
铝合金大型薄壁平板件反重力铸造技术研究
2022-09-08 14:25孟凡奇
世界有色金属 2022年12期
在对高冶金品质复杂的薄壁轻合金构件进行制造时,反重力铸造技术有着非常广泛的应用,在具体的应用过程中主要是以低压以及差压为核心,目前已经受到我国制造业的高度重视。反重力铸造技术在使用时可以体现出明显的逆重力方向充型特点,通过液面加压控制系统作用的发挥,合金液能够实现可控充型,在比较高的压力环境下,能够达到一定的凝固状态,在整个形成过程中可以满足一定的平稳性,并且最终所形成的铸件,其结构非常紧密,可以发挥出非常好的使用性能,对于提升复杂薄壁轻合金构件质量有着非常重要的作用。如今,随着我国科学技术水平的不断提升,铸造计算也实现了对计算机技术的充分利用,从而可以满足一定的高效、节能等优势,在整个工矿企业生产中实现了非常广泛的应用。本文主要应用到了模拟仿真技术,对铝合金大型薄壁平板件反重力铸造进行了深入分析。
1 现有反重力铸造工艺技术与特点
1.1 低压铸造
针对于低压铸造工艺而言,在实际的应用过程中,主要是将压缩空气填充到具有封闭性的下室中,在压力的影响作用下,坩埚当中的金属液会通过升液管进入到铸型中,当压力处于20KPa~60KPa之间时,可以达到一定的凝固状态。目前在轻合金制备工作中,低压铸造作为一种非常普遍的反重力精密成形技术,已经实现了非常广泛的应用。低压铸造技术可以对压力进行有效调节,从而使金属液流动性实现明显提升,可以为复杂薄壁铸件生产提供非常大的便利。另外,在压力环境下,也能保证铸件达到一定的凝固状态,所以实现非常好的力学性能。
1.2 差压铸造
差压铸造主要指的是金属液在压差作用下,充填到预先有一定压力的铸型当中,在达到充型凝固状态之后,可以得到非常好的铸件工艺技术。通常情况下,可以将差压铸造工艺划分为两种形式,分别为增压法与减压法,增压法主要是可以提升坩埚内的压力,在产生一定的压差之后,可以很好的进行充型。而减压法在应用过程中主要是可以降低密封罩当中的压力,在形成压差之后进行充型。差压铸造工艺在应用过程中,其特点主要体现在了以下几个方面:第一,可以对充型压力以及型腔当中的反压力进行有效调节,可以有效防止低压铸造型腔当中的反压力出现变动现象,可以实现最好的金属液平稳充型速度,从而可以防止金属液出现喷射以及飞溅等现象;第二,对压差大小进行有效调节,可以对熔体充型能力进行有效调节,最终保证铸件尺寸可以达到非常好的精准性;第三,通过调节压力差,在一定的压力下,可以保证金属液达到结晶凝固状态,最终所获取到的铸件组织具有较好的密度,同时实现非常好的力学性能。与低压铸造技术相比,差压铸造工艺技术所制备的合金铸件,可以实现非常好的抗拉强度,同时伸长率也能实现明显提升。因此,在对不同合金种类的薄壁复杂铸件进行制备的过程中,使用差压制造工艺可以发挥出非常明显的优势。
近年来,我国学习韩语的人数逐渐上升,而相应的学习教材却相对缺乏,致使学生的韩语学习受到影响。由于人们对韩语教材的需求不断加大,涉及韩国语言以及韩国文化方面的教材不断出现在市面以及网络中,使人们对韩语教材的需求得到了满足。然而,这些韩语教材的质量却是良莠不齐,虽然大多数教材的质量能够得到保证,但其中一些韩语教材却在内容以及质量上出现问题,这些教材由于存在内容错误以及印刷不正规等问题致使韩语教师的教学过程受到影响。
1.3 调压铸造
调压铸造方法主要是在差压铸造研发基础上形成的,属于一种新型薄壁铸件形成技术。在对调压铸造方法进行使用的过程中,可以对薄壁铸件充型能力以及铸件性能起到非常好的调节作用。
