
简单压力容器制造工艺优化
2022-08-28 05:47童泽斌沈义才
设备管理与维修 2022年15期
童泽斌,沈义才
(宣城鑫亚压力容器制造有限公司,安徽宣城 242000)
0 引言
简单压力容器中需求量最大的是空气储罐,空气储罐作为空气动力装置的储能设备广泛用于工农业生产各部门。由于空气储罐结构简单,易于制造,因此空气储罐市场竞争极为激烈,利润空间狭小,企业只能通过规模效益获得生存。效率是规模效益决定要素,因此提高生产效率是空气储罐制造企业最重要的经营活动,其中优化工艺是提高生产效率的重要途径。下面将从优化工艺角度,探讨如何提升简单压力容器生产效率。
1 空气储罐生产工艺简述
当前空气储罐的生产工艺路线为:
(1)容器本体制造:下料、筒体卷制、筒体校圆、筒体纵缝焊接、封头与筒体组装、封头与筒体连接环缝焊接。
(2)容器接管附件安装:划线、接管开孔、接管下料、接管组装和接管焊接。
由于简单压力容器参数较低,直径较小,受结构和空间所限,封头和筒体连接的焊缝只能在容器外表面进行单面焊接,为了得到全焊透焊接接头,通常的方法是在内壁加带垫板或使用手工氩弧焊打底。由于手工氩弧焊打底成本高且效率较低,在储气罐制造中一般不采用,而采用内壁加衬垫板的工艺、埋弧焊进行焊接(图1)。为得到满足简单压力容器制造标准的焊接接头,还必须进行垫板下料、垫板卷制、垫板与封头组装、垫板与封头手工定位焊等工序。

图1 内壁带垫板接头示意
由表1 可知,埋弧焊还需要烘焙焊剂、施加焊剂、焊接和收集焊剂等工序,焊接过程必须人工全程跟踪。其中,SMAW、SMA 分别为手工电弧焊和埋弧自动焊。
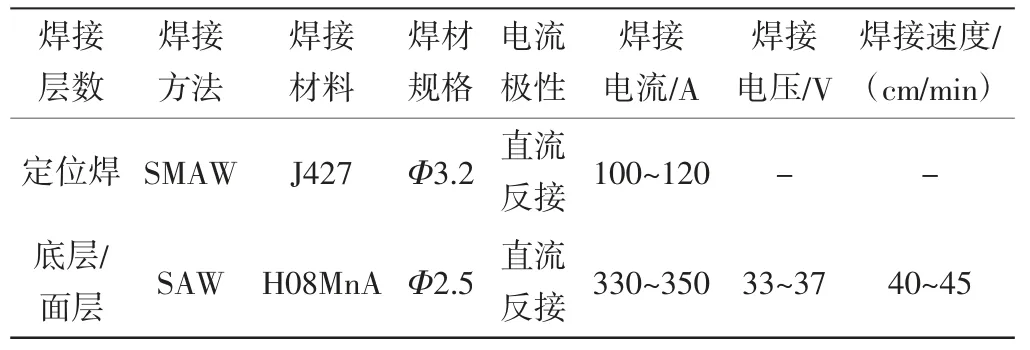
表1 封头—筒体内壁带垫板单面埋弧焊工艺规范
2 主要技改措施
为了提高生产效率,在对储气罐原有制造工艺进行全面分析的基础上,提出两项工艺优化措施。
2.1 内壁加带垫板改为折边锁底结构
简单压力容器一般参数较小,壁厚仅3~6 mm,筒体封头用材一般为Q245R 或Q345R,因此具有很好的塑性和折边加工性。研究表明,对封头直边段进行折边压制,即可得到图2所示的封头侧折边锁底结构。需要注意的是,为保证折边结构储气罐封头直边长度不小于25 mm,折边前封头直边长度不得小于50 mm。

