
液压油缸缸筒爆裂原因
2022-08-27 03:40王书强
理化检验(物理分册) 2022年8期
张 强, 王书强, 王 伟
[国家船舶材料质量监督检验中心(江苏), 江阴 214434]
液压油缸是将液压能转变为机械能、做直线往复运动(或摆动运动)的液压执行元件,在正常服役条件下需承受很大的压力。液压油缸的结构简单,在工程机械等领域得到广泛应用。某液压油缸缸筒在正常服役300 h左右发生爆缸开裂事故。该油缸缸筒材料为45#钢,规格(外径×壁厚)为280 mm×15 mm,加工工艺为调质→热轧→冷拔→正火。
为了查明液压油缸缸筒爆裂的原因,笔者对爆裂后的液压油缸缸筒进行了一系列理化检验与分析。
1 理化检验
1.1 宏观观察
爆裂的液压油缸缸筒宏观形貌如图1所示,可见缸筒一侧外表面焊接了一个导向套,导向套焊接位置距离缸筒一侧端头约120 mm,液压油缸筒体上有一条纵向的几乎成直线的穿透性主裂纹,该主裂纹靠近导向套和缸筒的焊接部位,裂纹穿过导向套后开始分叉并变得弯曲,形成数条次裂纹,裂纹基本贯穿整个长度方向,缸筒左侧端头至导向套末端区域裂纹较宽,裂纹张开的缝隙宽度约为2~3 mm,裂纹缝隙继续延伸分叉后宽度变窄,油缸缸筒外表面无明显的塑性变形及鼓胀现象[1]。

图1 爆裂的液压油缸缸筒宏观形貌
用线切割方式沿液压油缸缸筒断裂面打开缸筒,观察主裂纹断口,其宏观形貌如图2所示。由图2可知:主裂纹断口平齐,有金属光泽且呈银灰色,为典型的脆性断裂宏观特征。在导向套和缸筒的焊接热影响区有一个半椭圆形的凹面,另一半断口对应位置则表现为凸面,凹面的长度约为4 mm,深度约为1.5 mm。