
球罐极顶板人孔埋弧焊设备及焊接工艺研究
2022-09-01 13:16:56杨奇伟
金属加工(热加工) 2022年8期
杨奇伟
上海市安装工程集团有限公司 上海 200080
1 序言
近年来,传统制造业大范围向工业自动化、工业机器人方向升级改造,各行各业的自动化程度越来越高。作为上海市安装集团的压力容器制造基地,我公司焊接技术也迫切需要向工业机器人方向发展。压力容器制造基地的主要品牌产品球罐虽然基本采用自动化制造,但是球罐极顶板的人孔接管因其大小、结构形式、布局位置不同,且焊接面为球形曲面,因此还需要采用焊条电弧焊进行焊接,国内其他几家球罐制造企业也存在相同的情况。随着高技术焊接人员越来越少,人工成本越来越高,发展高效、节能的自动焊技术已成为企业发展的根本。而埋弧焊在工业生产中应用十分广泛,它具有生产效率高、焊缝质量可靠、劳动条件好等优点。但由于埋弧焊熔池体积和重量大,因此比较适用于平焊、横焊位置的焊接[1]。目前,我公司现有埋弧焊设备可用于直线型焊缝的焊接,通过焊接机头的旋转也可以实现环形焊缝的焊接。但球罐极顶板人孔的焊缝为曲面圆形焊缝,要想实现埋弧焊,需要对现有的焊接小车进行改造,对于仅适用于固定平焊、横焊的焊接小车及控制系统进行调整,确保焊接轨迹能够满足球罐极顶板的曲面圆形焊缝要求,以实现自动化焊接。
2 设备优化思路
球罐极顶板的一般结构如图1所示。由图1可知,埋弧焊设备优化必须满足能够以接管的中心沿球面进行圆周运动;自动焊小车在球面上移动的角速度同焊接要求的速度必须一致;人孔接管的大小不等,自动焊小车的焊接手臂必须能够进行调整,以满足球罐极顶板的接管大小、结构形式、布局位置不同等要求。
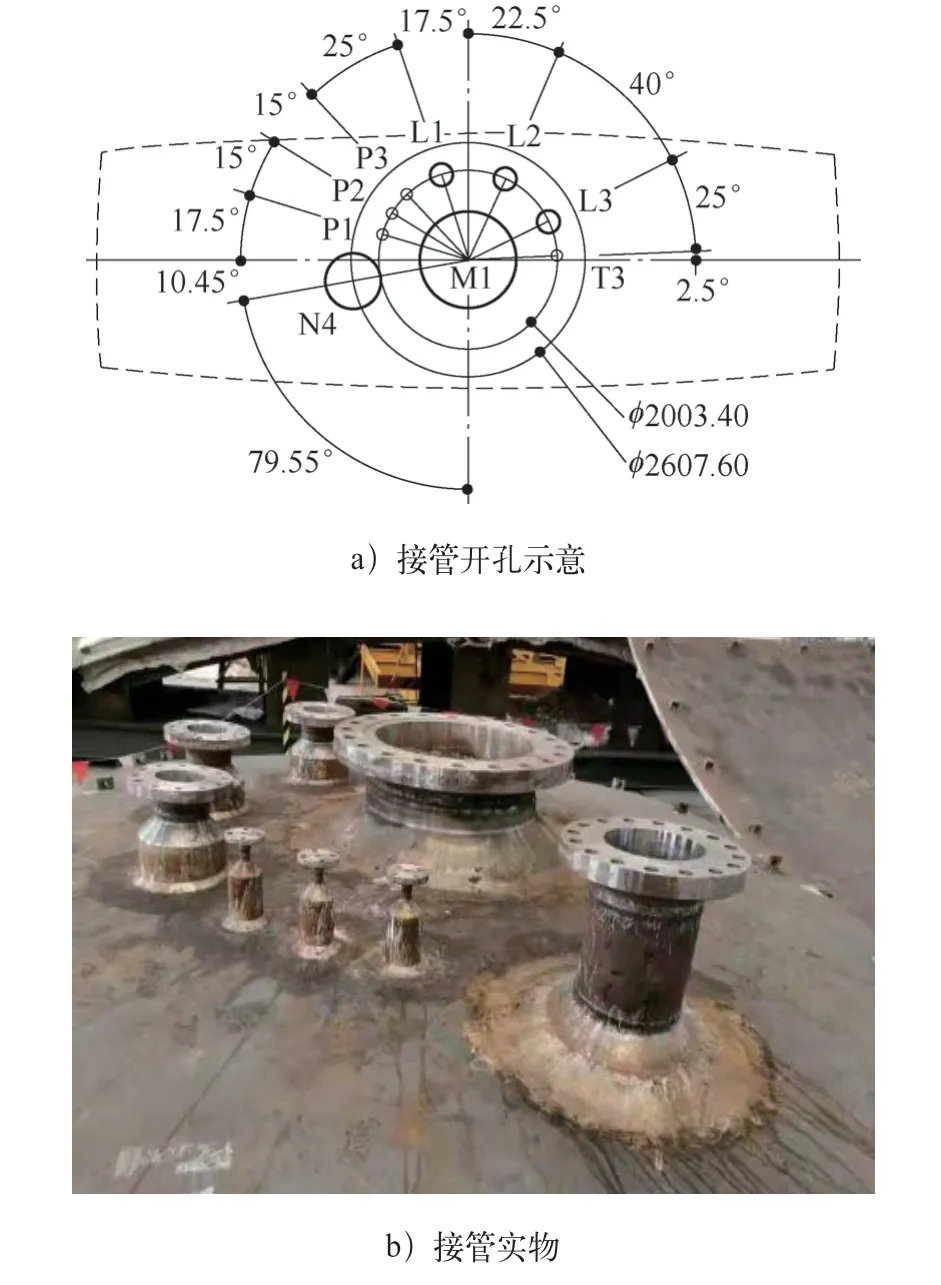
图1 球罐极顶板的一般结构
3 埋弧焊机的构成
