
大长径比不对称杆件锻造变形实验及理论分析
2022-09-05 01:01:50章建军庄晓伟汤晓峰江苏龙城精锻集团有限公司
锻造与冲压 2022年17期
本文针对304 不锈钢不对称大长径比杆件锻造变形问题进行了实验和理论研究,发现这类杆件锻造后都会向材料较多的一侧弯曲,并且中间部位直径较两端直径大。对产生变形的机理进行了初步的理论探讨,认为温度分布不均匀和模具变形是产生变形的主要原因。
实际生产中大长径比杆件锻造后容易发生变形,尤其是不对称的大长径比杆件更容易发生变形。虽然长杆件的锻造变形问题由来已久,但并未受到过多关注,与此相关的较深入的研究也十分有限,但这类锻件在生产中并不少见,因此对其进一步的研究具有实用价值。本文针对生产中遇到的这类锻件的变形问题做了相关的实验研究及理论探讨。
康复护理是康复医学发展的重要产物,也是近年来临床上比较推崇的科学化、高效化的护理模式,旨在为患者提供一种舒适、良好并且利于疾病康复的护理方式。康复护理的内容包含医学、社会以及职业和教育等多个方面进行协调应用,对患者展开训练和指导,以降低由于疾病因素导致的生活能力下降,以期促使患者达到基本生活自理能力的恢复。在近年来,该护理模式被广泛用于临床护理工作中,且发挥出良好的应用价值[9-10]。
实验材料及方法
锻件的形状简图如图1 所示,为一大长径比杆类锻件,且形状不对称,在杆的一侧多了几个凸起的柱状凸脚。杆部直径
23mm,长度320mm,锻造时锻件空间位置与图1 所示位置相反,凸脚朝下,分型面在杆轴线位置。锻件材料为304 不锈钢,加热到1130℃左右开始锻造,终锻时表面温度实测在1050 ~1080℃。

实验结果与讨论

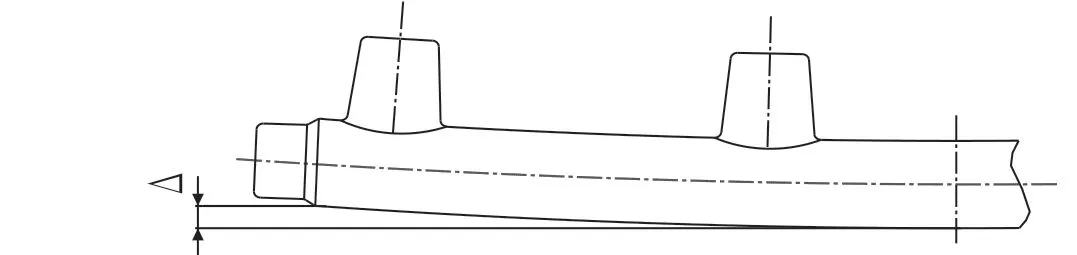
锻造完成后空冷到室温,在无脚一侧上轮廓线处测量直线度时发现几乎所有的锻件都出现了向有柱状凸脚一侧的弯曲,以中间部位为最低点时,两端比中间普遍高△=0.3 ~0.5mm,如图2 所示。进一步测量发现,这种高度差不只是来自于弯曲,还来自于锻件中间部位与两端的直径差,中间部位的直径普遍比两端的直径大,这种差距增加了高度差值。针对锻件的这种复合变形,我们分别进行了研究,发现有三种变形机制,并提出了初步的理论解释。
锻件两侧温度分布不均匀引起的弯曲
由于该锻件的材料为304 不锈钢,在整个锻造和冷却过程中并不发生相变,因此可以排除掉相变引发变形的可能性。经过推断,引发弯曲变形的原因应该是锻件各部分温度分布及冷速的不均匀性。由于锻件内部测温不方便,我们利用Deform-3D 软件模拟了锻件终锻后的温度场,如图3 所示。可以看出整个纵截面的温度并不是均匀分布的,而是最高温度偏向了有凸脚一侧,使得该侧温度较另一侧高出约10 ~20℃,这与材料分布不均匀有关,有脚一侧材料体积更大、储热更多因而冷却更慢。以下分两种情况讨论。
1.4 动物分组及处理 将20只成瘤后的裸鼠随机分成:对照组、阿霉素组、苦参素组、联合组(阿霉素+苦参素组),每组5只。采取尾静脉注射法,每周连续干预5 d,共两周。对照组裸鼠每天给予生理盐水0.2 ml,阿霉素组裸鼠每天给予阿霉素6 mg/kg,苦参素组裸鼠每天给予苦参素100 mg/kg,联合组裸鼠每天给予阿霉素6 mg/kg和苦参素100 mg/kg。药物干预后第14 d用脱颈法处死各裸鼠,剥离瘤组织,部分于10%福尔马林中进行固定用于免疫组化检测,部分则保存在液氮中用于 RT- PCR检测及ELISA检测。