凹面左右两侧均可见明显的放射状条纹,放射状条纹收敛于该半椭圆形凹面,开裂源区的宏观形貌如图3所示,可推断该半椭圆形凹面应该是液压油缸缸筒爆裂的裂纹源区域。观察发现,该凹面位置正好位于导向套和缸筒焊接的端部边缘热影响区,进一步了解后得知该位置正好为焊接的起弧点。

图2 主裂纹断口的宏观形貌
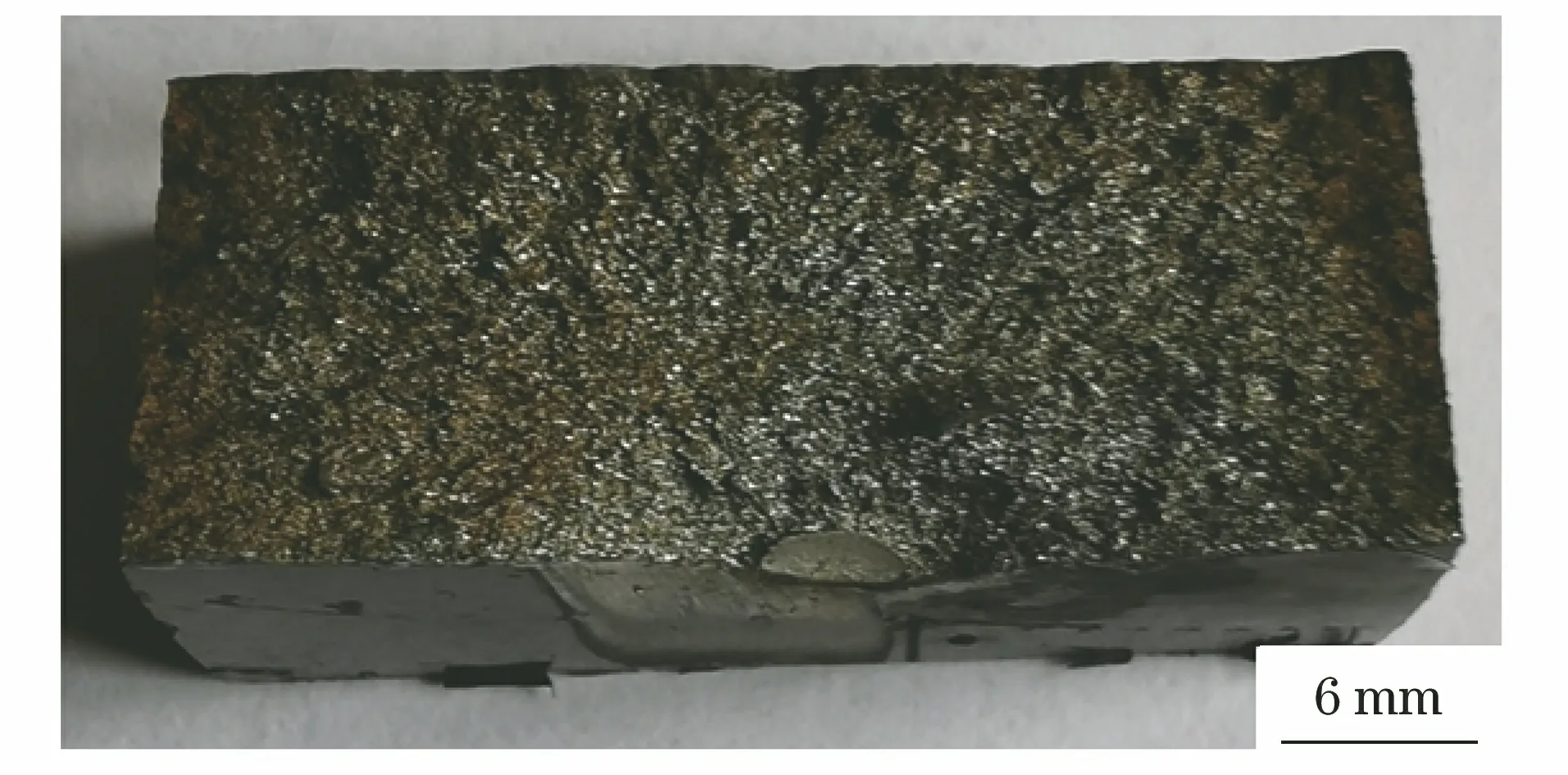
图3 开裂源区的宏观形貌
1.2 化学成分分析
采用线切割方式在爆裂液压油缸缸筒上截取试样,用直读光谱仪对其进行化学成分分析,结果如表1所示,由表1可以看出:其化学成分均满足GB/T 699—2015 《优质碳素结构钢》对45#钢的要求。

表1 液压油缸缸筒的化学成分 %
1.3 力学性能测试
按照GB/T 699—2015标准对45#钢的要求,在液压油缸缸筒上取样并进行拉伸和冲击试验,结果如表2所示,试样的抗拉强度、屈服强度均满足标准要求,但其断后伸长率、断面收缩率和冲击吸收能量均明显低于标准要求。
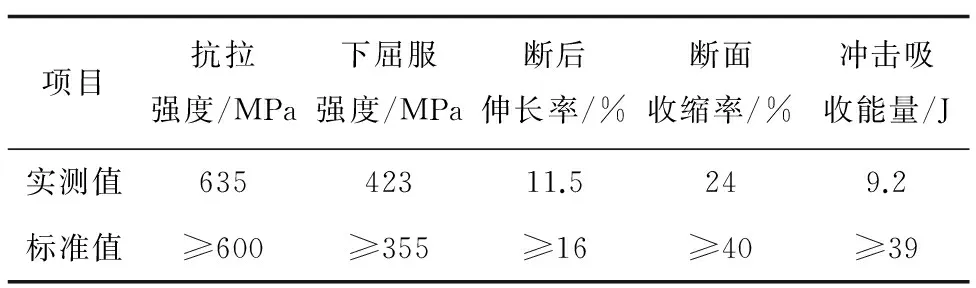
表2 液压油缸缸筒力学性能测试结果
1.4 扫描电镜(SEM)分析
在裂纹源凹坑附近切取试样,用酒精清洗后在SEM下观察,结果如图4所示,可见凹坑呈月牙形,表面平整,边缘有明显的台阶[见图4a)],将凹坑内部放大后观察,发现表面呈细小的小韧窝特征[见图4b)],凹坑以外的断裂面均有明显的解理台阶和河流花样,符合解理脆性断裂的特征,裂纹源附近未见明显的疲劳断裂特征[见图4c)][2-3]。