原球罐极顶板的焊接采用的是焊条电弧焊,若采用埋弧焊,则焊接设备要进行彻底更换。因为球罐极顶板结构的特殊性,没有现成的焊接设备能够满足要求,所以本次使用的埋弧焊机的是在常用埋弧焊机的基础上进行了改造。常用的埋弧焊机有等速送丝和均匀调节送丝两种,一般均由机头、行走小车、控制箱及焊接电源组成。课题组选择了电弧电压均匀反馈调节式焊机,即用最普通的MZ-1000型焊机进行改造。采用埋弧焊机上的送丝机头,加装焊机电器控制机构,使其由直线运动改作圆周运动。电源、焊机确定后,最主要的问题就是对焊接机头的机械部分进行改造。
3.1 自动焊接机头
首先,原有埋弧焊小车传动机构是直线运动,为了达到由直线运动变为圆周运动,课题组在埋弧焊机上安装了圆心机,将送丝机头加上活动机构固定在圆心机连杆上,圆心机旁加装埋弧焊机电器控制机构,使其在操作上更加方便、稳定。圆心机是圆周运动,送丝机头固定在圆心机上,这就实现了由直线运动变为圆周运动。其次,还要解决转速问题。因为原来埋弧焊机是直线运动,对不同直径的线速度要求不同,所以对于圆心机的转速要求也不同。课题组对圆心机的转速与焊接时的速度进行了反复比较,在圆心机上又加装一套8∶1变速机构,以此来满足焊接时的速度要求。改进后埋弧焊机角速度的调节范围为(0.5~2.5)°/s,焊丝固定架安装在圆心机上,圆心机在旋转过程中送丝也比较稳定。圆心机结构如图2所示。
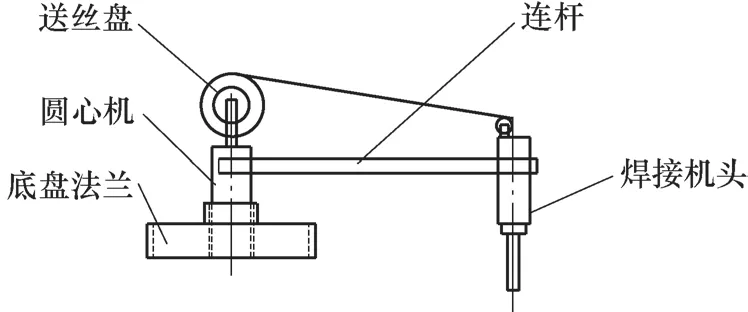
图2 圆心机结构
3.2 调节器
要实施球罐极板埋弧焊,除了使它由直线运动改作圆周运动外,还要考虑上下左右的焊接要求,为此,必须设计一个调节器来解决该问题。由于球罐人孔凸缘尺寸往往差异较大,而选择的MZ-1000型焊机机身的上下左右调节范围非常小,因此课题组在焊机支架上加装了一个调节器,并将其固定在焊接机头和圆心机的连杆上,调节范围为φ850~φ1100mm,基本覆盖了极顶板的人孔范围(见图3)。因为焊接机头、圆心机、连杆直接连接,所以其在焊接时更方便,电弧也比较稳定,可以保证焊接质量。
