国产天然橡胶在低滚动阻力胎面胶中的应用
2022-09-06 08:16衣黎明董金龙李晓轶谢明秀和富金
橡胶工业 2022年8期
衣黎明,董金龙,李晓轶,张 超,谢明秀,和富金
(1.怡维怡橡胶研究院有限公司,山东 青岛 266045;2.益凯新材料有限公司,山东 青岛 266000)
天然橡胶(NR)是生产轮胎的重要原材料之一,其质量对胶料的加工性能和物理性能以及轮胎的使用性能至关重要。按照生胶制造方法,NR分为烟胶片和标准胶,前者按外观分级,后者按理化指标分级。NR标准胶的分级较为科学,加工性能好,应用广泛。胶树种植地域[1-5]、胶树品系[6]、割胶季节、胶乳凝固工艺等因素决定NR的微观结构[7-8]以及性能。常用生胶的理化指标、门尼粘度等以及采用未填充的标准配方胶料性能或填充炭黑的标准配方胶料性能来评价标准胶的品质[1,3-4]。
自欧盟和其他一些国家相继试行汽车轮胎环保节能法规、实行轮胎标签法以来,低滚动阻力绿色轮胎的开发成为轮胎企业的工作重点之一[9]。白炭黑是轮胎行业公认的可以降低轮胎滚动阻力的填料,是轮胎胶料重要的填料之一。在胎面胶中使用白炭黑并加偶联剂取代炭黑,其滚动阻力可以大大降低而不损害轮胎的耐磨性能[10-12]。
为评估国产NR的质量和性能,本工作将其应用于白炭黑填充的低滚动阻力胎面胶中,并与进口标准胶进行对比,考察国产NR在低滚动阻力胎面胶中应用的可能性。从生胶的理化性质[13]、混炼胶的硫化特性、硫化胶的物理性能和动态力学性能等方面进行评价,以期为生产企业的原材料选择提供参考。
1 实验
1.1 主要原材料
NR,10#标准胶,牌号9710,海南天然橡胶产业集团股份有限公司产品;20#标准胶,进口产品。白炭黑,牌号165MP,确成硅化学有限公司产品。偶联剂Si69,南京曙光硅烷化工有限公司产品。
1.2 试验配方
NR 100,白炭黑 55,偶联剂Si69 5.5,氧化锌、硬脂酸、防老剂4020、防护蜡和防老剂RD 10,普通硫黄、促进剂CBS和促进剂DPG 5.1。
1.3 主要设备和仪器
XSM-1/10-120型密炼机,上海科创橡塑机械设备有限公司产品;XK-160型开炼机,上海双翼橡塑机械有限公司产品;P-V-200-3RT-2-PCD型平板硫化机,磐石油压工业有限公司产品;MV2000型门尼粘度仪、MDR3000型无转子硫化仪和RPA2000橡胶加工分析(RPA)仪,美国阿尔法科技有限公司产品;ARES-G2型旋转流变仪,美国TA公司产品;Waters 1515型凝胶渗透色谱仪,美国沃特世公司产品;邵尔A型硬度计和华莱士快速塑性计,英国华莱士公司产品;Instron 5965型拉力试验机,美国英斯特朗公司产品;BPDRRT5109.013型橡胶回弹仪,德国Zwick公司产品;RH-2000型压缩生热试验机和DIN磨耗试验机,中国台湾高铁检测仪器有限公司产品。