图4 断口的SEM形貌
1.5 金相检验
在爆裂液压油缸缸筒靠近焊接位置的凹坑处附近取样,将试样平行于断裂面的平面磨抛后,在光学显微镜下观察,按GB/T 10561—2005 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》中A法评定夹杂物级别为:硫化物(A)0级,氧化铝(B)0级,硅酸盐(C)0级,球状氧化物(D)0级,材料纯净度较好,未发现明显冶金缺陷及非金属夹杂物聚集现象[4]。
试样经体积分数为4%的硝酸酒精溶液侵蚀后,对全壁厚截面进行组织观察,得到显微组织为网状铁素体+珠光体组织,有明显的偏析,组织不均匀,存在混晶,部分珠光体呈不均匀的大块状,部分铁素体呈针状,具有魏氏组织特征,组织形态较差,液压油缸缸筒的显微组织如图5所示。
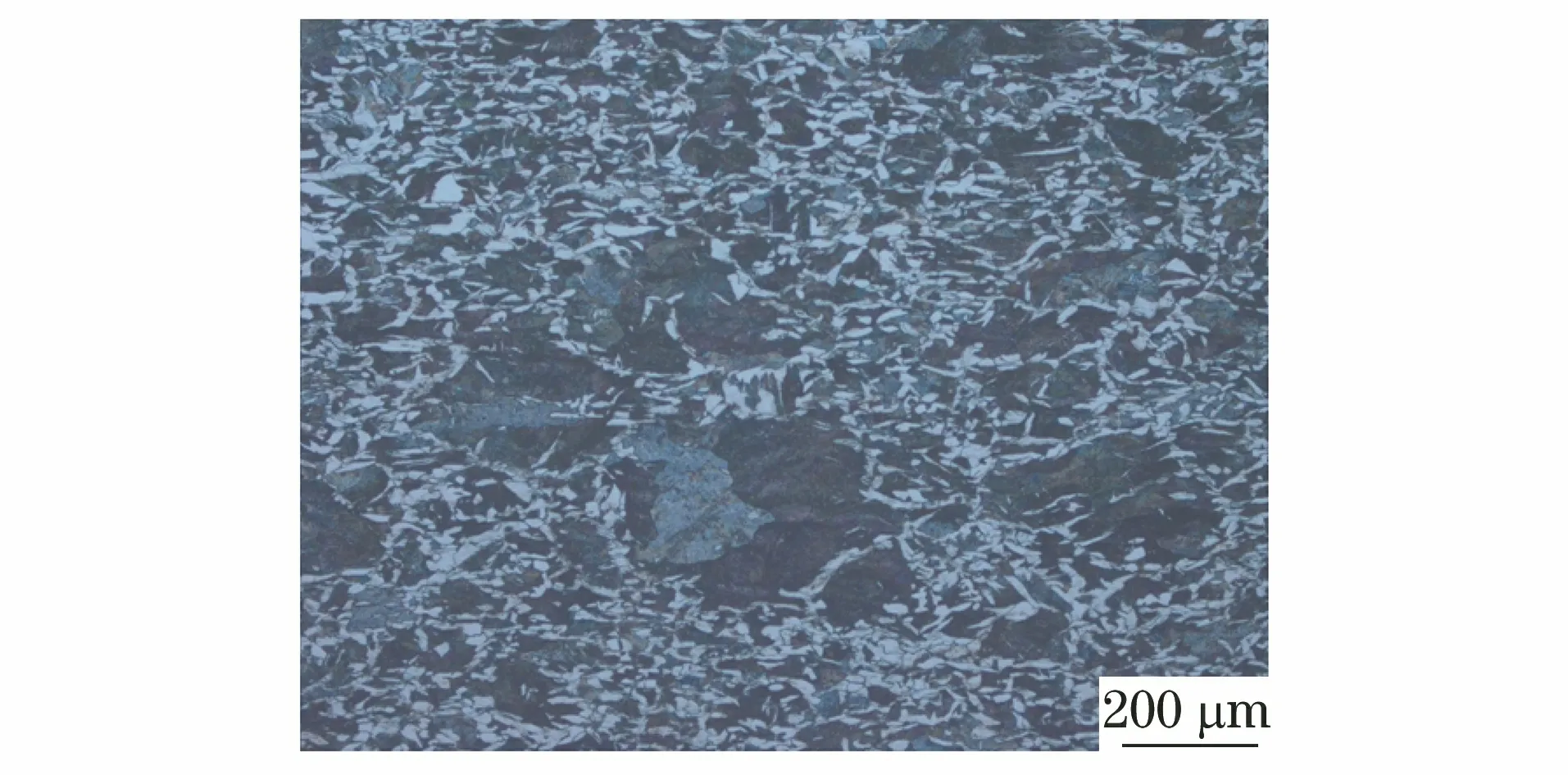
图5 液压油缸缸筒的显微组织
2 综合分析
该液压油缸缸筒的化学成分符合GB/T 699—2015对45#钢的要求。力学性能测试结果表明:液压油缸缸筒的抗拉强度、屈服强度满足标准要求,但断后伸长率、断面收缩率和冲击吸收能量均明显低于标准要求,因此材料抵抗破坏的能力较低,脆性较强,一旦产生裂纹,裂纹很容易迅速扩展[5]。
金相检验结果表明:液压油缸缸筒的显微组织为网状铁素体+珠光体组织,存在明显的偏析,组织不均匀,部分珠光体呈不均匀的大块状,部分铁素体呈针状,具有魏氏组织特征,组织形态较差是导致材料断后伸长率和冲击吸收能量偏低的主要原因。
