
25Cr2Ni4MoV 飞轮体锻件制造工艺研究
2022-09-05 01:01:50王明哲张军峰任文李宏柏刘强强太原重工股份有限公司
锻造与冲压 2022年17期
飞轮体作为主循环钠泵电机上的关键锻件,材质为25Cr2Ni4MoV,其对超声波探伤及力学性能的要求非常高。通过对冶炼、锻造、热处理各工序工艺的优化与控制,力学性能满足了技术要求,验证了冶炼、锻造、热处理等工艺的合理性和可行性。
胖子不耐烦地给了卡车司机五百元钱,把他打发走了,偷运树木与卡车司机是没有什么关系的,卡车司机只嘀咕说格老子的亏大了,油钱都不够。胖子说,算了算了,快走快走,我亏得还大呢!
600MW 示范快堆核电工程是国际领先的四代核电技术示范工程,也是我国目前在建的重点核能项目。飞轮体锻件主要用于600MW 示范快堆工程机组一回路钠泵电机的辅助电机中,是辅助电机的重要部件,可以在电厂失去电源的情况下正常工作,为堆芯带走热量。
飞轮体锻件材质为25Cr2Ni4MoV,其对超声波探伤及力学性能的要求非常高。该锻件技术含量高,产品附加值高,市场潜力大。
符号学诗评经过半个多世纪的发展,由前人不断进行补充和完善,如今已经作为一种比较成熟的分析方式进入了大学教学当中,在法国和中国的许多高校中都开设了相关课程。但是我们仍应看到,这种形式主义的分析评论仍存在一些局限:纯粹形式主义的批评,不去解释作品产生的社会背景和历史原因,也不剖析作者创作的意图,只能作为一种辅助的方法,而不能取代全面的诗歌评论;而从读者的角度来说,他们对于诗歌的解读多数是一种阅读过程中获得的感性认识,因此对形式主义的批评接受、理解程度仍不够;再者,形式主义的批评同样也无法指导诗歌的创作,这是其另一局限性。
技术要求
化学成分要求
原材料:原材料精选本厂优质返回废钢和优质生铁。要求残余元素满足工艺要求,防止Sn、As、Bi、Sb 等元素超标。

力学性能要求
其次是有效营销。旅游行业市场影响进行流程中,旅游产品、旅游渠道、旅游价格,此类要素和大数据采集、大数据分析密切关联。凭借数据信息内容获取,通过统计分析模式分析市场信息,全面了解和熟知商情和竞争者一方发展态势,不仅如此,还可以分析消费者档案数据等,对旅游消费行为信息和价值取向信息予以分析。消费群体大数据库的建立,可借助统计与分析等来掌握消费行为内容和兴趣偏好内容等,掌握市场中产品口碑,基于此,按照上述内容进行最终总结,制定优质营销方案和营销策略,做到“投其所好”式的旅游产品建设,循序渐进的提升大数据应用效率,为旅游行业发展提供动力、为旅客提供便捷旅游过程和优质旅游体验、为社会发展贡献力量。