1.4 试样制备
胶料在密炼机中分3段混炼。一段和二段混炼初始温度为90 ℃,转子转速为85 r·min-1,一段混炼工艺为:加入生胶,混炼30 s→加2/3白炭黑和偶联剂Si69,混炼60 s→加剩余的白炭黑和偶联剂Si69,混炼30 s,清扫→混炼60 s,提压砣→混炼120 s,排胶,在开炼机上下片,一段混炼胶在室温下停放至少4 h;二段混炼工艺为:加入一段混炼胶,混炼30 s→加硫黄和促进剂外的小料,混炼30 s,清扫→混炼60 s,排胶,在开炼机上下片,二段混炼胶在室温下停放至少4 h;三段混炼初始温度为50℃,转子转速为55 r·min-1,混炼工艺为:加入二段混炼胶,混炼30 s→加硫黄和促进剂,混炼30 s,清扫→混炼60 s,排胶,在开炼机上薄通3次,下片,三段混炼胶在室温下停放24 h。
采用无转子硫化仪测试胶料的t90,试样在平板硫化机上硫化,硫化温度为150 ℃,薄试样的硫化时间为(t90+5 min),厚试样的硫化时间为(t90+10 min)。
1.5 性能测试
(1)生胶的门尼粘度按GB/T 1232.1—2016进行测试。
(2)生胶的塑性初值(P0)和塑性保持率(PRI)分别按GB/T 3510—2006和GB/T 3517—2014进行测试。
(3)生胶的分子量和分子量分布指数(PDI)按GB/T 21863—2008进行测试。
(4)混炼胶的RPA应变扫描测试条件为:温度60 ℃,预热时间 2 min,频率 1.67 Hz,应变范围 1%~100%
(5)硫化胶的动态力学性能采用周向剪切应变扫描,测试条件为:温度 60 ℃,频率 10 Hz,应变范围 0.1%~60%。
(6)胶料其他性能均按相应的国家标准进行测试。
2 结果与讨论
2.1 理化性质
两种NR生胶的理化性质如表1所示,为数均分子量,为重均分子量,PDI=。
从表1可以看出,国产NR的分子量低于进口NR,分子量分布较宽,其中低分子量组分较多。由于NR中低分子量组分对低门尼粘度的贡献较大,因此国产NR的门尼粘度和P0明显小于进口NR,说明国产NR的加工性能较好,在实际生产中更容易被加工设备剪切和破碎,初始混炼能耗较小。PRI表征NR生胶受热时的抗氧化性能,其值越大,说明NR的抗氧化断裂性能越好,胶料的耐热氧老化性能越好。从混炼工艺看,NR的PRI越大,其混炼胶的粘度越高,说明NR在高温混炼时的抗氧化降解性能越好。从硫化胶的物理性能看,PRI与硫化胶的定伸应力、拉伸强度、耐热氧老化性能和疲劳变形等也有很好的相关性。国产NR的PRI明显小于进口NR,说明国产NR的抗氧化断裂性能和硫化胶的耐老化性能较差。
