湿法炼锌提高银、铜等有价金属的生产实践
2022-09-08 14:25:24覃剑
世界有色金属 2022年12期
1 引言
常规浸出工艺,锌精矿经沸腾炉焙烧后得到锌焙砂,锌焙砂经中性、酸性两段浸出,常规浸出工艺得到的锌浸出渣含锌在20%左右,以及银、铅、铜、铁等其他有价金属;
锌浸出渣处理方式由回转窑工艺、奥斯特麦特炉工艺等,采用回转窑工艺的有株洲冶炼厂、葫芦岛锌厂等;采用奥斯特麦特炉工艺的有内蒙古兴安铜锌冶炼厂、金昌冶炼厂;为进一步提高银回收率,常规浸出工艺产出的锌浸出渣多采用浮选工艺;随着选矿技术及锌浸出渣基础理论的发展,国内外对锌浸出渣中银的回收工艺研究做了大量工作,目前主要有的回收工艺有浮选法、浸出法
、火法
、选冶结合法
等。
浮选回收银工艺,因常规浸出渣中银的形态复杂,大部分银以硫化银、金属银存在于干渣中,且干渣中银的不同形态颗粒在可浮选的范围内,因此锌浸出渣中的也采用浮选回收是可行的。国外J.Y.Kim等人对锌浸出渣中存在的银矿物及化合物进行了单矿物可浮选性试验。例如日本三菱秋田冶炼厂在1963年就进行了浮选回收焙砂中银的研究并实现了工况化生产,并在pH3.5~4,添加药剂下,取得良好的浮选指标。70年代后,国内浮选回收银工艺得到了一定程度的发展。1978年株洲冶炼厂建立锌浸出浮选回收银工艺生产线,周国华等人提出优化改进,优化了浮选药剂,使银的回收率提高至60%~70%之间。张丽军采用浮选工艺从湿法酸浸废渣中获得含银精矿,银回收率在65%左右;
内蒙古某锌冶炼厂两段常规浸出—浮选回收银—回转窑工艺,产出的银精矿平均含锌28.5%、平均含银5266g/t,平均含铜3.58%。每年损失锌金属量约600t,损失铜金属量约80t,银精矿直接销售造成锌、铜等有价金属的损失,有价金属未得到合理的回收利用。
随着国家对银、铜、锌等金属用量不断增长以及银、铜、锌资源的日益匮乏,对从含银的浮选渣中回收利用铜、锌,从而使银近一步富集的研究和工况化具有重要的意义
。