断口SEM分析结果表明:液压油缸缸筒先形成了一条穿透性主裂纹,后分叉形成数条次裂纹,油缸缸筒外表面无明显的塑性变形及鼓胀。主裂纹断口平齐有金属光泽,断口上可见收敛于半椭圆形凹面的放射状条纹,为典型的脆性断裂宏观特征[6]。该凹面正好位于导向套和缸筒焊接的起弧点边缘热影响区,焊缝的起弧点在焊接时冷却速度很快,如果焊接工艺不当,则很容易在此位置产生裂纹[7]。
综上所述,该液压油缸缸筒爆裂的过程为:首先在导向套和缸筒焊接的起弧点热影响区位置产生半椭圆形凹面裂纹,油缸服役时的过冲会带来较大的工作应力,使油缸表面受较大拉应力,当裂纹穿过热影响区后快速扩展,导致油缸缸筒爆裂。
3 结论
(1) 液压油缸缸筒组织不均匀,部分珠光体呈不均匀的大块状,部分铁素体呈针状,具有魏氏组织特征,因此材料的断后伸长率、断面收缩率和冲击韧性较低,脆性较强。
(2) 液压油缸缸筒的焊接工艺不当使焊接起弧点附近出现裂纹,引起应力集中,缸筒服役过程中,在较大工作应力作用下裂纹快速扩展,最终导致油缸缸筒爆裂。
猜你喜欢
环境技术(2022年3期)2022-07-21
航空制造技术(2022年5期)2022-07-15
宁夏电力(2022年1期)2022-04-29
水电与新能源(2021年6期)2021-07-23
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21
中国机电工业(2016年5期)2016-12-01
当代经济(2015年4期)2015-04-16
中国机电工业(2015年5期)2015-02-28