2.2 硫化特性
两种NR混炼胶的硫化特性如表2所示。
从表2可以看出,国产NR混炼胶的门尼粘度明显低于和FL明显小于进口NR混炼胶,这可能是因为国产NR的分子量较小、低分子量组分较多,且在混炼过程中更不耐热氧降解所致。另外,国产NR混炼胶的硫化返原率较高,说明其抗硫化返原性稍差。两种NR混炼胶的t5,ts1和t90都相当,说明两种混炼胶的加工安全性、硫化时间、加工效率和加工能耗都相近。进口NR混炼胶的Fmax和Fmax-FL都稍大于国产NR混炼胶,说明进口NR混炼胶的交联密度较高。

表2 NR混炼胶的硫化特性Tab.2 Vulcanization characteristics of NR compounds
2.3 Payne效应
两种NR混炼胶的弹性模量(G′)与应变的关系曲线如图1所示。
从图1可以看出:在较小应变到中等应变下,国产NR混炼胶的G′小于进口NR混炼胶;当应变较大时,两种混炼胶的G′相近。由于两种混炼胶中白炭黑的比表面积、结构及用量相同,因此小应变下混炼胶的G′主要取决于NR的性质和白炭黑的聚集程度。由于国产NR的分子量和门尼粘度较低,混炼过程中更容易发生热氧降解,因此导致混炼胶的G′较小。
白炭黑混炼胶的填料-填料相互作用较强,填料聚集体发生聚集,使填料的有效体积分数增大,混炼胶的G′较大。随着应变的增大,填料聚集体可能被破坏,释放出暂时包容胶参与形变,从而使混炼胶的G′减小[10,14-15],此现象称为Payne效应。Payne效应的大小反映了填料聚集程度。国产NR混炼胶的Payne效应小于进口NR混炼胶,说明其中的白炭黑聚集较少。
2.4 物理性能
两种NR硫化胶的物理性能如表3所示。
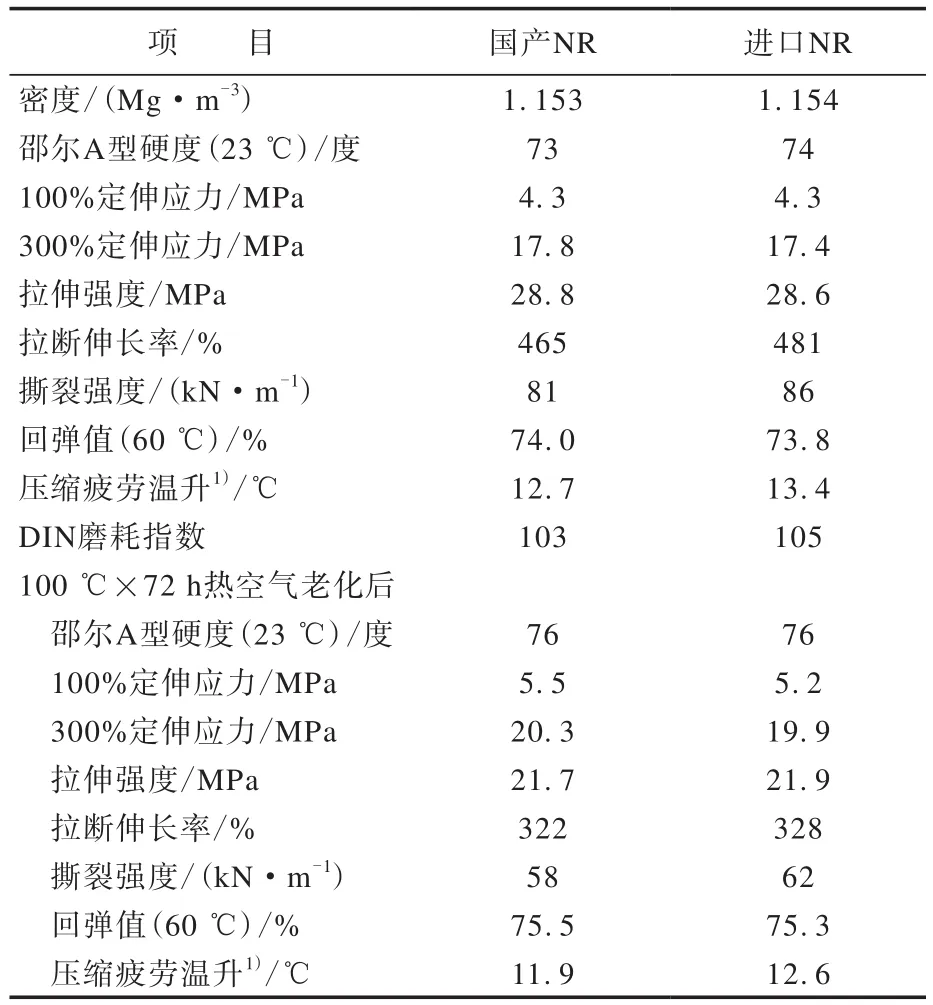
表3 NR硫化胶的物理性能Tab.3 Physical properties of NR vulcanizates
从表3可以看出:与进口NR硫化胶相比,国产NR硫化胶的硬度略低,这与其交联密度较低一致;定伸应力和拉伸强度相近,但拉断伸长率和撕裂强度稍低。NR硫化胶的撕裂强度与其应力诱导结晶能力密切相关。国产NR的分子量较小,应力诱导结晶能力较差,因此其硫化胶的撕裂强度较低。两种硫化胶的回弹值相差不大,国产NR硫化胶的生热略低和DIN磨耗指数较小。
从表3还可以看出,经热空气老化后两种NR硫化胶的硬度相同,国产NR硫化胶的100%和300%定伸应力稍高,拉伸强度、拉断伸长率、撕裂强度和生热略低,回弹值相当。