采取浇注工艺技术,压力值会对浇铸件质量产生非常大的影响,在对平板铸件所需压力进行计算时,其中铝合金的密度为2.7g/cm
,严格参照重量密度比之间的关系,760mm恭柱相当于铝合金液柱高度,其高度计算为760X13.6÷2.7=3828mm,也就是100KPa大约为1个标准大气压等于3828mm铝合金业柱。所以,1KPa大约等于38mm铝合金液柱。
在具体的应用过程中,其工艺原理主要体现在了以下两个方面:第一,在同一时间内,对上下室进行抽真空,当型腔处于真空状态下时,对下室与上室之间的压力差进行有效调节,使液态金属沿反重力方向进入到型腔。在充型工作结束之后,对充型压力差进行改善,使铸件凝固环境从真空状态向高压状态发生转变,从而在可调压力下,使铸件能够达到一定的凝固状态。
基因位于Y染色体的非同源区段上,其遗传特点为仅雄性个体会表现出相应的性状,而雌性个体不会表现出相应的性状。上述情况很容易判断出,各类型考试中鲜有考查。
2 研究方法
本文在具体的研究过程中,主要是应用到了平板结构件,在对浇注系统进行选择时,采用了缝隙式浇注系统,实现低压浇注。平板试验件与浇注系统设计如下图1a所以。在图2b中,分别排列的是6块平板,分别浇注冒口系统与通用冷铁。

针对以上问题的产生,对整个过程进行严格控制,保证冷铁之间的间隙在5mm以下,然后再进行浇注工作。最后,平板之间产生的缺陷,仍然是缩松缺陷。虽然缺陷在类型上具有一定的相似性,但是,缺陷出现的位置与冷铁之间间隙较大时具有明显的差异。在平板当中,缩松缺陷分布具有明显的分散性,主要是分布在了平板上部、下部、立筒侧附近以及立筒侧较远位置等,同时,在冷铁的中心处也可能会分散缩松缺陷。
第一种浪形划分是针对2449点上升的正常回调。2703点运行的是ABC三浪下跌调整结构,C3已经结束于2489点或者是已经结束于2462点了,目前处于C4小微浪的反弹过程当中;最关键的问题是这里的C5小微浪并不能确认最后会运行到哪里。因为C5小微浪可以是失败的不创新低的,甚至C3-5小浪和C5小浪有时候都很难进行有效的区分清楚。
3 结果与讨论
3.1 冷铁分布产生的影响
在研究过程中采取低压浇注方法,将保压压值设计为35KPa。在对平板件进行浇注的过程中,平板出现了一些问题,主要体现为缩松缺陷,位置主要发生在冷铁比较大的间隙中。针对缺陷出现的位置,对缺陷问题产生的原因进行深入分析。最大冷铁间隙超出30mm,这些位置要低于四周的凝固时间,在凝固阶段中无法实现金属液补充,最终引发缩松缺陷问题的产生。
在对平板铸件进行设计的过程中,将初始厚度设计为20mm,尺寸为576mm×573mm,因为平板铸件的面积比较大,所以在每一块平板当中设置了一条缝隙浇道,其中浇道的直径在67mm左右,浇道的长度为800mm。在对通用冷铁初始厚度进行设计时,将其设置为了15mm。因为典型壁的厚度比较薄,所以在对冒口进行放置时存在一定的难度,所以,可以对缝隙浇道的长度进行延长,从而可以对铸件起到非常好的补缩作用。
结合最终的模拟仿真研究结果进行分析,当铸件厚度平均为20mm,冷铁厚度为15mm时,压差由原本的15KPa上升到20KPa,这时缺陷形成不会出现太大的变化。当压差上升到35KPa时,缺陷形成比较明显。在具体的检验过程中,应用到了压差为20KPa的浇注工艺,从而完成对平板的浇注工作,结合最终的缺陷产生数量来看,明显超出了压差为35KPa时所形成的缺陷数量。由此可以看出,压差对铸件缺陷产生有着很大影响。
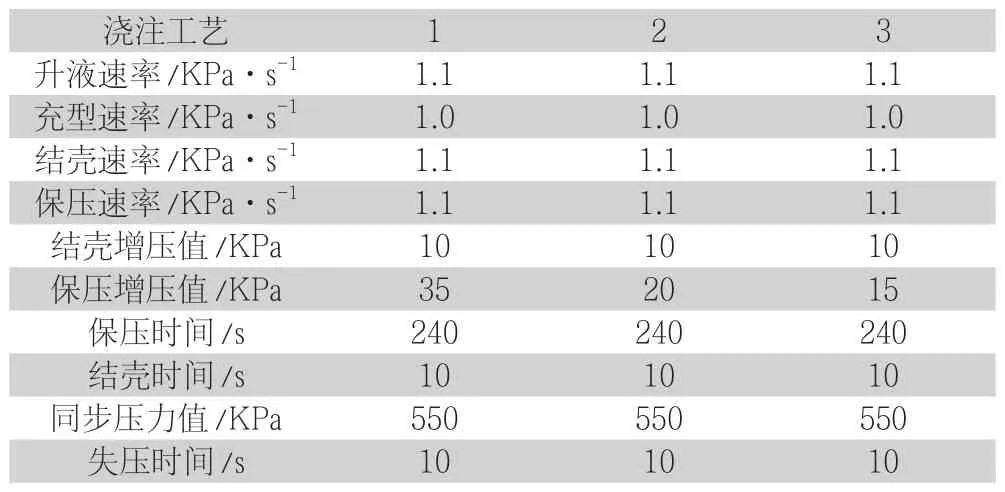
