两种典型定位方式“过定位”问题研究
2022-09-20 02:22郭湘宇
内燃机与配件 2022年13期
0 引言
在机械制造过程中,机床夹具的使用可以稳定可靠的保证工件的加工精度、提高生产效率、减轻劳动强度、扩大机床的加工工艺范围
。 依据工件加工要求的不同,采用“完全定位、不完全定位、过定位”等三种定位方式。“过定位”是指工件定位时,工件的定位点超过了六个或同一个自由度被两个或两个以上约束点约束的现象
。“过定位”技术在机械设计和高速精密加工中的应用已经得到普遍认可,合理的”过定位”有利于提高系统刚性、改善加工质量
。若“过定位”的目的不是为了提高“系统”的刚性,应该避免使用“过定位“,因为”过定位“的结果,将使工件的定位精度受到影响,定位不确定会使工件或定位件产生变形
。
当有套筒类零件定位选用“一面一孔”,箱体类零件定位选用“两孔一面”典型定位方式定位时,因所选用的定位元件如轴、销长度过长,或平面过大时,依据“六点定位原理”分析此类定位均为“过定位”。问题是:定位元件的长度多少或定位元件面面积多大时此类定位才不会“过定位”?是否有确定的数值或与工件某个参数有一定的函数关系?至今没有定论。这就造成机床夹具设计过程中存在不确定因素,需要对此类情形加以论证。
对于突发事件的出现,教师要迅速做出反应,根据问题的实际情况采取合理的措施。把事态扼制住,避免对课堂产生进一步的影响。例如:在足球教学比赛中,因为犯规而引起的学生间的争执。教师要及时阻止事态发展,引导学生“友谊第一,比赛第二”。
1 “一面一孔”“过定位”分析论证
1.1 套筒零件加工工艺方案与定位分析
如图1所示套筒零件,机械加工工艺方案为:工序一:以毛坯外圆表面C作为粗基准定位加工孔A、端面F;工序二:以端面F、孔A作为精基准定位加工外圆C、端面D、外圆E、端面B,保证孔A与外圆C、E同轴度,孔A、外圆C、E与端面B垂直度。
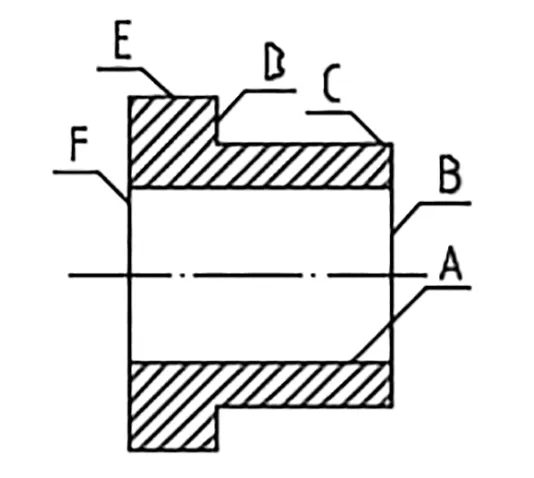
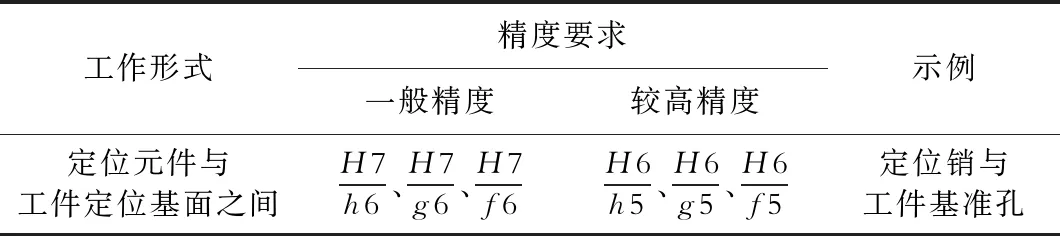
工序一采用外圆定位。即选用工件外圆C中心轴线作为粗基准定位限制工件4个自由度,工件的“不完全定位”由通用夹具“三爪卡盘”实现。 工序二采用“一面一孔”典型定位方式定位,即选用工件的A孔轴线和F面作为定位基准限制工件5个自由度,工件“不完全定位”由设计“专用夹具”实现。
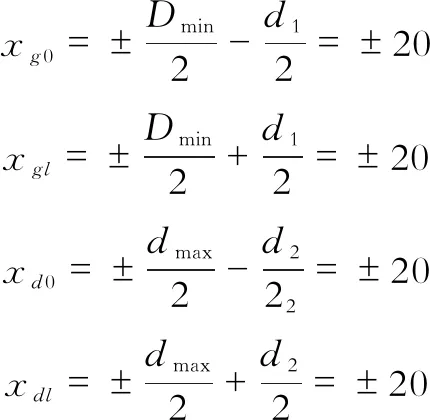
其中:±
0
——孔深为0时工件孔直径横坐标值;±
——孔深为
时工件孔直径横坐标值;
——工件孔直径最小值;
——工件孔垂直度误差。
在温柔的防浪石堤上,他掏出一块洁白的大手帕,细心地垫在石头上,让她坐了下来。可能是太紧张,她的手直出汗,他又取出一块小手帕,塞在两只手之间。她心想:手帕真多!