3.2 普通高校的师资力量有待提高,专业的定向运动制图人才需要大量培养,以满足学生对定向运动的专业人才需求。
所选原料为内蒙古某锌冶炼厂浮选后的银精矿,含银、铜、锌等有价金属。实验采用高温高酸处理工艺,以实现银精矿中银、铜、锌等有价金属有效分离回收的目的,进一步提高有价金属资源利用率
。
2 实验部分
样品成分及主要性质
物理防治主要采用防虫网隔离防护,黄板诱杀等措施。生物防治主要采用抗生菌治虫,阿维菌素防治美洲班潜蝇及螨类,浏阳霉素和华光霉素防治红蜘蛛和茶黄螨,苦参等植物源农药防治多种害虫;抗生素治病,农抗120灌根可防治瓜类枯萎病,喷雾可防治瓜类白粉病、番茄早疫病等,武夷菌素防治瓜类黑星病、番茄叶霉病效果较好。黄瓜的霜霉病,番茄的灰霉病可以采用生态防治法,通过调节棚温的方法控制病害蔓延。
银精矿在综合回收厂银浮选车间采集,对样品混匀后研磨取样并进行主要化学成分分析和锌物相分析,结果见表1、表2。


从表1和表2可以看出:银精矿中主要存在元素为:Zn、Fe和S,Zn和Fe主要是由于浸出工艺产出的浸出渣中引入,而S主要是浮选加入丁铵黑药引入;银精矿中锌主要以硫化锌和铁酸锌形式存在,合计占比88.72%,其他形式锌存在方式占比11.28%。后续制定试验方案时,主要考虑将硫化锌和铁酸锌合理的浸出,从而达到降低银精矿中锌含量、回收锌的目的。
第五,校园周边的环境也亟待整治。现在各大学校园的周边布满了各类娱乐场所,如网吧(且超时经营)、影院、迪吧、工作室、游戏机室、桌球室、棋牌室等。有些自控力差的大学生整日沉迷其中,不能自拔。影响了学校的正常教学,有必要予以整治,还学生一个恬静的学习环境。
2.1 实验方案
见图1。
试验主要化学反应原理:

见表6。
2.1.1 温度探索试验
分别取银精矿100g,液固比4:1,酸度200g/l,温度为变量,分别为常温、55℃、65℃、75℃、85℃、95℃下反应3h考察锌浸出效果,试验结果见表3。
