
蒸汽发生器关孔专用工具设计及应用
2023-01-03 03:13:00方司马
设备管理与维修 2022年19期
方司马
(中核核电运行管理有限公司维修五处,浙江嘉兴 314300)
1 背景
1.1 蒸汽发生器功能及结构
蒸汽发生器是核电厂一、二回路的枢纽,主要作用是将一回路冷却液的热量传递给二回路给水,产生蒸汽驱动汽轮发电机发电。蒸汽发生器为立式筒体结构,主要由筒体、上封头、下封头、U 形传热管等组成。来自一回路的冷却液由下封头进入蒸汽发生器一次侧,通过倒置U 形传热管将热量传递给二回路给水,给水在蒸汽发生器二次侧变成水蒸气后,通过汽水分离器进入上封头,再通过顶部的蒸汽管口离开蒸汽发生器。
人孔盖为内外双盖式结构,内外盖中间腔室联接一个引漏管,当内盖出现泄漏时,介质从引漏管排出。下封头的一次侧人孔,开孔方向与地面呈30°夹角,人孔呈椭圆形。上封头二次侧人孔开孔方向与地面呈60°夹角。同样呈椭圆形,内盖由一根旋转臂支撑,内盖与旋转臂的联接方式为插销结构。旋转臂安装在上封头内侧,仅有水平旋转一个自由度,旋转臂末端有一个凹孔,末端平面与地面呈60°夹角。内盖背部焊接着一根凸棒,与内盖垂直,插入旋转臂末端的凹坑,人孔内盖通过旋转臂支撑,两者为间隙配合,人孔内盖可以绕着旋转臂转动,旋转臂固定在封头内表面上,旋转臂可以绕着固定轴旋转(图1)。
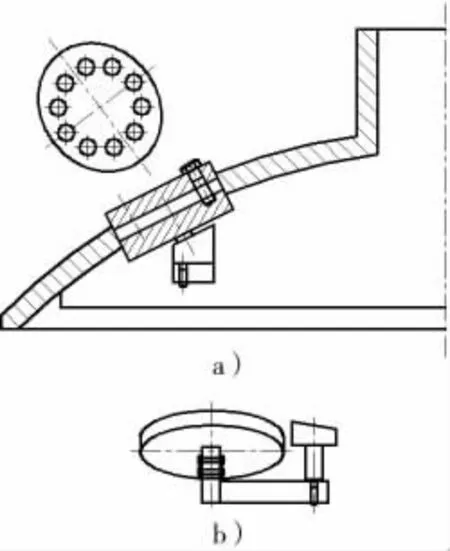
图1 二次侧人孔结构
1.2 关孔技术优化的必要性
正常情况蒸汽发生器人孔关孔时,通过摆动旋转臂,使人孔内盖旋转到人孔位置,微调人孔内盖使人孔内盖与人孔对正,安装螺栓和外盖,通过紧固螺帽可以提升人孔内盖,内外盖与人孔座紧密贴合。蒸汽发生器关孔过程首次出现人孔内盖偏斜,导致外盖安装到位后所有螺栓无法全部安装到位进行紧固的情况。人孔内盖由旋转臂支撑,旋转臂可在水平面旋转,同时人孔内盖又能在旋转臂上圆周向旋转和上下提拉,自由度较多。内盖重约254 kg,将内盖回装到位后,因自身重力下坠脱离,在外盖回装时无法与之对正。造成蒸汽发生器人孔内盖偏斜的原因为结构中的旋转轴和人孔内盖长期处于蒸汽发生器内部,设备运行过程中,汽水和杂质进入人孔内盖和旋转臂的旋转机构内,形成锈蚀卡涩,使人孔内盖和旋转臂移动困难;当打开人孔时,需要额外的力量来强行移动人孔内盖和旋转臂,这种额外增加的力量使人孔内盖和旋转轴的旋转机构出现磨损松动,人孔内盖无法与人孔对中,从而无法通过人孔外盖和人孔螺栓提升人孔内盖到指定位置,无法顺利关闭人孔。
1.3 处理方法
(1)处理方案一:解决人孔内盖偏斜需解体旋转臂对旋转臂缺陷部位进行处理。
(2)处理方案二:制作关孔专用工具,帮助人孔内盖对中并提升到指定位置保持固定。安装人孔外盖时,人孔关孔工具能够保持人孔内盖不动,然后顺利安装人孔螺栓,完成人孔的关闭。
1.4 技术难点
(1)回装内盖至要求位置:蒸汽发生器在高温高压工况下运行多年,内盖支撑臂存在卡涩的情况,加之内盖自重,很难将内盖调整到位的问题。
(2)回装外盖时,确保内盖保持不动:内盖调整到位后,安装外盖时,内盖因自身重力会脱开,导致内外盖无法配合安装。
(3)专用工具易操作:具备机械钳工初级技能就能顺利操控,采用纯机械式构造且结构简单,降低专用工具自身故障率,并且便于搬运。蒸汽发生器二次侧人孔位置处于机组反应堆穹顶位置,路径无电梯和升降车,起重设备也只覆盖小部分路径,专用工具应解决体积小、质量轻、便于携带,尽量避免使用电气、动装置结构,确保低故障率。
(4)内盖安装准确性:减少蒸汽发生器内盖反复找正,避免磕碰密封垫片导致安装时损坏等问题。
2 专用工具设计方案
2.1 专用工具的组成
关孔专用工具,包括对中装置、固定装置、转换固定装置等结构(图2):①对中装置包括承力板、调正板、带销万向手柄和不带销万向手柄,调正板上设置有两列卡槽,万向手柄以卡槽为节点,配合承力板调整人孔内盖位置;②固定装置包括过渡螺柱和左右卡板套件,过渡螺柱旋入人孔内盖,左右卡板卡住过渡螺柱,左右卡板支撑在人孔座上,实现人孔内盖的固定;③转换固定装置包括更替螺柱、过渡支架和更替螺母,更替螺柱旋入人孔内盖,配合过渡支架和更替螺母固定人孔内盖,便于固定装置的拆除和人孔外盖的落位。

图2 专用工具
2.2 功能及优势