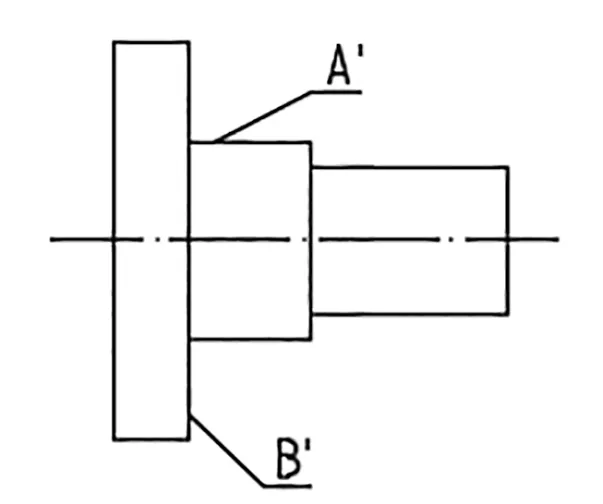
如果设计一定位元件3如图4所示。定位元件中的大平面B’作为限位基面与套筒F平面接触限制工件3个自由度,长心轴A’作为限位基面与套筒的A孔接触限制工件的另外4个自由度,则因工件某个自由度由两个以上支承点限制工件的同一个自由度,使得工件的定位出现“过定位”现象。
1.2 “一面一孔”定位“过定位”现象分析论证
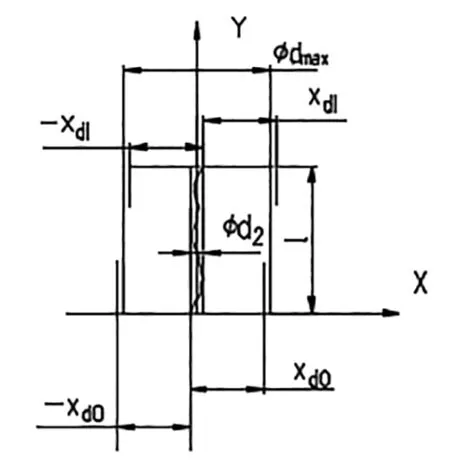
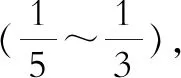
其中:±
0
——定位心轴长度为0时心轴直径横坐标值;±
——定位心轴长度为
时心轴直径横坐标值;
——定位元件轴直径最大值;
——定位元件垂直度误差。
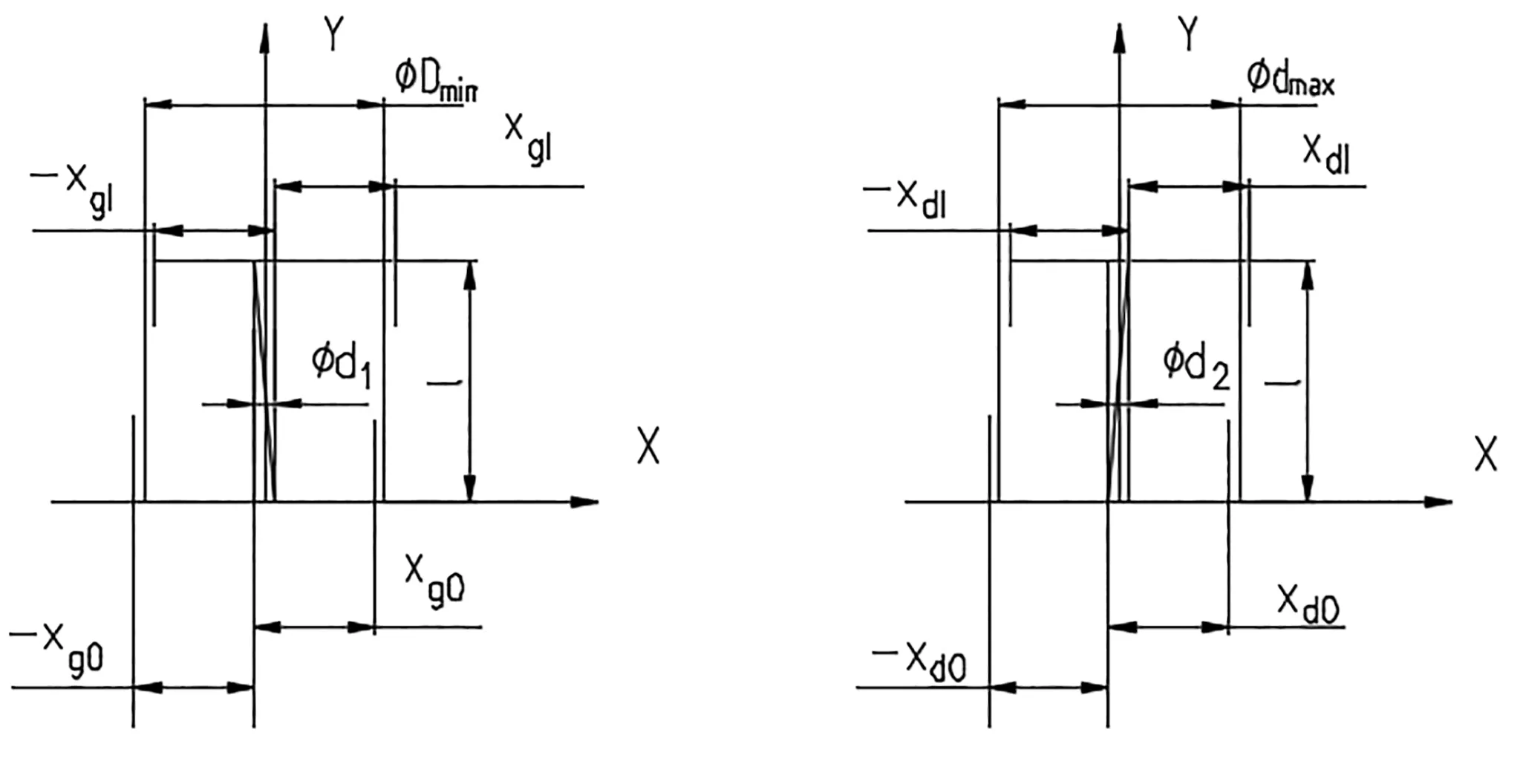
因工件孔轴线的不垂直,造成工件孔的轮廓线随轴线偏移。同样,定位元件心轴的外圆母线也会随着其轴线不垂直造成偏移。选用“一面一孔”定位时,工件孔的轴线和定位元件心轴的轴线偏移方向总是可以相同,工件内孔的轮廓线和定位元件心轴的外圆母线也会相应向同一方向偏移。
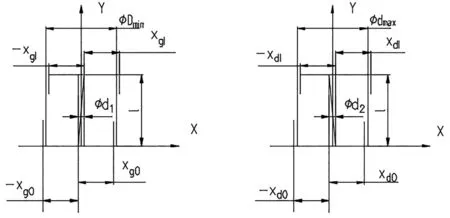
建立坐标系,以纵坐标
表示工件孔的深度和定位心轴的长度,横向坐标
表示工件孔直径和定位元件直径进行分析。为便于分析,将处于同一坐标系的工件和定位元件分成工件、定位元件两个坐标系如图5、6所示进行分析。分析可知:
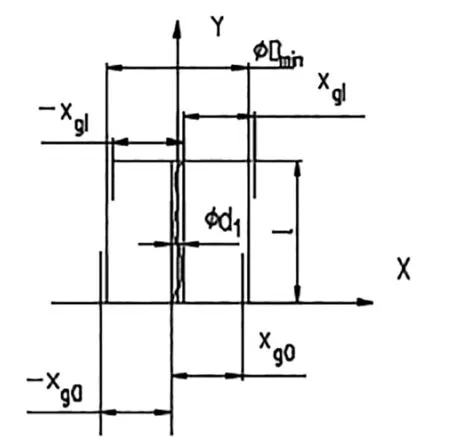
当工件孔垂直度误差为Ø
时,工件孔直径的横坐标值分别为:
在日常管理中,只有规定的人员(主管人员或船长、部门值班员)和经过许可的人员才可以进入,如驾驶台,只有船长、驾驶员、值班水手和经过许可的人员才可以进入驾驶台,其他人未经许可进入就被视为禁止的。限制区域标识,必须保持清晰可见,一旦因保养被覆盖或年久掉色等,必须重新标识,保安巡逻过程中应重点对限制区域严格检查。
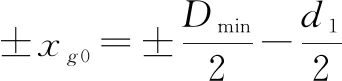
(1)
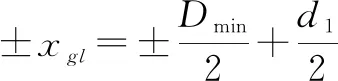
(2)
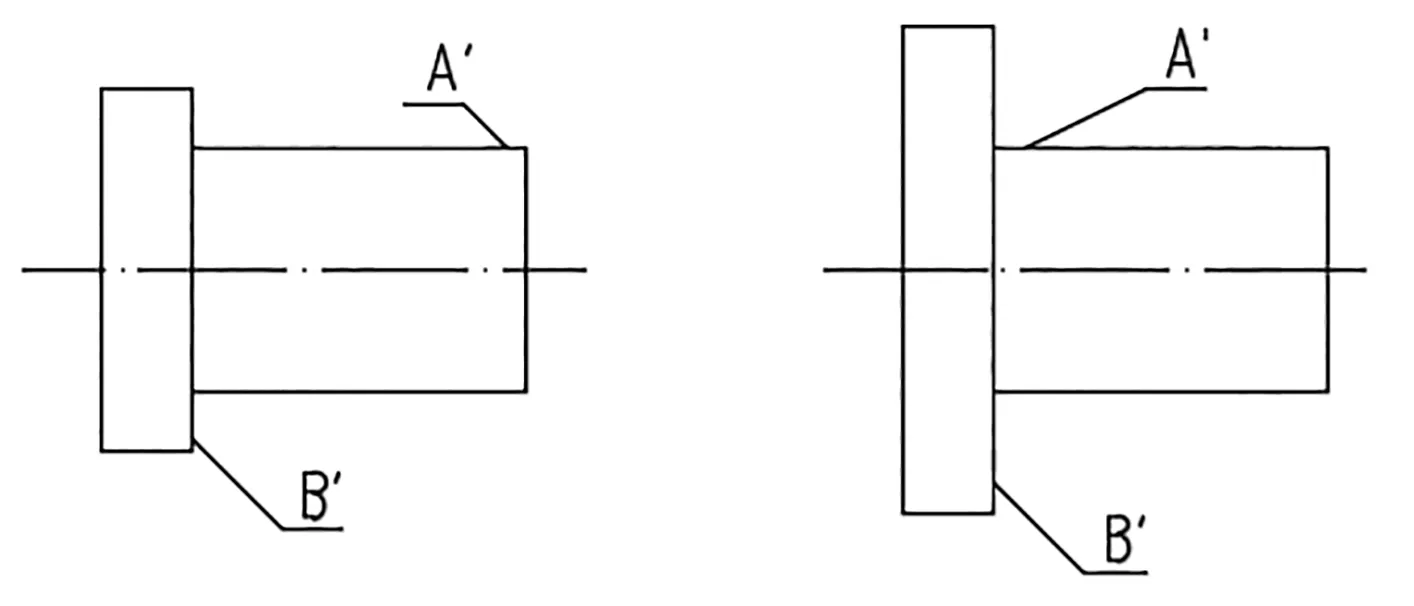
工序二所使用的专用夹具设计时,因选用的定位元件不同有两种定位方式:1)设计一定位元件1如图2所示。定位元件中的大平面B’作为限位基面与套筒F面接触限制工件的3个自由度,定位元件中的短心轴A’作为限位基面与套筒的A孔接触限制工件另外2个自由度;2)设计一定位元件2如图3所示。定位元件中的小平面B’作为限位基面与套筒F平面接触限制零件1个自由度,长心轴A’作为限位基面与套筒的A孔接触限制零件的另外4个自由度。
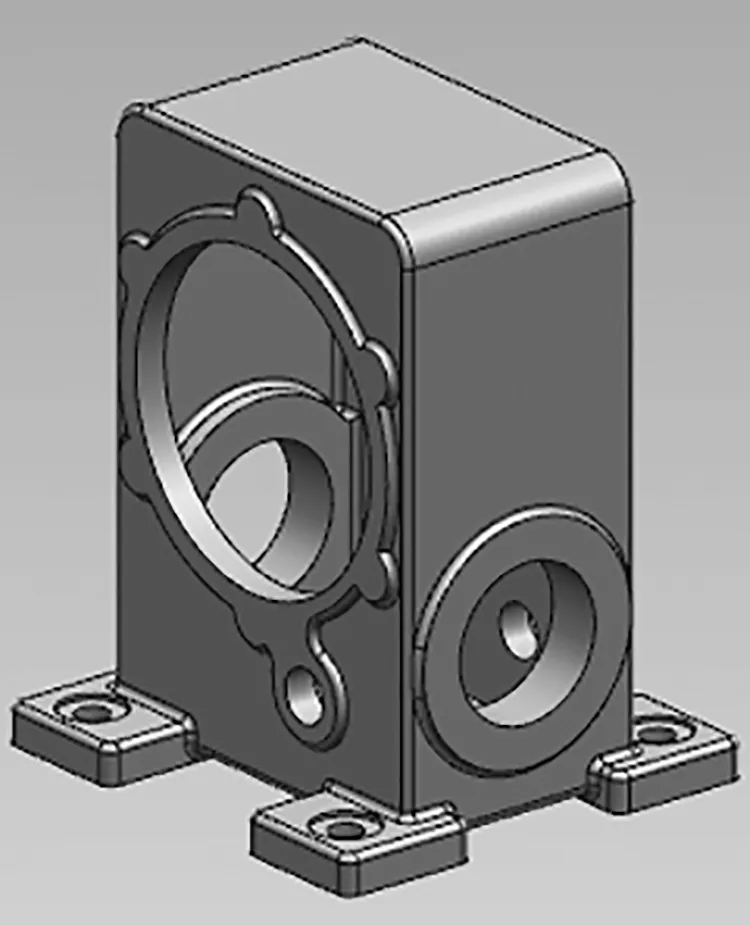
如图7所示箱体零件的加工,加工工艺方案是:首先加工箱体底平面、再加工与底平面垂直的两个圆孔作为定位基准再进行后续加工。后续加工的定位方案是采用“一面两孔”定位方式定位,即选定箱体底平面作为定位基准,限制工件的三个自由度。选定箱体上与底面垂直的两个孔作为定位基准,其中的一孔与作为定位元件的短圆柱销配合限制工件两个自由度,另一孔与作为定位元件的削边销配合限制工件一个自由度,实现箱体“完全定位”定位。
高职教育培养的是应用型技能型人才,商务英语专业跨境电商人才的培养必须高度重视实践教学环节,高职院校可以从以下三个关键点着手,强化锻炼学生的实践技能。

(3)
(4)

2.2.2 Y向极限偏移分析