表7为重砂5产品通过浮选分离出云母和非云母两类的结果,目的是查明铷在这两类产品分离过程中的走向趋势。由表7数据可以看出,铷主要富集于云母精矿中。由于本次研究中重砂5的浮选分离目的是研究铷的走向趋势,属于大致分离,云母精矿中杂质较多,云母精矿中铷含量并不代表铷精矿中铷含量。
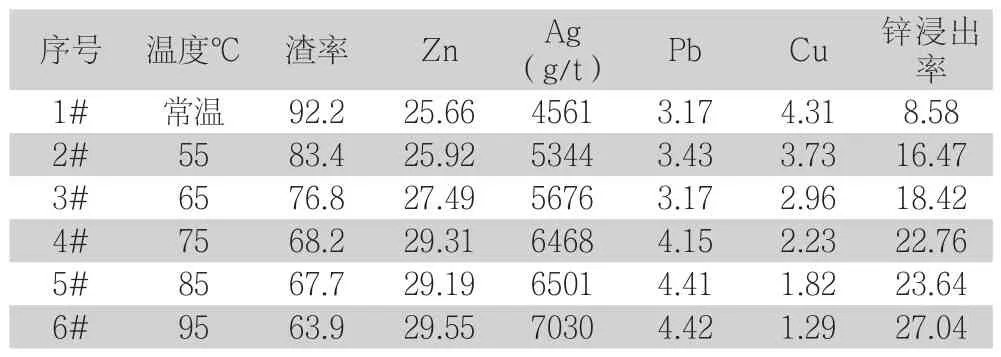
从表3看出:随着温度升高,锌浸出率逐渐升高,当温度95℃时,锌浸出率为27.04%,后续实验室条件下温度控制在95℃。
2.1.2 酸度探索试验
分别取银精矿100g,液固比4∶1,温度为95℃,酸度为 变 量,分 别 为50g/l、100g/l、150g/l、200g/l、250g/l、300g/l、350g/l、400g/l、450g/l、500g/l、550g/l、600g/l、650g/l下反应3h,考察锌浸出效果,试验结果见表4。

从表4看出:随着酸度升高,锌浸出率逐渐升高,当酸度达到200g/l时,锌浸出率为27.00%;后续酸度逐渐升高到350g/l,浸出率变化不大,当酸度达到400g/l时,锌浸出率为29.58%;后续酸度逐渐升高到600g/l,浸出率变化不大;综合考虑,后续实验探索酸度采用200g/l。
2.1.3 反应时间探索试验
分别取银精矿100g,液固比4∶1,温度为95℃,酸度为200g/l,反应时间为变量,分别为4h、8h、16h、24h、48h,考察锌浸出效果,试验结果见表5。
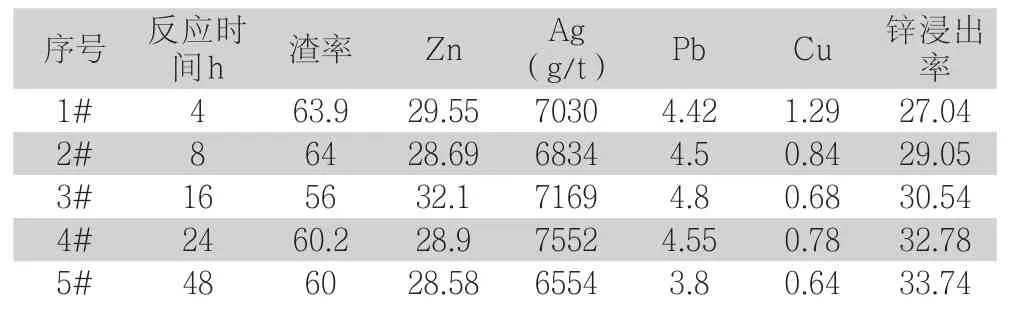
从表5看出:随着反应时间的延长,锌浸出率逐渐升高,当反应时间达到16h以后,锌浸出影响逐渐减缓。
(3)一段、二段浸出后液体含铜较高,液体呈现明显的蓝色,说明铜浸出率较高;
其中Fe
提高了反应过程中电子的传递速率;综上分析,本试验中ZnS的浸出率直接决定总锌的浸出率,试验主要探索研究酸度、液固比、氧化剂、温度、时间主要因素对锌浸出率的影响。
1)将25个鸡蛋放在一个自制的25个格子的蛋盘中(格子的大小与分割图像的设置参数对应),同时每个鸡蛋都对应一个透光孔;将鸡蛋放在海绵上,尽量保证鸡蛋与透光孔对齐无缝隙。