为了更好的检验保压压力对铸件缺陷所产生的影响,所以进行了模拟仿真研究工作。结合下表1中的相关内容进行分析,分别体现出了浇注过程中所产生的低压工艺参数,保压增压值为35KPa、20KPa以及15KPa。
3.2 保压增压值的影响
除此之外,在一些建设规模比较大的高速公路工程当中,通过设立中心试验室,能够帮助工程管理人员更加全面的掌握各项原材料的使用情况,通过有效分析中心试验室提供的各项数据,优化高速公路工程施工工艺,进一步提升工程的整体施工管理水平。为了保证高速公路工程中的中心试验室得到更好的构建,相关试验人员要明确各项试验流程,针对工程试验室设立过程中存在的问题,制定科学的解决对策,不断提升高速公路工程中心试验室建设水平。
在对平板进行浇注的过程中,合金液面与铸件型腔顶部的高度差在2344mm以上,要想确保铸件最终能够完全浇注成型,最终所需要的压力在62KPa以上。同时,为了降低铸件内部缺陷问题发生概率,结壳压力需要使用10KPa,保压压力需要35KPa。所以,在对铸件进行浇注的过程中,一共所需要的压力为107KPa,压差的上限最少要达到107KPa。
屈哨兵提出了发展好教育的广州路径,分阶段启动卓越校长培养工程、高素质人才培养工程、新一轮基础教育“百千万人才培养工程”等,使得广州好教育的五重内涵都有了抓手与方向,具有很强的操作性,“广州好教育”这盘棋也因此下得更精彩、更久远。
兵团各级工会要把习近平总书记的关怀厚爱和殷切希望转化为推动工会工作创新发展的强大动力,认真贯彻落实党中央治疆方略和对兵团的定位要求,在事关根本、基础、长远的问题上发力,在反对“三股势力”、增进民族团结、促进宗教和谐、维护社会稳定等大是大非问题上旗帜鲜明、主动发声、敢于亮剑、勇于作为,深入开展“中国梦·劳动美·新疆好”主题教育活动。教育和引导广大工会干部特别是各级工会领导干部聚焦总目标,弘扬求真务实的工作作风,一门心思干工作、扑下身子抓落实,引导广大职工把思想行动统一到党中央的决策部署上来,不断巩固党执政的阶级基础和群众基础。
调压铸造是以上两种反重力铸造方法的改进技术,不仅能将以上两点工艺的优势作用充分发挥出来,同时还具备自身特点,具体主要体现在了以下几个方面:第一,上室与下室同时抽真空,在负压条件状态下,可以将铸型表面吸附的气体和水分进行有效去除,可以对金属液纯净化起到非常好的效果;第二,在负压状态下进行充型,可以保证整个充型过程中满足一定的平稳性;第三,在压力状态下进行凝固,通过这种方式不但可以保证金属液出现回流现象,同时还能为金属液补缩提供非常重要的驱动作用,从而使铸件的紧密程度实现明显提升,最终降低缩松或者是缩孔问题发生概率。通过对调节铸造工艺技术的使用,可以对铸件凝固顺序起到非常重要的强化效果,使最终的补缩效果能够很大的改善,在更大程度上提升铸件的强度与塑性,对拉普拉斯作用进行有效克服,这时铸件微观组织以及性能等能得到非常大的改善,所以,可以促进1mm~5mm厚度的复杂薄壁铸件更好的形成。
3.3 铸件壁厚与冷铁厚度之间的关系
在压差达到35KPa的情况下,对冷铁厚度与铸件厚度对缺陷产生的影响关系进行了深入分析,并在此基础上进行了模拟仿真研究工作,具体如下图2所示。

结合最终的仿真结果来看,在保压压力条件为35KPa的情况下,当铸件厚度或者是冷铁厚度达到一定值时,通过调整冷铁厚度,缺陷形成趋势会非常明显,两者之间存在互相匹配的关系。另外,在冷铁之间间隙比较大的情况下,铸件相应位置会产生非常明显的缺陷倾向,与实际浇注结果相适应。在实际的浇注过程中,结合最终的拍片结果来看,未放置冷铁厚度20mm平板拍片合格,剩余都不合格。