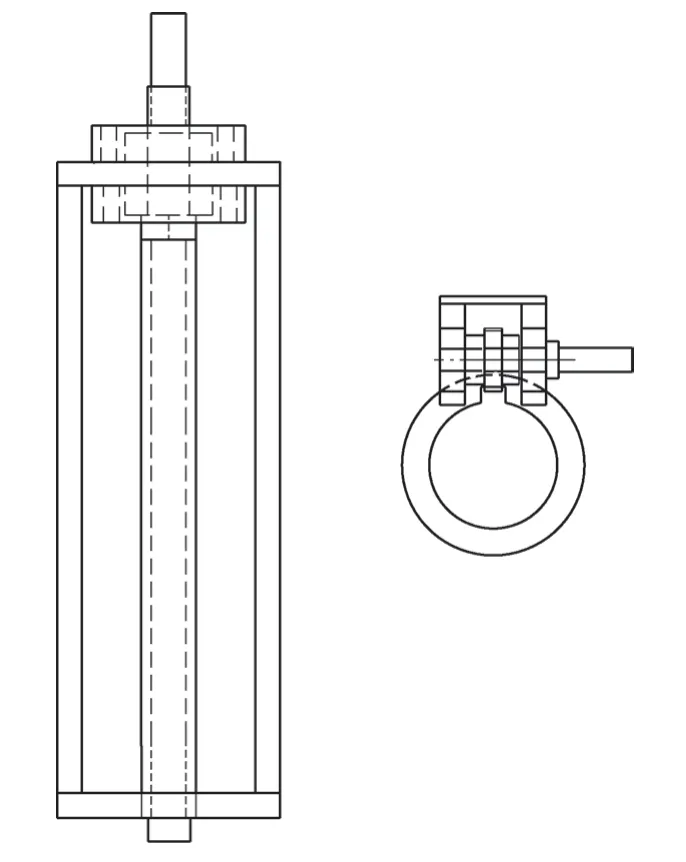
图3 调节器
3.3 连接盘
在实际操作时,人孔接管较厚,尽管埋弧焊的生产效率高,一般不开坡口时单面一次熔深可达20mm,但人孔接管厚度在30mm以上,因此一般是开双面X形坡口。为了达到正反面焊接的目的,另外制作一个连接人孔法兰的连接盘(见图4),使其能满足反面焊接的要求,圆心机用压板加以固定。

图4 连接盘
改造完成后的焊机,能够在极顶板的正反面进行固定焊接,运动轨迹完全满足极顶板的凹凸面焊接需要,可伸缩调节器完全满足不同直径、不同位置的人孔焊接,设备经测试能够满足球罐极顶板人孔焊缝的焊接技术要求。改造后的焊机如图5所示,焊机的技术参数见表1。

图5 自主设计改造的球罐极顶埋弧焊机

表1 极顶埋弧焊机的技术参数
4 焊前准备
4.1 母材及焊接材料
本次焊接工艺试验的母材采用厚度为48mm的Q345R钢板。焊丝为CHW-S3R、φ4.0mm;焊剂牌号为CHF101R。
4.2 坡口形式
焊接接头的坡口形状和尺寸如图6所示,采用X形坡口,钝边厚度为5mm。

图6 坡口形式
4.3 焊接参数
本次焊接采用双面焊接的方式,先焊大坡口一侧,再焊小坡口一侧。焊接小坡口一侧前用碳弧气刨加砂轮打磨的方式对根部进行清理。焊道分布如图7所示,焊接参数见表2。

图7 焊道分布
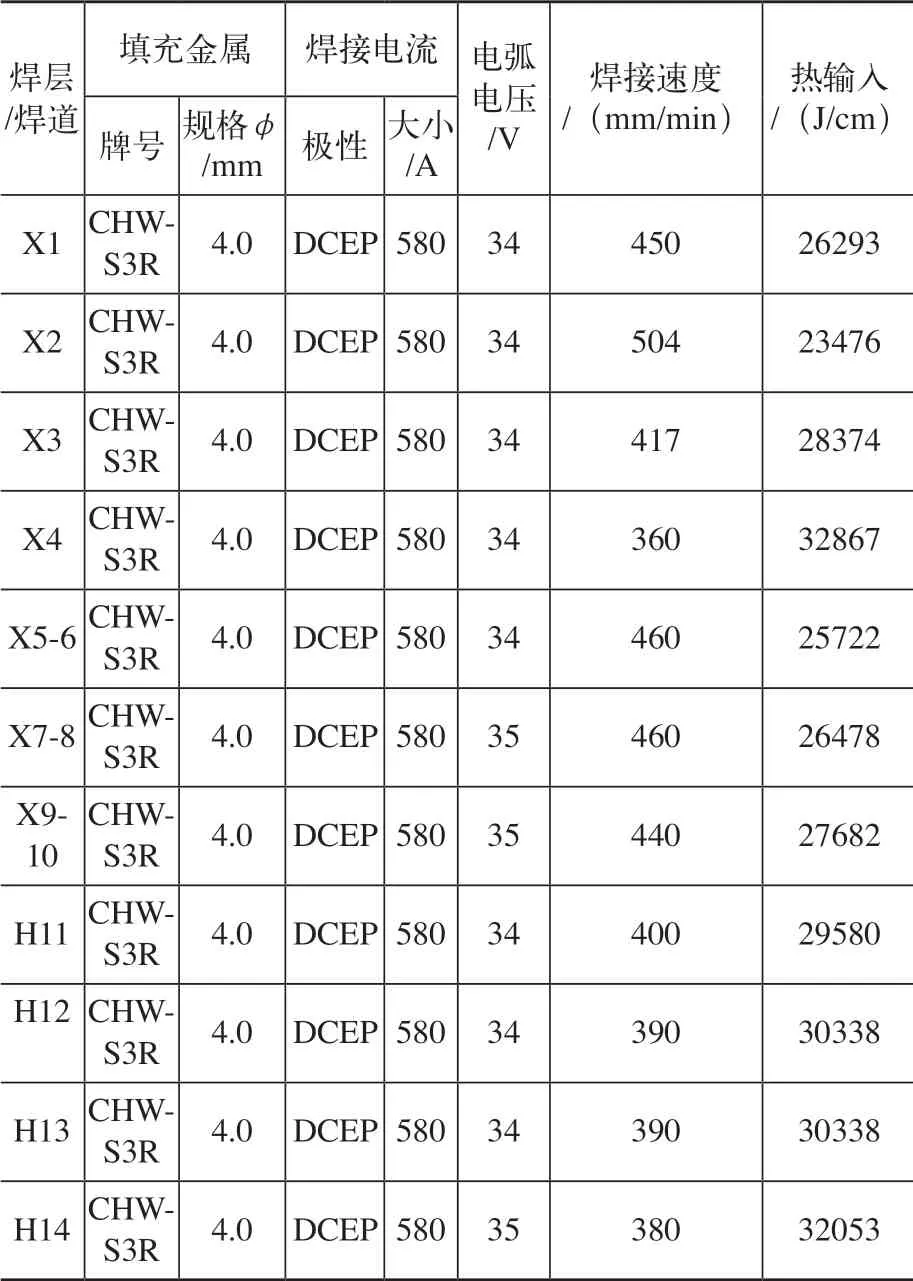
表2 48mm厚Q345R钢板材埋弧焊焊接参数
5 焊接工艺评定试验