由表2可知,工件基准孔直径的4点坐标值的绝对值均大于定位心轴直径对应的4点坐标值的绝对值,因此无论定位心轴长度
等于多少,定位心轴与工件件基准孔之间均保持一定的间隙,不会有任何接触而产生干涉。
由此可知,“一面一孔”定位时,决定“过定位”现象出现的主要因素是:工件孔垂直度、定位元件心轴的垂直度、工件孔和定位元件心轴之间的最小配合间隙。
2 “一面两孔”定位由垂直度引起“过定位”分析论证
2.1 箱体零件加工工艺方案和定位分析
定位元件轴的垂直度误差为Ø
,定位心轴直径横坐标值为:
2.2 分析论证

2
2
1
方向极限偏移分析
对于一个基于RBF核函数的SVM,其划分效果是由参数(C,γ)决定, C为惩罚因子,γ为核参数。实验中用k折交叉验证法来评估SVM优化结果的推广能力。

由表3可知,工件孔直径的4点坐标极值的绝对值均大于定位心轴直径对应的4点坐标值的绝对值,因此无论定位心轴长度l等于多少,工件孔与定位心轴配合能保持一定的间隙,不会有任何接触而产生干涉出现“过定位”。
此时工孔的直径坐标没有任何偏移,定位心轴的直径坐标也没有任何偏移。定位元件与工件基准孔之间保持间隙为0的间隙配合,工件的孔和定位元件心轴之间没有干涉,没有“过定位”现象出现。
图像二值化后就需要找到并标记图像中的每个连通区域,实现目标从背景图像中分割出来,为后续的计算形心坐标做准备。MATLAB中的bwlabel函数可实现找到并标记二值图像中的每个连通区域。
2.学习交互。目前有许多干部网络学习平台开设了学员论坛,但是交互模块中学员之间的交流实效性较差,难以及时地解决问题,实现思维的碰撞,且个人的知识点多散落于论坛各版块,难以形成知识的汇聚和共享。此外,对于学员发表内容的监控也有一定难度。