钢包精炼:使用硅钙粉作为强脱氧剂和碳粉、硅铁粉等弱脱氧剂搭配扩散脱氧,保持还原气氛,达到脱氧脱硫、去夹杂的目的。底吹Ar 真空除气时,确保控制有效真空度不大于67Pa,有效真空时间不小于20 分钟,达到真空除气的效果。吊包之前进行软搅拌,要求搅拌时间不小于10 分钟。
结合飞轮体锻造数值模拟情况,制定飞轮体锻造工艺。将钢锭加热至1240℃分三火次进行锻造。钢锭经过压钳口、倒棱、切底端后进行锻造变形。锻造变形采用两次镦粗、一次拔长,综合锻造比达到7.5。镦粗锻造比大于2.5,为了防止钢锭的A 型偏析区撕裂产生裂纹,采用砧宽为850mm 的平砧进行双面辗压,每锤的压下量控制在坯料高度的20%左右。锻造拔长过程中,采用850mm 宽的上下平砧,采用宽砧强压法拔长,每一道次的锻造压下量为坯料高度的20%。搭接量为200mm,每道次拔长完毕后,将坯料翻转90°,为避免漏压区域,错半砧,压下一道次。
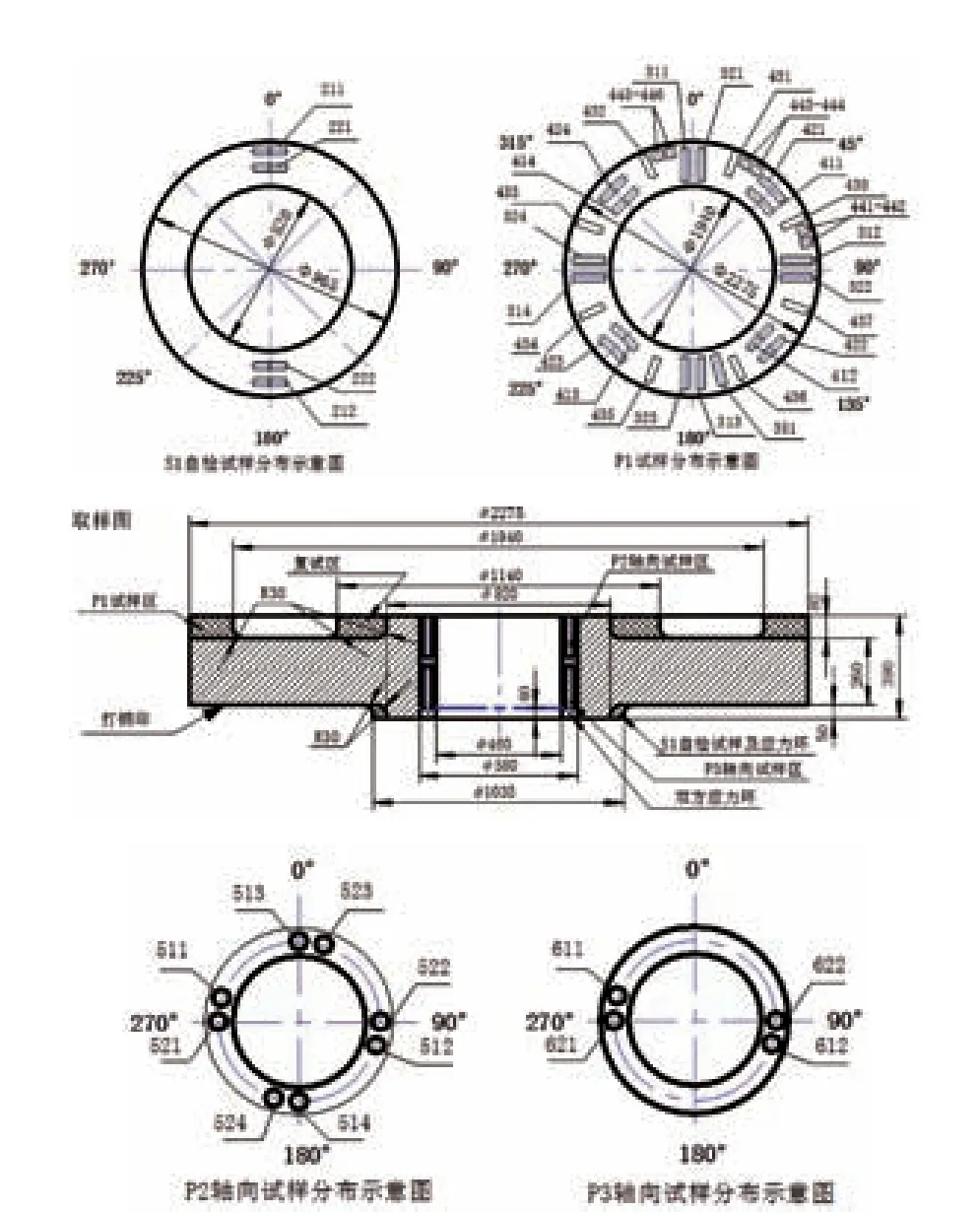
在P1 试样区,按试样分布示意图截取试样,分别做径向拉伸、冲击试验;截取431 ~438 试块做落锤试验;截取441 ~446 试块做断裂韧性试验;截取351 试棒做H 含量分析及成品分析。
超声检测要求
应用锻造数值模拟软件Forge 对飞轮体进行锻造镦粗模拟分析,得到最佳的锻造变形工艺参数。

制造工艺
飞轮体的制造工艺流程为:碱性电炉冶炼→精炼炉精炼→真空处理→大气浇注→锻造→预备热处理→粗加工→超声检测→性能热处理→取样→力学性能检验。
冶炼与铸锭
材料的化学成分要求见表1。为保证锻件具有良好的综合力学性能,提高钢水的纯净性,钢锭采用碱性电炉冶炼+精炼炉精炼+下注的方法制造而成,钢中的Cr、Ni、Mo 为提高钢的淬透性的元素,这些元素控制在规范要求的上限;冶炼过程中控制P ≤0.015%、S ≤0.010%。
电炉粗炼钢水:采用深度吹氧去P 技术,去除钢水中的有害元素。钢水出钢前,严格控制电炉钢水中P 的含量,保证P ≤0.007%。
调质完毕,硬度合格后,截取S1 自检应力环做残余应力分析。残余应力合格后,在P2 轴向试样区套取试棒,自检轴向力学性能。在S1 切向自检区,按试样分布示意图截取试样,检切向力学性能,同时做晶粒度分析。套取P2、P3 轴向试棒,做一拉一冲试验。
立足洪湖农产品的特点及优势,多方位开发,提升产品附加值。对产品进行精深加工,增强产品形式的多样性,增加新鲜感与吸引力;把握现代消费心理,结合洪湖藕带、莲藕等水生蔬菜的特性,利用当前人们对口感、养生、营养、美容、健康绿色等多方面的需求,提升产品加工层次,开发符合多层次消费群体需求的产品;在包装与工艺上,结合国际市场或目标市场偏好,收集信息,对具体产品进行深度挖掘开发;严格按照有机绿色食品标准,提高产品营养价值。