(1)准确回装内盖至规定位置:现场使用手拉葫芦将内盖提升至大概位置,然后使用对中装置中承力板和2 个手柄进行微调,承力板尺寸与人孔相配合,利用带销的万向手柄插入人孔内盖自带吊耳和不带销的万向手柄插入承力板,视内盖周边间隙情况搬动手柄进行间隙微量调整,直至内盖对正人孔,提拉葫芦,将内盖板拉入人孔内。
(2)保证外盖回装过程固定内盖位置不偏斜:利用固定装置中过渡螺栓和定位卡板套件定位人孔,将固定架固定在上封头上,整个提升过程均可视,定位后人孔内盖一直保持未动。过渡支架、更替螺栓和更替螺母在固定装置拆卸过程保持人孔内外盖之间不产生相对移动,内盖未出现偏斜。
(3)纯机械式结构,体积小便于搬运:专用工具各部件连接基本都是机械配合,结构简单、便于操作,稳定性高,安全可靠。
2.3 专用工具操作流程
(1)内盖对中过程:①手拉葫芦提拉内盖板贴近人孔内表面,将承力板立柱插入内盖螺孔内;②提拉调正板上的支撑块旋开后,将调正板放入人孔内,调正板放好后把支撑块旋回支撑位置;③将带销的万向手柄上的销插进内盖上的吊耳孔内,不带销的万向手柄插入承力板圆孔内,视内盖周边间隙情况搬动手柄进行间隙微量调整,直至内盖对正人孔;④提拉手拉葫芦,将内盖板拉入人孔内。
(2)人孔盖回装过程:①将手拉葫芦挂钩挂在内盖中间的吊耳上,挂钩一直拉紧不放,并旋入4 颗过渡螺栓;②插入左右卡板贴至过渡螺栓(注意卡板大头在低位,尼龙面贴着壳体),插入左右卡板配对支撑件(尼龙面贴着壳体),确认销子插入定位;③旋紧过渡螺栓后,去掉手拉葫芦挂钩,将装好密封垫的外盖吊入,沿4 条过渡螺栓滑下,落在卡板上,去掉倒链挂钩;④旋入4条更替螺栓,放置过渡支架并旋紧4 只更替螺母;⑤旋松4 条过渡螺栓,吊起外盖板脱离左右卡板(注意防止外盖板顶撞过渡支架),先向上提拉左右卡板配对支撑件,脱开销子后抽出,然后向左右提拉左右卡板抽出;⑥确认上盖密封垫无脱落后,缓慢降下上盖板进入人孔内,拿掉手拉葫芦挂钩,旋入两条设备螺栓和螺帽;⑦拆除专用工具其余部件;⑧安装所有的设备螺栓、垫圈、螺帽,依原紧固顺序及力矩紧固好。
3 专用工具应用效果及使用前景
3.1 应用效果
专用工具设计依托于制作与现场1∶1 的蒸汽发生器二次侧人孔局部模拟体,为了满足工具的使用强度,蒸汽发生器模拟体的人孔内外盖重量都与现场保持一致,为了直观展现专用工具内盖准确安装到位,蒸汽发生器模拟体只制作上封头人孔位置的1/4 局部,安装过程内部情况完全可视,通过在模拟体上反复验证,专用工具的使用效果达到预计设想。在两次现场操作后,对比无专用工具时采用摸索式关孔,在工作时长、作业人员和集体剂量方面有了明显提升,保证了检修质量,提高了工作效率。
3.2 使用前景
随着设备责任班组和检修作业存在人员流动,需将该项技术固化形成维修程序作为作业标准。开关蒸汽发生器二次侧人孔不同于简单的操作过程,中间需使用专用工具加以配合,维修程序升版时避免工作组人员在执行程序时存在理解偏差,将专用工具使用的流程也采取图文相结合方式,让阅读人员更清晰地掌握其技术要领,降低实施过程的风险。借助蒸汽发生器局部模拟体编制培训教材,对参与现场关孔人员进行培训,具备一定钳工基础的人员通过反复演练增加专用工具操作熟练度,就能满足现场检修需要。
4 结论
蒸汽发生器是核电厂核蒸汽供应系统的核心设备,是连接一回路和二回路的重要枢纽。设计制作蒸汽发生器二次侧人孔关孔专用工具,取代不可视的摸索式关孔,解决了工作中遇到的问题,缩短了检修时间,节省了大量人力物力,并且在应急响应时能快速准确地完成回装工作。将该项技术应用固化到核电厂维修程序中,便于人员遵照执行,降低使用过程的人因失误。
猜你喜欢
城市道桥与防洪(2023年11期)2023-12-04 08:29:14
四川水泥(2023年8期)2023-08-18 01:21:00
汽车维修与保养(2021年3期)2021-07-10 04:46:22
现代机械(2018年1期)2018-04-17 07:29:44
化工装备技术(2017年4期)2017-09-01 15:58:00
铝加工(2017年6期)2017-03-06 13:07:32
广西电力(2016年6期)2016-07-10 12:03:37
化工设计(2015年3期)2015-08-20 00:35:48
有色冶金设计与研究(2015年6期)2015-04-14 02:18:58
汽车维护与修理(2015年6期)2015-02-28 12:17:31