根据规定,人孔焊接由焊条电弧焊变为埋弧焊,若改变焊接方法,则必须重新进行焊接工艺评定,焊接评定主要包括:预焊接参数、外观检测、无损检测、力学性能试验(拉伸、弯曲、冲击)。预焊接参数参见表2。
5.1 无损检测
施焊完成后,对焊缝进行外观检查,检查合格后,按NB/T 47013.2—2015《承压设备无损检测 第2部分:射线检测》要求对焊缝进行射线检测,检测结果Ⅱ级合格。
5.2 力学性能试验
对焊缝进行室温横向拉伸、弯曲、冲击试验等力学性能检测,结果见表3~表5。由表3~表5可知,试验结果均合格。

表3 拉伸试验结果
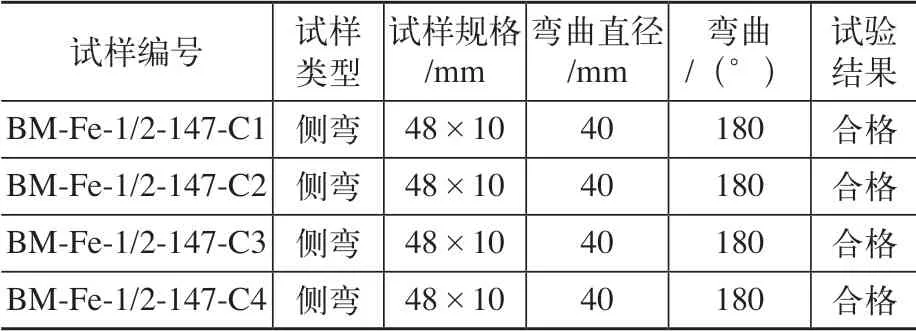
表4 弯曲试验结果
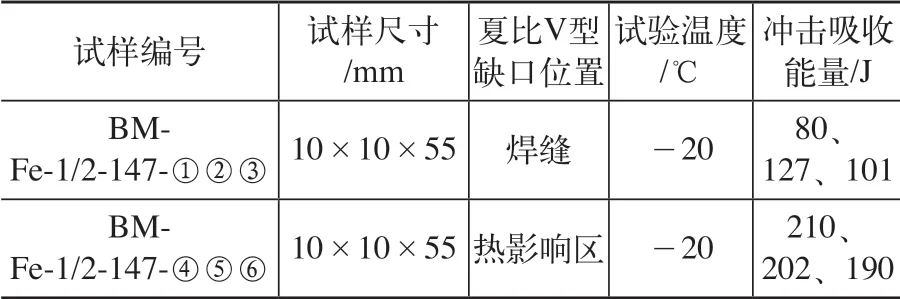
表5 冲击试验结果
5.3 评定结论
按NB/T 47014—2011《承压设备焊接工艺评定》规定,确认焊接试件、检测试样、测定性能试验结果正确,评定结果合格。
6 质量控制
1)焊前用砂轮机将坡口两侧50mm范围内的油、污、锈、毛刺等清理干净。
2)焊剂应按说明书要求进行烘焙。对于回收的焊剂,应过筛清除渣壳、碎粉及其他杂物,再与新焊剂按比例混合均匀后使用。
3)碳弧气刨清理后,用砂轮机清除掉氧化皮,确认无未熔合、夹渣等缺陷后方能进行另一侧的焊接。
4)组织焊工进行操作技能培训,考虑埋弧焊焊接中出现的特殊情况,对焊接参数进行人工干预和调节,以克服焊接过程中不可避免的一些干扰因素。如因送丝速度不稳定导致电弧长度的变化、工件不平或机头抖动造成的焊丝伸出长度的变化,以及因线路电压不稳引起的焊接电源外特性的变化等,从而保证球罐自动焊的焊接质量。
7 现场焊接施工