浇注:采用大气浇注方法,浇注过程采取保护浇注措施,严格按照工艺规定的脱模时间进行脱模。
调质热处理后,取样的具体位置及数量见图1 和表2,力学性能要求见表3。
锻造成形
飞轮体锻件调制完毕,并经粗加工后对锻件进行百分百的超声检测。超声检测结果符合标准JB/T 1269-2014 中5.3 的要求,具体见表3。
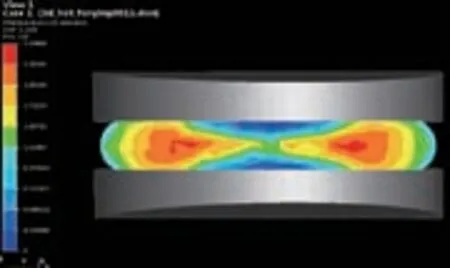
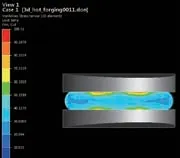
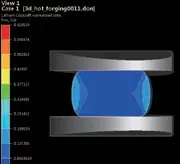
镦粗过程中用顶镦帽对钢锭进行了镦粗。经过锻造数值模拟后发现,当镦粗变形率达到80%时,在锻件的纵向剖面上,锻造变形的等效应变不均匀(图2)。剖面中间位置小,而两侧位置的数值大,最小等效应变的数值为0.9,最大等效应变数值已经达到了2.2。锻件内部的等效应力也达到了40MPa(图3)。整个剖面的变形非常不均匀,等效应变大的区域恰好对应的是钢锭的V 型偏析区,这个区域材料的质量本来就不好,再加上变形非常大,因此容易出现裂纹,造成超声波探伤不合格。当镦粗变形率达到60%时,等效应变大的区域在锻件的中间区域,最大等效应变为1.4。而在V 型偏析区,最大等效应变为1.0,等效应变较小,不容易出现裂纹。从镦粗变形率来看,当镦粗变形率达到60%时,锻造变形最佳,不容易出现裂纹。
四是加强信息化建设,利用信息网络技术和计算机数字模拟分析,对预算执行实时监控,以实现预算执行的规范化和精细化。
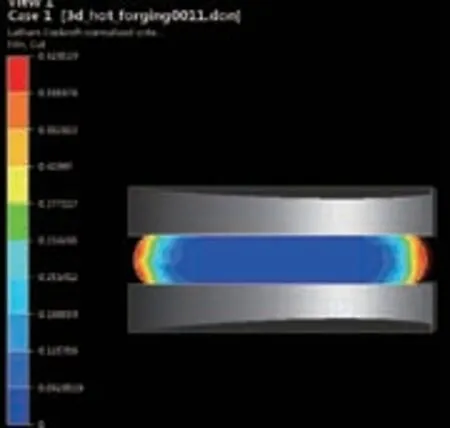
另外,从锻造镦粗损伤来看,当镦粗至80%时,锻件外表面的损伤值已经达到了0.6(图4),这就意味着,锻件表面容易开裂。当镦粗至60%时,锻件外表面的损伤值已经达到了0.25(图5)。
在高中习题变式过程中,教师所选择的原题都首先应以课本中的习题为主.因为这些习题是通过专家学者们在多次的研究以及测试之后所设计的.所以在教学过程中,教师可以直接以课本中的习题为载体,采用一题多变,多题一解的方式来让学生充分地理解基础知识,同时扩展学生的思维.
在我院档案管理工作中应用优秀计算机信息技术,实现信息全面交互,创建办公自动化大环境,提高自身工作效率。
预备热处理