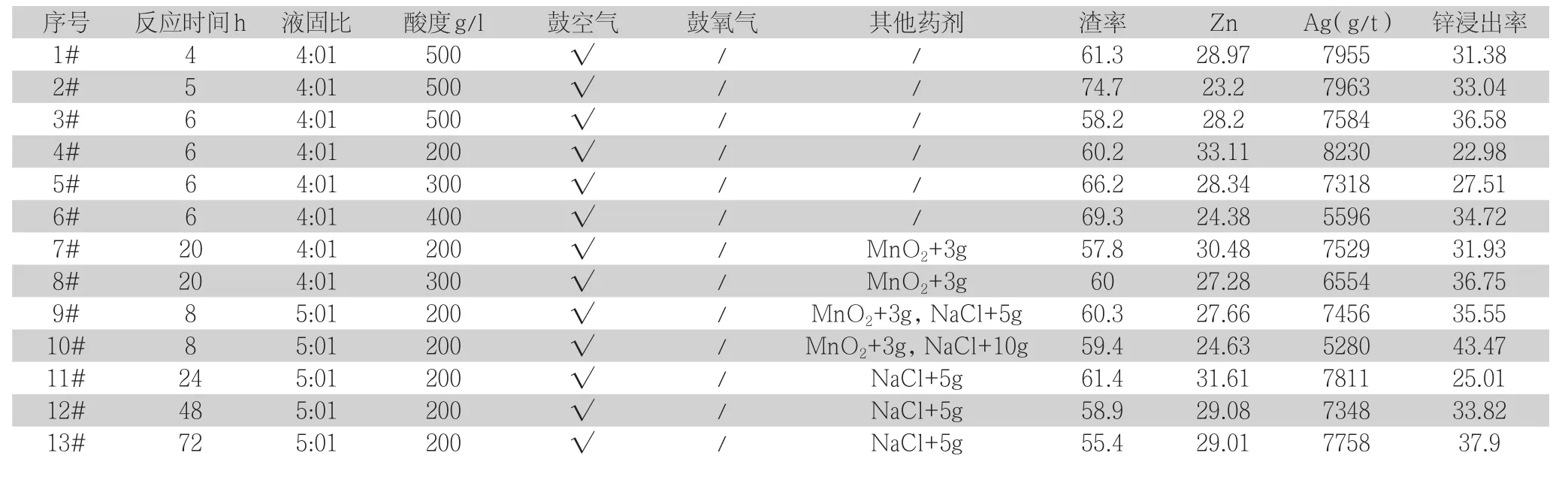
从表6可以看出:对比1
-3
,在高酸条件下,反应时间越长,锌浸出率越高;对比9
和10
,NaCl加入量增加,锌浸出率升高;对比11
-16
,鼓氧气比鼓压缩空气氧化效果好,锌浸出率高;但1
-16
浸出率都不高在40%以下,17
组为放大极限条件下,锌浸出率为53.31%;18
-19
试验,加入硫酸铁在鼓氧的条件下有利于锌浸出率的提高,但19
试验硫酸铁量加入较大,生产成本较高经过多组试验,仍没有达到预期值,经过技术讨论和沟通,拟开展正交试验,确定影响因素之间的关系。
2.2 实验结果
通过对各表试验数据分析比较发现,一次浸出试验基本将全部ZnFe
O
中的锌已经浸出,二次浸出中主要浸出ZnS,数据表明其浸出率很低仅为12.99%。在试验过程中观察到部分黑色的固体样一直漂浮在浆液表面,使得浸出反应不够彻底。这可能是由于样品中残有部分丁铵黑药,其中绝大部分ZnS本身被丁铵黑药浮选吸附,加上全程鼓氧气起到了起泡剂的作用,进一步加剧了黑色固体样漂浮到液体表面,从而降低了锌浸出率。
3 工况化生产
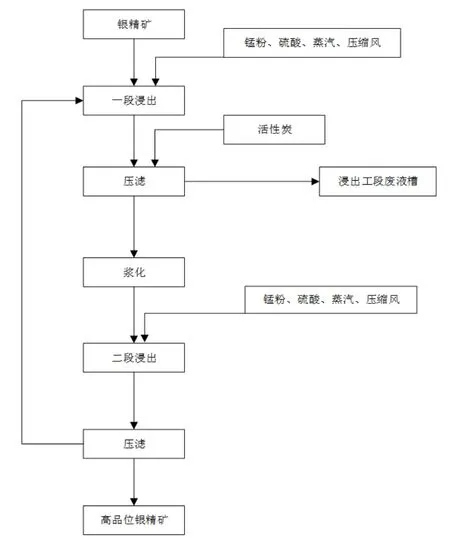
3.1 工艺流程图
银精矿高温高酸+氧化剂鼓氧浸出方案,氧化剂种类分别为MnO
或Fe
或鼓氧,将硫化锌氧化后浸出,从而达到降低银精矿中锌含量,回收锌的目的。考虑到银精矿中ZnS的硫酸化浸出比较困难,需要在氧化气氛下强化该反应动力学。从反应动力学中的“收缩核反应模型”
分析,该反应的限制性环节主要是化学反应,强化搅拌对扩散影响甚微。此外,在银精矿中,由于ZnS很大部分被丁铵黑药吸附结合,水溶性差,对浸出率有很大的影响。
工况化一个月期间,一共进行7组银精矿浸出试验,银精矿使用90.22t(干重),产出二段浸出银精矿46.05t(干重)。锰粉使用锰粉6.3t,硫酸使用102m³,七组化验数据平均见表9:
3.2 主要工艺参数
现场分别使用100m³浸出反应槽进行一段、二段浸出,液固比在5∶1~6∶1之间,具体工艺参数如下:
3.2.1 一段高温高酸浸出工序
反应温度:90℃~95℃;反应酸度:200g/l;液固比:5∶1(液体使用二段滤液+硫酸);锰粉加入量:银精矿干量的5%;高压风条件下浸出时间24h;反应后加100kg活性炭吸附丁铵黑药。
3.2.2 二段高温高酸浸出工序
反应温度:90℃~95℃;反应酸度:300g/l(硫酸+生产水);液固比:5:1;锰粉加入量:银精矿干量的5%;高压风条件下浸出时间20h~24h。
3.3 工况化结果
从表7得出:
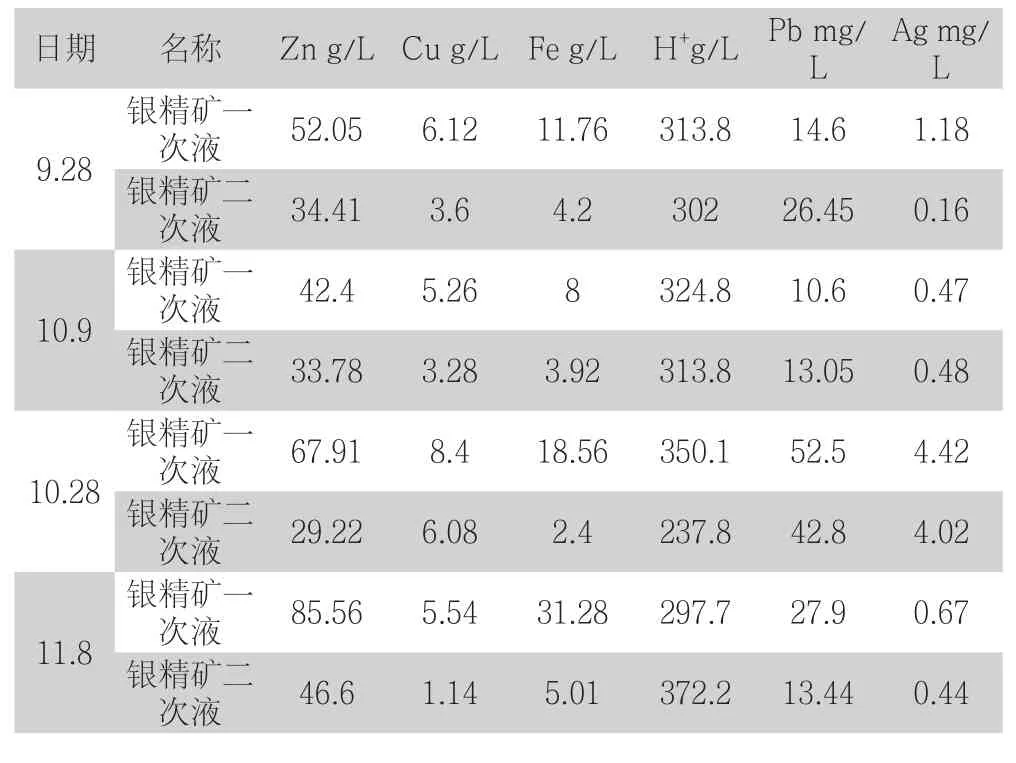
(1)银精矿经过一段和二段浸出后,液体中含银<1mg/L,含Pb在10~50mg/l左右,说明高温高酸条件下,铅银基本不会被浸出;
4.2.2 居住小区级医养结合养老设施的类型与项目 居住小区级包含的设施(表2)主要应设置支撑辐射型养老设施,为自理或部分自理能力的老年人提供生活协助、文体活动和医疗服务等,主要包括小区老年服务站、医疗服务站等,发挥为家庭养老必要的支撑作用.
(2)一段、二段浸出后液体含锌偏差较大,主要是二段液体返回一段浸出,导致一段浸出液含锌升高;
2.1.4 其他条件探索试验
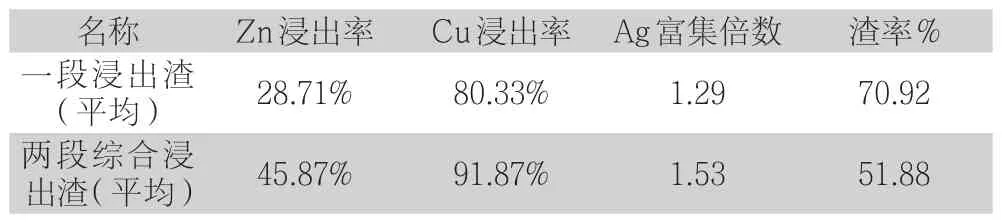
银精矿两段高温高酸富氧工艺于2021年9月中旬工况化生产,其中锌浸出率为45.87%,铜浸出率为91.87%,Ag富集倍数为1.53,渣率51.88%,通过核算该项目合计新增经济效益814.1万元/年,经济效益明显。
3.4 工况化小结
万:2006年以来我曾多次与您提到要做您的访谈,您总是很谦逊地说:“我没什么好访的,您还是先做我的前辈们的访谈吧!”这次福州第二届中国当代科学口述史学术研讨会我们不期而遇,我早已准备了一个访谈提纲,希望能和您好好聊一聊.