2.5 动态力学性能
硫化胶在高温下的滞后损失与滚动阻力具有良好的相关性。硫化胶高温下的滞后损失越小,其滚动阻力越低。高温下橡胶处于高弹态,橡胶本身的滞后损失很小,填充胶的滞后损失主要来源于填料的聚集;周期性应变作用下,填料聚集体的破坏和重建将引起额外的能量损耗,从而增大滞后损失[11,16-18]。
60 ℃下两种NR硫化胶的G′和损耗因子(tanδ)与应变的关系曲线如图2所示。通常用硫化胶在小应变与大应变下的G′差值来表征Payne效应,即硫化胶中填料的聚集程度。本研究采用应变分别为0.1%和25%的硫化胶的G′差值(ΔG′)表征Payne效应,用60 ℃时硫化胶的应变扫描tanδ最大值(tanδmax)表征滞后损失。两种NR硫化胶的动态力学参数如表4所示。
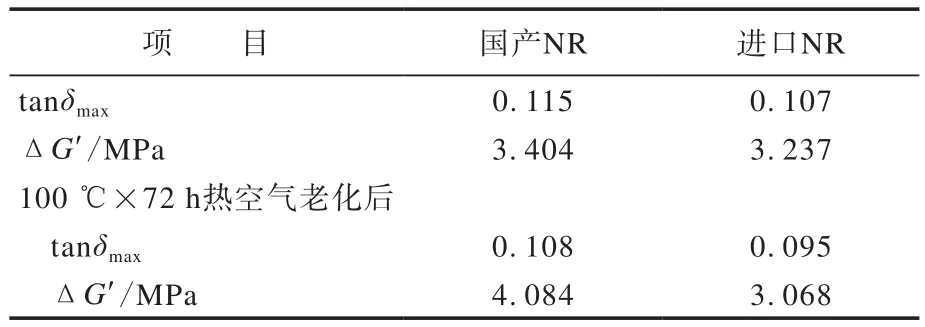
表4 NR硫化胶的动态力学参数Tab.4 Dynamic mechanical parameters of NR vulcanizates
从图2和表4可以看出,与进口NR硫化胶相比,国产NR硫化胶的Payne效应和滞后损失稍大,说明国产NR硫化胶中填料的聚集较多。这与两种混炼胶的Payne效应分析结果相反,可能是因为国产NR的门尼粘度较低,在停放期间和硫化初期,白炭黑容易发生再聚集,导致硫化胶的Payne效应和滞后损失增大。
从表4还可以看出,经热空气老化后两种NR硫化胶的滞后损失都有所减小,但国产NR硫化胶的滞后损失和Payne效应仍比进口NR硫化胶大。
3 结论
将国产NR应用于低滚动阻力胎面胶中,与进口NR相比,国产NR生胶的分子量和门尼粘度较低,分子量分布较宽,P0和PRI较小;国产NR混炼胶的门尼粘度也较低,硫化返原率稍高;硫化胶的拉断伸长率和撕裂强度稍低,滞后损失较大,其他物理性能相近;经热空气老化后,国产NR硫化胶的拉伸性能和抗撕裂性能稍差,生热略低。
总体而言,就当前的配方和混炼工艺来说,国产NR的加工性能优于进口NR,但国产NR硫化胶的物理性能、耐老化性能和动态力学性能稍差。
猜你喜欢
轮胎工业(2022年9期)2022-09-30
橡胶工业(2022年9期)2022-09-30
橡胶科技(2022年9期)2022-09-29
纺织科学研究(2021年7期)2021-08-14
药学研究(2021年6期)2021-07-26
昆钢科技(2021年6期)2021-03-09
奥秘(2020年3期)2020-04-01
海峡科技与产业(2019年4期)2019-10-26
分析化学(2017年4期)2017-04-14
纺织导报(2015年8期)2015-12-31