图2 单板折边接头示意
锁底结构相比于垫板结构,虽增加了锁底结构的压制工序,但减少了封头端部坡口车制加工和垫板下料、垫板卷制、垫板与封头组装、垫板与封头连接定位焊等工序,其优越性是明显的。宣城鑫亚压力容器制造有限公司依据折边结构特点,研发了适合批量生产的旋转式折边压制设备,并申请了专利,实用新型专利号为12033399,采用专用缩口压制设备压制锁底结构,每压制一个锁底结构仅需要2 min,而采用垫板结构,每加工安装一个垫板至少需要45 min,对于具有两个封头环缝的储气罐而言,每个储罐可以节省86 min。
2.2 将埋弧焊改为熔化极气体保护焊
与埋弧焊相比,熔化极气体保护焊是一种明弧焊,焊接过程与焊缝质量易于控制;不需要施加焊剂;生产效率高,易实现机械化和自动化等突出优点,目前已经广泛应用在结构焊中,但由于保护气体CO2氧化性强,焊接质量尤其是焊接接头的力学性能难以保证,致使熔化极气体保护焊在承压设备焊接中一直谨慎使用。经过对保护气体和焊接规范这些影响焊接质量的关键参数进行进行了系列试验研究,得到表2焊接工艺规范。其中,GMAW 是二氧化碳气体保护焊,是以二氧化碳气为保护气体进行焊接的方法。

表2 熔化极气体保护焊工艺规范
3 技改前后各项指标分析
工艺优化前后,各项技术指标分析、投资成本分析分别见表3 和表4,其中人力成本按300 元/(10 h)计算。
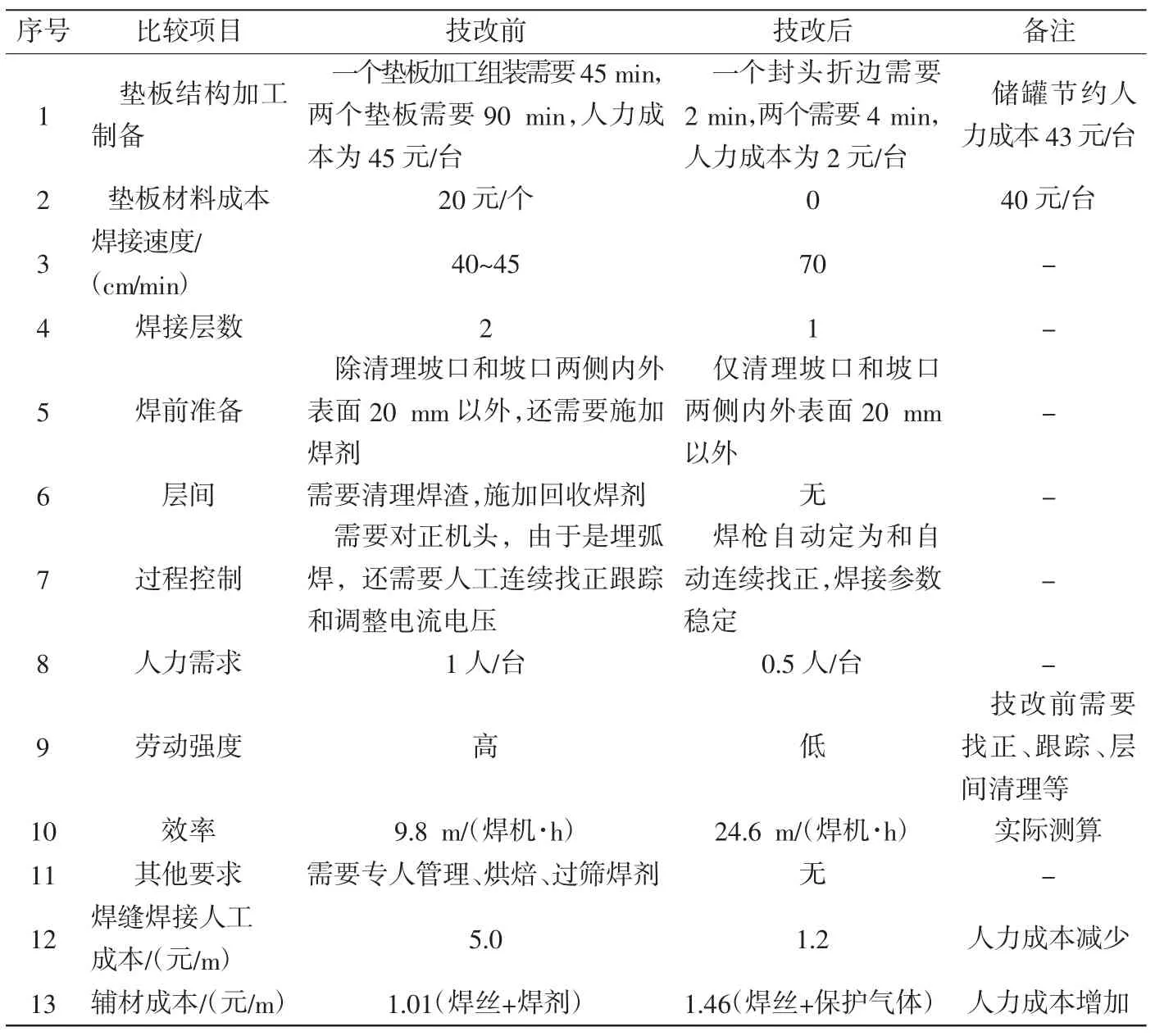
表3 技改前后各项经济技术指标对比
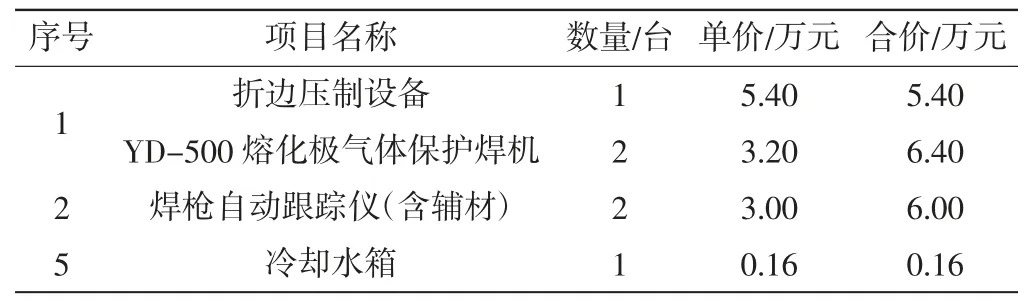
表4 投资成本分析(未计入淘汰的埋弧焊设备折旧值)
由表3 可知,由内壁带垫板结构埋弧焊焊接工艺改为折边锁底结构熔化极气体保护焊工艺,每台两个垫板材料人工节约成本约83 元,每米焊缝焊接节约成本4.25 元(3.80-0.45=3.35 元),设备效率和人工效率分别提高了2.5 倍、5 倍,焊接工作更加平稳,技改投资需要17.96 万元(5.40+6.40+6.00+0.16)。