存在的不足:浸出后液含酸偏高,管道穿孔情况严重,制约了连续化生产;浸出后的液体含铁偏高,大约在20g/l,主要原因为铁酸锌分解导致,过高含酸和含铁的液体返回浸出工段后,给浸出工艺稳定操作带来一定困难;浮选药剂在浸出时随一段上清液返回浸出工段,在焙砂中浸工序反应产生大量的泡沫,产生多次冒槽情况。
优化措施:一段上清液返回浸出工段时,不直接进入焙砂中浸工序,避免过高的含铁(因硫化盐浸出过程中把三价铁还原成亚铁状态)跟随中上清进入净化工段造成“跑铁”事故,把管道改到单独废液罐内,集中用于焙砂酸浸工序,以延长亚铁氧化反应时间;针对浮选药剂随上清返回系统导致大量泡沫产生冒槽情况,在一段矿浆上压滤机前,把活性炭使用量由原来的2袋/罐,提升至4袋/罐,使易产生泡沫的丁铵黑药被活性炭吸附后进入滤饼,进一步减少液体中的含量,使泡沫冒槽问题得到了解决;
通过工况化生产过程中不断优化和调整,反应时间,液体初步净化等多举并措的方式,把改项目工况化。
4 经济效益
高波:2014年,水利国际合作与科技工作要根据党的十八届三中全会全面深化改革的指导方针,面向现代水利发展需要,认真研究国外水资源管理方面的成功经验和模式,为我国水利改革发展提供借鉴。同时按照十八届三中全会深化科技体制改革建设创新型国家的总体要求,全面推进水利科技体制改革和水利技术监督工作,服务于水利事业又好又快发展。

效益。
其一,教师个体是情绪劳动的载体,良好情绪的表现也是个人努力的结果。教师可以通过以下几个方面进行情绪劳动管理,合理展现应有情绪:一是,教师需要与人为善,与他人建立良好的人际关系,并且能够积极做到换位思考,能够尊重、信任他人,营造和谐的人际关系氛围。二是,教师应该通过积极有效的沟通来合理释放自己的情绪,也应该通过沟通化解不必要的矛盾,而矛盾的化解也很大程度上有助于教师情绪的展现。三是,不良情绪需要得到宣泄,教师应该找到适合自己的适当宣泄方式。四是,教师的专业发展与提升是教师情绪劳动良好展现的重要内生动力。
通过该工艺浸出1t银精矿原矿可增加经济效益为1821.99元/t银精矿;年综合效益407.05万元/年;
该项目投资少,除搅拌槽的搅拌更换为904材质和新增300m管道外,其他均采用原闲置设备,如一、二段:反应槽、板框压滤机、硫酸和废液管道等设备。
5 结论
本文对内蒙古某锌冶炼厂采用常规浸出工艺锌浸出渣浮选后的银精矿做了详细高温-高酸-添加氧化剂的再浸出工艺及机理研究。并在工况化时,充分利用原闲置的两台搅拌槽、两台压滤机和部分管道等设备,减少了资金投入。
进一步,根据未知目标位置和速度的初始估计值可知 估计值 的正负性,以此正负性为判断,可获得其他隐含约束:当时,在不等式约束‖x-s0‖≤r0两端同时乘上得到将 乘入范数内得到:其等价于:
(1)浮选银精矿物质组成研究表明,该银精矿主要物质组成为硫化锌、硫化银、铁酸锌及不溶性硫化盐。其中锌的主要为硫酸锌、氧化锌、硅酸锌、硫化锌以及铁酸锌;
(2)浮选银精矿再浸出工艺的单因素试验表明,在温度95℃,酸度200g/l,可获得锌浸出率27%左右;酸度越高,锌的浸出率越大,但是在高于200g/l后,锌浸出率的提升幅度明显变缓,考虑过高的酸度对设备性能较高不利于工况化生产的因素,二段终酸的温度控制在200g/l最为经济;
(3)对湿法炼锌常规浸出工艺中浮选银精矿的有价金属进行综合回收利用,利用高温高酸、添加锰粉处理工艺:尾酸200g/l,反应温度90℃~95℃,反应时间20h,矿浆液固比5∶1;处理后锌的浸出率达到45.8%以上,铜浸出率91.87%以上,银富集倍数1.53倍,综合回收了锌、铜等有价金属;工况化期间稳定运行,减少了渣中杂质元素的含量,有效提升了银金属的富集倍数。