L/(R+h)=L(1-δ×10)/R (1)
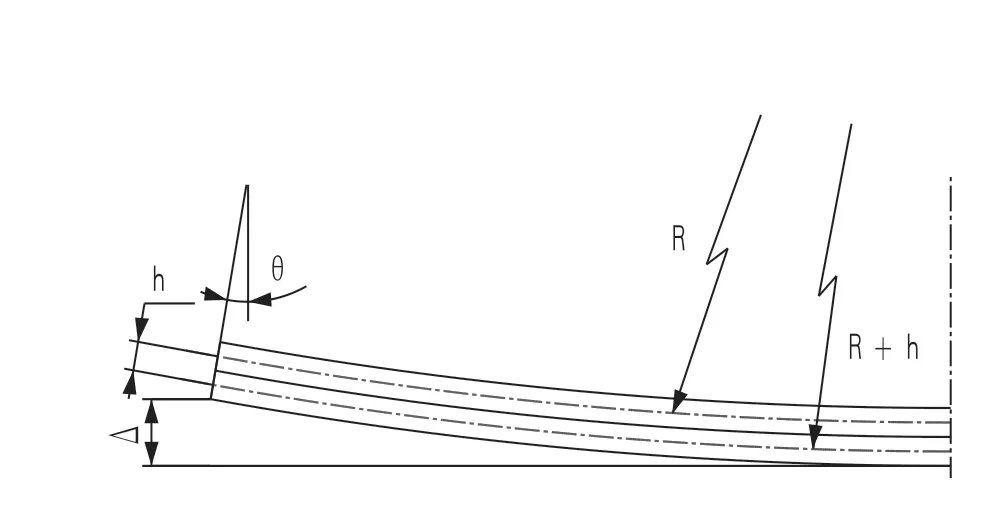
⑴不发生塑性变形的情况。正是由于温度分布不均及存在温差,使得锻件两侧虽然经历了相同的冷却过程,最后却有了不同的收缩量,导致杆件向温度更高的一侧弯曲。我们分析其原因如下:在锻造时受到模具约束,经过预锻、精锻后锻件形状是直的但两侧有温差,这就使得在冷却到室温时高温侧比低温侧要多冷却10 ~20℃,即收缩量更多。以此为基本条件,我们进行了简化的分析,绕过应力、温度分布等复杂问题,直接从几何条件入手,将带有温差的圆柱简化为有不同温度的两个半圆柱,上半圆柱温度比下半圆柱温度高10℃,到室温时上半圆柱将多出10℃的收缩量而引起下半圆柱向上弯曲。假设弯曲形状为圆弧形,并造成端部△的翘起量,模型简图如图4 所示,这里显示了锻件的一半,取上、下半圆柱的中心线为衡量变形的基准,下半圆柱弯曲时其中心线不变,上半圆柱因多收缩10 ~20℃的量弯曲时其中心线缩短,令上半圆柱半径为R,下半圆柱半径为R+h,h 为中心线距离,这里取直径的一半,即11.5mm。上半圆柱的中心线长度较下半圆柱中心线长度L 减少一个10℃的收缩量,即L(1-δ×10),δ 为室温时的热膨胀系数,取16×10
,又由于上下半圆柱是一体,材料连续分布,因此弯曲时的圆心角θ 相等,圆心角又等于弧长除以曲率半径,因此有等式:
综合以上两种情况,不论高温时是否发生塑性变形,最终都会造成杆件向有凸脚侧即高温侧弯曲,造成直线度的偏差。
由图3 可见,锻件横截面内层与外层之间大概有50℃左右的温差,这种温差会给锻件带来腰鼓形的变形。高温时,外层收缩并压缩内层使内层出现塑性变形而缩短,冷却到室温时,内层由于温度高而多了50℃的收缩量,反过来对外层进行压缩而加剧变形。分别对高温和室温变形过程分析如下。
实验中将处于高温的杆件无凸脚一侧浸入水中强制冷却10 秒左右,杆件向无凸脚侧发生明显弯曲。出水空冷至室温时,杆件则反过来向有凸脚侧弯曲,并且端部翘起量达到1mm 左右,证明了如果在高温时高温侧受压发生塑性变形,将导致冷却到室温时向高温侧发生更大的弯曲变形。
整个项目制作以学生为主体创客导师为指导完成,学生通过自主学习调研,提出问题,对项目既定目标、跨学科知识点、小组成员专业特征做整体分析,最终提出解决方案,将课内外知识点进行有机结合,提升实践能力。不同专业学生组成的小组可以让学生知识面得到拓展,提升沟通协作共享能力。完成项目过程中实现跨学科知识内容分析、探讨、学习,学生完成项目过程中不可避免遇到自己专业以外的知识点,从而激发学生自主学习欲望,培养勇于探索、克服苦难的精神。 项目结束后由创客工坊中创客导师将各小组项目进行资源汇总,汇总后的项目资源传到创客云平台中供学生学习使用。
整理得R=h(1-δ×10)/(δ×10),计算得R=71863.5mm,再由三角函数关系可得△=0.178mm。如果以温差为20℃计算,翘起量△=0.356mm。即圆柱体两侧温度分布不均匀可造成长杆锻件弯曲翘起变形,且这种弯曲可能是直线度超差的主要原因。要强调一下,作为初步的粗略估算,这里未考虑变形弯曲时的两个有相反作用的因素:一是上半圆柱的收缩力会随着变形发生而逐渐降低,而下半圆柱的抗力则会逐渐增强,二者平衡时圆柱整体的弯曲应该会较轻,因此翘起量较计算值更小;二是半圆柱的中心线采用质量中心线可能更合适,这时的h 将减小,翘起量计算值将更大一些。