当铸件的厚度为20mm时,冷铁厚度由原本的15mm下降到10mm,然后在取消冷铁,通过这种方式可以降低铸件出现缩松问题发生概率。当冷铁厚度达到10mm时,铸件厚度由原本的12mm上升到20mm,或者是当冷铁的厚度为15mm时,铸件的厚度由16mm上升到20mm,通过这种方式可以降低铸件缩松问题发生概率,以上结果与最终模拟仿真结果相同。
3.4 缺陷形成分析
针对铸件所产生的缩松缺陷问题,将缺陷所产生的位置进行打开,可以看出缩松缺陷在厚度方向都分布在了远离冷铁的一边,深度大概为11mm。
因为受到冷铁激冷作用的影响,当合金液发生凝固时,与冷铁比较靠近的一边会先出现凝固状态,与冷铁比较远的一边会凝固时间比较晚。在整个凝固阶段中,补缩通道会逐渐变窄,因此,只有补充压力在较高的状态下,才能实现补缩效果。如果是在补缩压力不够的情况下,经常会出现缩松缺陷问题。当保压增压值比较充足时,可以很好的实现补缩效果。在补缩压力一定的情况下,通过增加冷铁的厚度或者是降低铸件厚度,可以使补缩通道变窄,这时缺陷形成的概率就会增加。由此可以看出,铸件厚度、冷铁厚度以及保压压力会对铸件缺陷形成原因铸件有着很大的影响,所以,需要站在整体角度上进行充分考虑。另外,在对平板件进行研制的过程中,如果没有放置冷铁时,会与铝合金舱体以及支架等结构铸件合理研制有着明显的差异,需要进一步加强相应的研究工作。
4 结语
综上所述,针对于平板铸件缺陷形成的原因,冷铁分布有着较大的影响,在冷铁之间缝隙比较大的情况下,间隙位置很容易出现缩松缺陷问题。其次,增压保压值会对铸件缺陷产生很大影响,在增压保压值比较低的情况下,很难实现缩松缺陷问题的补缩,增大保压值可以降低缺陷形成概率,在面对典型铸件时,增压保压值需要超出一定的数值。在增压保压值一定的情况下,铸件厚度与冷铁厚度会对铸件缺陷形成产生非常大的影响。当铸件厚度或者是冷铁厚度一定的情况下,可以降低冷铁的厚度,或者是增加铸件的厚度,通过这种方式可以有效降低铸件缩松缺陷问题形成概率。目前,在铝合金大型薄壁平板件铸件过程中,反重力铸件技术已经实现了非常广泛的应用,与传统的铸造技术相比,整个充型过程可以满足一定的平稳性,同时可以达到非常好的可控效果,对于最终所产生的成品,可以发挥出非常好的使用性能,同时铸件的结构更加紧密,力学性能能够因此有明显的提升。未来,应该进一步加强对高温合金大型薄壁复杂铸造技术的研究工作,从而使该技术可以迎来新的发展前景。
[1]刘建炜,王祥桢,邓锦杰.薄壁零件加工工艺研究[J].机械工程与自动化,2021(05):146+149.
[2]王先飞,潘龙,崔恩强,李成鑫,房宇,李宝辉,肖山楚.铝合金大型薄壁平板件反重力铸造技术研究[J].航天制造技术,2020(05):9-12.
[3]邹建锋,余海东,来新民.基于改进粒子群算法的大型薄壁加筋结构多点协调校形优化方法研究[J].机械设计与研究,2020,36(03):122-128.
[4]郭春和.防止大型薄壁端封板铸件变形的措施[J].机械工人,2002(01):47.
猜你喜欢
航天制造技术(2022年4期)2022-09-30
农业工程学报(2022年7期)2022-07-09
汽车实用技术(2022年6期)2022-04-02
科学与财富(2018年20期)2018-08-22
中小企业管理与科技·上旬刊(2017年4期)2017-05-04
中国市场(2017年9期)2017-03-29
南水北调与水利科技(2017年1期)2017-02-27
东方教育(2016年9期)2017-01-17
科技视界(2016年15期)2016-06-30
科技与创新(2016年2期)2016-01-19