彭伟民无法原谅妻子,被一个陌生男人睡了居然没一点感觉,天底下哪有这样的蠢女人?彭伟民不敢相信,也接受不了。说有应酬仅仅是一个借口,妻子的任何解释都是荒唐的、多余的,彭伟民不愿与妻子理论,尤其不愿与妻子在自己办公室里理论,这样的理论在他看来毫无价值可言,毫无价值的理论于事无补,无异于伤口抹盐,他怕自己控制不住,怕自己发飚——他心里窝着一股无名之火。彭伟民驾车穿行在城市之中,穿行在城市之中的小车如同一匹脱了缰了野马。

1)雨污分流:作业区基本实现没有大型设备干扰,可以分区分层分单元摊铺,为雨污分流创造了良好的作业环境。辅以围堰等作业设施,可进一步控制作业面。
“狗日的,不要命啊,都给老子滚回去。”夏国忠的吼声未落,刚才慌忙飞走的飞机又折了回来,几颗炸弹扔在阵地上,轰隆隆一阵爆炸,几个还没来得及躲进防空洞的战士被炸得身首分离,鲜血染红了泥土。
[1]Europe Patent[P];EPO,257548,1980.
[2]Rao.S.R.Galvanic Interaction Studies on Sulphide Mineals[J].Can.Met.Quart.1988.27(4);253-259.
[3]龙小艺.W硫脲从脱硫锌精矿渣中浸出银的试验研究[J].湿法冶金,2009,28(3):154-156.
[4]Bere Zowsry.R.M.GS.Silver and Gold Recovery from zine Pressure Leach Residue[A]Lead.Zine,1990:135.
[5]Robilliard.K.R.Sirosmelt Teclmology for Solving the lead and Eine Industry.Waste Problem[J].The Mineras.Metals and Materials Society,1991,331.
[6]陆跃华,从浸出渣中回收银的方法[J].贵金属,1995,16(3):55-60.
[7]Tachan Kwangsan Hakhoe Chi.Metal Abs,1980(10):11.
[8]夏兆泉.湿法-火法联合工艺回收银锌渣中有价金属[J].矿产保护与利用,2001(5):43-46.
[9]张少博,陈雯,沈强华.湿法炼锌渣或经浮选所得含铅银精矿浸银试验研究[J].矿冶,2014,23(2):70-72.
[10]杜敏,从浮选银精矿两段浸出分离有价金属试验研究[J].世界又是金属,2021-07-01.
[11]周敬元,湿法炼锌浸出渣浮选银精矿的处理,1983-05-01.
猜你喜欢
煤气与热力(2022年4期)2022-05-23 12:44:44
云南化工(2021年7期)2021-12-21 07:27:30
舰船科学技术(2021年12期)2021-03-29 01:28:34
云南化工(2020年11期)2021-01-14 00:50:56
铁道通信信号(2020年1期)2020-09-21 08:55:04
河北地质(2017年2期)2017-08-16 03:17:15
中国资源综合利用(2016年9期)2016-01-22 08:35:19
中国资源综合利用(2016年12期)2016-01-22 02:02:22
水电站机电技术(2014年5期)2014-09-26 12:02:26
河南科技(2014年11期)2014-02-27 14:09:50