锻件内外温差造成腰鼓形
⑵发生塑性变形的情况。高温时304 不锈钢的屈服强度较低,如果此时低温一侧的收缩力足够大的话,高温一侧的材料压缩发生塑性变形,造成高温一侧永久性缩短。当冷却到室温时,同样发生上述过程,杆件向高温侧弯曲,只是由于高温时高温侧永久性缩短,到室温时造成的弯曲更加剧烈。同样按两个半圆柱的简化模型计算,设高温侧温度高于低温侧10℃,22.67×10
是高温时的收缩率,低温侧的收缩应变量δ=10×22.67×10
=2.267×10
,1080℃时304 不锈钢的弹性模量采用Jmatpro 软件所给数值97.32GPa,外层因此产生的压缩应力可达到δ×E=22MPa。如果按照温差是20℃计算,压缩应力可达到44MPa。根据相关文献的数据,304 不锈钢在1100℃时的屈服强度约40MPa,在1150℃时的屈服强度小于30MPa,而抗拉强度在1000℃时低于25MPa,抗拉强度在1100℃时甚至低于20MPa。因此,在高温时温度较高的一侧有可能被压缩致永久性缩短。
⑴高温时。对该模型进行简化处理,设定圆柱体分成内外两层,外层温度较内层低50℃,根据模拟图设定外层温度1080℃(实测表层温度与模拟数据基本相等),内层温度1130℃。内层半径按照图3 估算为半径的3/4,即8.625mm,这样内层圆柱体横截面积为233.7mm
,外层厚度为半径的1/4,即内径8.625mm、外径11.5mm,其横截面积为181.8mm
。为简化计算,不考虑内外层之间的传热效应,采用简单的计算评估外层可能的最大应力是否大于内层的变形抗力,计算结果如下:外层温降收缩应变量δ=50×22.67×10
=1.134×10
,1080℃时304 不锈钢的弹性模量采用Jmatpro 软件所给数值102.28GPa,外层因此产生的压缩应力可达到δ×E=116MPa,外层压缩力可达到116MPa×181.8mm
=21089N。这里内层屈服强度即便取较高的数值为50MPa,其屈服时抗力为50MPa×233.7mm
=11685N,外层的压缩力也比内层屈服时的抗力大将近1 倍,圆柱内层有很大可能性被压缩发生塑性变形而永久性缩短,导致腰鼓形的变形出现,并加剧上轮廓线的翘起变形。
在活动结束后,我们利用问卷星调研了读者对活动的满意度 [2]。问卷共设置6个题目:通过矩阵题调查读者对活动组织形式、工作人员及持续时间等的满意度,通过多选题调查读者通过活动有哪些收获,通过单项选择题调查读者是否会再次参与活动及宣传推广活动,最后通过两个填空题调研本次活动有哪些不足及读者希望有哪些好的活动形式,为以后活动做铺垫。问卷题目设置比较简单,大致需要两分钟可以完成,共收回57份。
如果高温时内层以较低屈服应力计算,或者锻后进行风冷,外层收缩造成的压缩量将更大,同样后续冷却到室温时内层压缩外层也将引起更加显著的腰鼓形的变形。
⑵室温时。由于高温时内层发生永久的塑性变形而与外层达到同样长度,后继冷却到室温时,内层将多出50℃的收缩量,这将引起内层收缩而压缩外层,进一步加剧腰鼓形变形。此时处于室温,内层所产生的最大应力也按照上述方式估算,并考虑到内层收缩时外层也跟随缩短将释放内层应力并最终达到平衡,简化计算内层材料对外层施加的最终压缩力大概为18000N,而外层对应屈服的抗力则超过36000N(按最小值R