因工件两定位用孔、定位元件两定位销因垂直度误差在Y向,单向偏移和工件一孔、定位销一销垂直度误差在X向偏移一样,这里不再进行重复论证。现论证工件两定位孔因垂直度误差双方向偏移、两定位销因垂直度误差与工件两孔垂直度偏移方向相反的极限情况。如图9、10所示。
对于大型或集团化的企业,现在大多采用财务共享中心管理模式,利用互联网对财务共享中心进行建立,使得在多地有分公司经营或跨地域生产基地的企业,在经营过程中直接对接与财务部门对接,利用财务软件与网络技术,对数量繁多、内容相同的数据进行批量处理,不仅可提升工作效率,加快经营信息的传递速度,还降低了人力成本。同时,通过财务共享中心,各个部门对数据有需求时进行提取是十分方便的,有助于进一步提升工作的综合效率。
考虑工件和定位元件不垂直度极限情况,设工件两个定位孔轴线向不同方向偏移,两定位元件销与对应工件的孔向相反方向偏移,如图所示。代入公式(1)、(2)、(3)、(4)得数据如表4所示。


由表5可知,箱体两个定位基准孔直径的4点坐标的绝对值均大于对应两个定位销直径的4点坐标极的绝对值。因此无论定位心轴长度
值等于多少,定位心轴与工件孔配合保持一定的间隙,不会有任何接触而产生干涉。


3 结论
零件选用“一面一孔”或“两孔一面”定位方式定位时,并不是因定位元件中的轴、销长度过长或平面过大,造成定位元件的限位基准与工件定位基准发生干涉出现“过定位”现象。产生“过定位”的主要原因是工件垂直度误差过大、对应的定位元件垂直度误差过大,工件与定位元件配合间隙过小。零件设计、加工和夹具设计、加工时,只要使工件作为定位基准的孔与作为定位基准平面之间的垂直度达到一定精度,并使对应的定位元件垂直度相应提高,再者保证工件定位基准孔与定位元件间为间隙配合,可完全避免“过定位”现象的产生。 为零件的装夹定位过程中零件安装定位方便,夹具中的心轴定位元件或销定位元件在能够满足准确定位的前提下,长度短一些更为便利工件的装夹定位。现有机械加工技术为提高零件和夹具加工精度提供了可能。