根据焊接工艺评定,编制焊接作业指导书。在一台材质为Q345R、厚度为48mm、规格为400m3的氧气球罐制造中,首次采用了埋弧焊技术对极顶板与人孔凸缘进行焊接(见图8)。
针对极顶板与人孔凸缘焊接中焊接工作量大、焊接质量要求高的特点,以及容易出现的球板开孔尺寸、坡口角度和钝边间隙超差等情况,施焊前按工艺评定制定详细的实施方案,以加强实施过程的工艺控制,防止各类偏差的产生。球罐极顶板与人孔凸缘焊接后,焊缝成形美观,经射线检测焊缝合格率达到100%。

图8 现场焊接
8 结束语
现场焊接证明,经过改造后的埋弧焊机可实现球罐极顶板与人孔焊缝的自动化焊接。通过焊接工艺评定试验,该设备所焊焊缝的力学性能满足压力容器焊接规程的要求,可在实际生产中广泛使用。该设备能够实现焊接过程的自动化,焊缝成形光滑、美观,且具有良好的综合力学性能。球罐人孔凸缘与极顶板采用埋弧焊技术,改变了以往采用焊条电弧焊焊接的落后现状,解决了企业高技术焊接人才缺乏的难题,进一步提高了焊接效率,加快了施工进度,改善了工作环境,降低了劳动强度,具有非常明显的优势。
猜你喜欢
城市道桥与防洪(2023年11期)2023-12-04 08:29:14
设备管理与维修(2022年19期)2023-01-03 03:13:00
中国特种设备安全(2021年10期)2021-03-08 02:43:26
中国特种设备安全(2019年7期)2019-09-10 07:30:38
石油化工建设(2018年3期)2018-11-30 02:03:16
化工装备技术(2017年4期)2017-09-01 15:58:00
化工设计(2015年3期)2015-08-20 00:35:48
焊接(2015年3期)2015-07-18 11:03:25
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