=200MPa 计算),因此此时的变形应该是弹性变形。
⑶模具变形引起的腰鼓形。
锻件成形时不但锻坯会发生变形,模具也会出现微量弹性变形,尤其在长杆件的成形过程中,由于模具为长条形,锻造时在垂直方向上模具两端不受力而中间部位受力最大,会导致模具中间部位在压力作用下尺寸减薄,即型腔中部的垂直方向的尺寸会略微向上下扩张,型腔两端由于受模具不变形部分的约束而扩张很小,这也会造成锻件出现类似腰鼓形的变形。由于模具整体始终处于弹性变形阶段,因此此类变形应该很小,在此不做深入讨论。
以上讨论的内外温差和模具变形引起的腰鼓变形,最终都将导致长杆件中间的直径大于两端,实际中产品中间直径的确较两端大0.08 ~0.12mm,证明这两种变形在实际生产中的确会出现。
我们重点跟踪和检查热处理装炉及回火装炉等关键节点,主要控制变形过程如下:装炉时,管板下部用3根垫铁支撑,有缝隙处用垫铁、稍铁、垫片等塞严实(见图6)。淬火时,将管板放置在4组垫铁上进行冷却。回火装炉时,根据电炉垫铁特点将管板旋转45°装炉以防止变形,有缝隙处用垫铁、垫片等塞实(见图7)。回火空冷时,不立即吊下,而是空冷8h后待温度下降后再吊下放置在垫铁上(见图8)。
而对上述三种变形同时考虑时,会发现弯曲和中间直径的增大最终都会造成测量上轮廓线直线度时出现较大的偏差,尤其是弯曲造成的偏差是最大的。而产生这些变形的因素目前是难以消除的,因此这类变形在长杆件的常规锻造中几乎无法避免,故应该在锻造后安排合理的整形工序以降低直线度偏差,提高产品合格率。
唐峪河是一条破坏较为严重的河道,河道内乱挖、乱采现象严重,建筑垃圾随意倾倒现象严重,河水水质浑浊,携带大量颗粒物进入下游河道。从保护生态的角度进行近自然治理,主要采取以下治理措施:新建堤防工程,河道内采砂坑改造为人工湿地。治理防洪标准为10年一遇。
结束语
不对称的长杆类锻件锻造后多会发生弯曲,其弯曲变形的趋势是向材料更多的一侧弯曲,原因是材料较多的一侧在锻造结束时温度更高,冷却到室温时较另一侧有更多的收缩量。而长杆锻件内外温差则会造成腰鼓形的变形,原因在于高温时外层温度低而产生的压缩力使内层发生塑性变形而缩短,内层则在冷却到室温时因为有更大的收缩量,进一步加剧腰鼓形的变形,同时模具的受力不均匀也将引发类似腰鼓形的变形。总之,不对称长杆件的锻造中这些变形是难以避免的。
猜你喜欢
建筑与预算(2023年12期)2024-01-18 06:45:50
建筑与预算(2023年11期)2023-12-25 12:38:44
建筑与预算(2023年9期)2023-10-21 10:14:20
建筑与预算(2023年2期)2023-03-10 13:13:20
传感器世界(2022年4期)2022-11-24 21:23:50
武术研究(2020年3期)2020-04-21 08:38:10
当代陕西(2020年24期)2020-02-01 07:07:00
音乐天地(音乐创作版)(2017年1期)2017-04-24 08:45:19
科技资讯(2016年6期)2016-05-14 13:09:55
试题与研究·中考化学(2015年1期)2015-06-15 08:31:15