[1]吴拓,孙英达.机床夹具设计[M].北京: 机械工业出版社,2009.
[2]王先奎 .机械制造工艺学[M].北京:机械工业出版社.2011.
[3]辛百灵,陈桂芳.桥壳中段卧式双面数控镗床专机夹具设计[J].制造技术与机床,2021,12.
[4]齐彦,汪韬,康西英.一种生产线缸体夹具设计与实现[J].制造技术与机床,2021,10.
[5]娄云鸽,陈伟伟,张伟.发电机定子铁心垂直度检测系统研究[J].制造业自动化,2019,12.
[6]彭庆林,欧阳八生,过定位方式的探讨[J].组合机床与自动化加工技术,2005,2.
[7]赵庆军.过定位工具系统在重载切削中的应用[J].工具技术,2014,10.
[8]王超,高云郭,乔健.高重复定位稳定精度的副车架设计[J].计算机仿真,2014,10.
[9]韩克昌 .过定位在夹具设计中的应用[J].机械工艺师.1988,7.
[10]中华人民共和国国家标准 .形状和位置公差通则、定义、符号和图样表示法GB/T1182-1996)[S].北京:技术标准出版社,1996.
[11]王光斗 ,王春福. 机床夹具设计手册[M].上海: 上海科学技术出版社,2009.
猜你喜欢
轻兵器(2022年10期)2022-10-22
汽车实用技术(2022年12期)2022-07-05
交通科技与管理(2021年13期)2021-09-10
装备维修技术(2021年20期)2021-03-29
河南科技(2020年36期)2020-06-10
商情(2020年4期)2020-03-23
卷宗(2016年11期)2017-03-24
数字技术与应用(2016年11期)2017-02-09
幼儿教育·教育教学版(2016年5期)2016-09-30
卷宗(2016年1期)2016-03-21