以每年生产5000 台1立方米的0.8 MPa 储罐规模进行测算,每台储罐环缝为5 m,总计焊缝25 000 m,合计节约焊接人工成本8.30 万元,节约垫板结构加工制备成本21.50 万元,节约垫板材料10 万件,合计节约材料成本20 万元,每年直接经济效益总计49.80 万元,3 个月就可以收回投资成本。同时,原来需要1 年(12 个月)完成的产品5 个月就可以完成,大大提升了批量能力和产品竞争力,经济效益明显。
4 新工艺可行性评价
影响承压设备制造的重要工艺,无论是焊接工艺还是热处理工艺,其正确性评价均采用模拟试板进行,只要试板的各项性能指标满足要求,即认为工艺可以实施。为此采用表2的工艺,依照NB/T 47016—2016《承压设备产品焊接试件的力学性能检验》,焊制了一块300 mm×400 mm(400 mm 为与焊缝平行的边长)材料为Q345R、壁厚为5 mm 的模拟试板并检验式样(图2)。经检验,两个拉伸试样的抗拉强度均高于550 MPa,断裂部位均在母材;以弯心直径为15 mm、弯曲角度为180°的4 个弯曲试样(两个面弯试样和两个背弯)弯曲部位均无裂纹,表明新工艺完全可行。
5 结束语
在批量化生产的简单压力容器市场竞争力不断加剧、利润空间压缩的情况下,扩大利润空间将大大提升企业的生存力。封头和筒体连接的接头型式由内壁带垫板型式改为封头侧直边折边锁低结构,焊缝埋弧焊工艺改为熔化极气体保护焊,通过这两项工艺优化,使设备效率提高了2.5 倍,人工效率提高5 倍,一年直接经济效益总计49.8 万元,大大提升了批量生产能力和产品竞争力,经济效益明显。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
大型铸锻件(2022年1期)2022-02-12
石油化工设备(2021年4期)2021-07-21
化工设备与管道(2021年6期)2021-05-28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
建材发展导向(2019年11期)2019-08-24
学生导报·东方少年(2019年16期)2019-07-02
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
城市建设理论研究(2014年37期)2014-12-25
