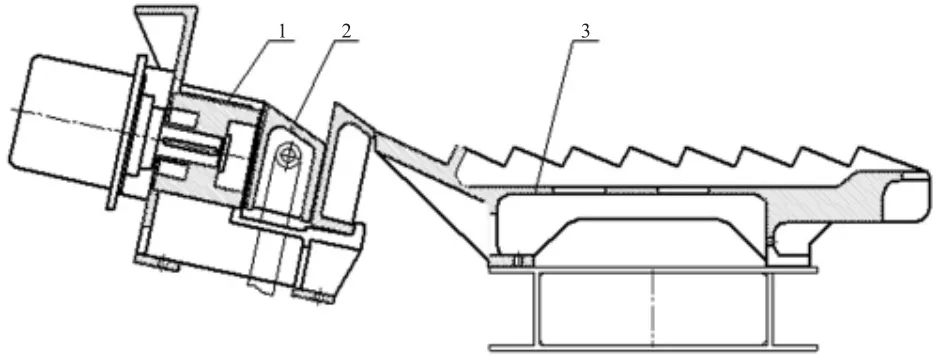
图1 改进前输入装置
3.2 裙板和矫直板的结构改进
在易磨损部位,即裙板左面和矫直板的第一槽镶嵌高镍铬合金板(如图2序号5,6,7),用沉头螺钉安装在裙板上和矫直板上,磨损严重时,只要换掉高镍铬合金板即可,节约了检修时间和成本。
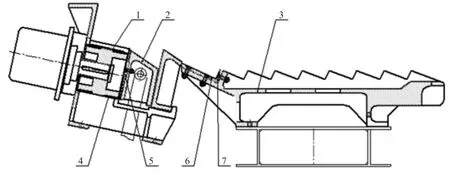
图2 改进后输入装置
原QT700-2调质硬度达270-300HB,改进后的高镍铬合金,冲击韧性好,耐高温,热处理后硬度和耐磨性均超过了原材料,具有良好的综合力学性能,适应温度1 000℃以下,主要适用于矿石堆管,各种衬板。再根据F=mgμ(m为质量;g为重力常数;μ为摩擦系数)可知改进后的摩擦系数减小,在相同质量条件下,受力减小,磨损减小。
改进后的输入装置,输入辊道辊子磨损后可以掉头使用,裙板、矫直板磨损后,只需将螺钉从裙板和矫直板中拔出后,取出耐磨板,然后更换,不需要更换其他任何零件,劳动强度减小,方便快捷,尽可能的减小了对轧线生产的影响、满足了用户快速更换的要求、降低了生产成本,提高了生产率,取得了极大的经济效益,得到了广大用户的好评,并得到了大力推广。现已经在云南玉溪仙福使用,效果良好。
4 使用效果
通过改进前后的实际使用效果对比,使用周期短,平均只有1个月的时间,更换下后无利用价值,更换备件的劳动强度较大,改进后使用周期约8个月左右。对比前后寿命提高了8倍,从而降低了停机率,通过云南玉溪仙福2年多的使用,每年的停机率降低了0.23%,而且改进后的耐磨材料更换下后,可以回炉提取,循环利用,提高了使用周期。
5 结语
经过对冷床输入装置辊子、裙板和矫直板的材质和结构的改变,提高了辊子、裙板和矫直板的使用寿命,保证了轧钢的顺利进行。改进后运行良好,在后续的生产过程中,对磨损后,只对辊子整体更换,裙板和矫直板只进行耐磨板的修复或更换即可。耐磨寿命至少提高一倍。从经济效益方面来说,QT700-2材质的采购价为每块1 200元,现在因鑲嵌合金修复费用为每块2 100元。使用寿命不会低于2年,寿命提高了8倍,按辊子、裙板和矫直板各100个算,原先费用1 200元×300=36万元,现在费用2 100元×300÷8≈8万元,节约了成本28万元,过钢量按每年40万t算,减少4次检修,检修费用节约160万元,加时间价值一年约节200多万元,可见改进后取得了较好的经济效益。
猜你喜欢
科学技术创新(2022年26期)2022-09-26
钛工业进展(2022年1期)2022-03-14
中国金属通报(2021年4期)2021-05-20
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
中国金属通报(2020年10期)2021-01-06
商品与质量(2020年23期)2020-10-09
新商务周刊(2019年12期)2019-08-08
汽车实用技术(2018年13期)2018-07-26
中南大学学报(自然科学版)(2017年11期)2017-12-11
建筑工程技术与设计(2015年22期)2015-10-21