由于飞轮体材料为25Cr2Ni4MoV 钢,具有明显的组织遗传性,正火后得到非平衡组织,因此锻后热处理工艺(锻后热处理工艺见图6)采用一次高温正火,一次过冷,以便切断组织遗传,细化晶粒。正火温度采用840 ~860℃,用鼓风机吹锻件大身,待锻件表面冷至280 ~320℃时,将转子在280 ~320℃保持8 ~11 小时,保证转子心部也降到贝氏体转变温度之下,以完成组织转变。随后以每小时40℃的标准进行升温,温度在640 ~660℃时保持15 ~21小时进行扩氢处理。

性能热处理
由于飞轮体力学性能要求很高,要求轴向冲击达到KV
≥41J,轴向取样深度深,不容易达到。切向要求落锤试验,无塑性转变温度NDTT 不高于~12.2℃。切向要求做断裂韧性试验,要求应力强度K
不低于165MPam
。因此热处理时,采取直接水冷的方式,使锻件淬火得到下贝氏体组织,以满足锻件性能要求。具体热处理工艺如图7 所示。

将飞轮体加热至860℃完全奥氏体化后,保温3h后,先空冷1.5 分钟后,再水冷16 ~19 分钟,使锻件得到下贝氏体组织。淬火完成后,在590 ~610℃回火,使锻件得到索氏体组织。
结果分析
超声检测
调质热处理完毕并对飞轮体锻件进行机加工后,按照ASTM A388 方法对锻件表面进行百分百的超声检测,未发现当量直径大于
4mm 的单个缺陷以及连续密集缺陷,结果符合JB/T 1269-2014 标准。
力学性能结果
按照性能热处理工艺,飞轮体各项力学性能指标达到了技术要求,取得了满意的效果,具体详见表4。

结论
⑴用单真空钢锭制定的材料为25Cr2Ni4MoV 的飞轮体锻件化学成分、力学性能均能满足技术要求。
⑵材料为25Cr2Ni4MoV 的飞轮体锻件的轴向、径向、切向强度偏差较小,说明材料的各向异性相差小,进一步验证了铸锭、锻造、热处理等工艺的合理性和可行性。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:04
模具制造(2019年7期)2019-09-25 07:30:00
中国自行车(2017年11期)2017-04-04 02:51:30
设备管理与维修(2016年7期)2016-04-23 06:51:56
大型铸锻件(2015年4期)2016-01-12 06:35:33
大型铸锻件(2015年4期)2016-01-12 06:35:10
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:33:08
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
