
一起推收油门发动机N2转速不跟随故障研究
2022-08-26 10:39涂洪忠李鹏辉胡平成都航利集团实业有限公司
航空维修与工程 2022年8期
■ 涂洪忠 李鹏辉 胡平/成都航利(集团)实业有限公司
1 故障描述
某飞机执行任务,当日飞行第2架次,飞行员反映发动机空中慢车推油门转速不上升(N2转速76%左右),飞机提前返航。地面检查飞机油门操纵系统固定可靠、操作灵活,通电检查座舱油门杆位置与主泵调节器油门刻度盘对应关系正常,电动油门控制器、电动油门机构工作正常。查看飞参,气压高度2940m,油门角度16°,N2转速76.82%,推油门转速不上升(反复推收6次均无变化)。地面开车起动成功(起动时间53s),慢车推油门转速不上升,故障复现。该发动机为引进型新发,更换主泵调节器后故障排除,发动机继续使用。
2 建立故障树
基于故障现象,根据燃油系统控制原理(见图1),初步分析认为故障可能原因为加速供油量不足。引起加速供油量不足的原因有:主泵调节器P2气路漏气、P2开口膜盒性能异常、挡板活门卡滞在打开位置、加速节流活门卡滞在打开位置、单摆活门无法正常关闭、加速控制器相关零组件装配关系异常等。
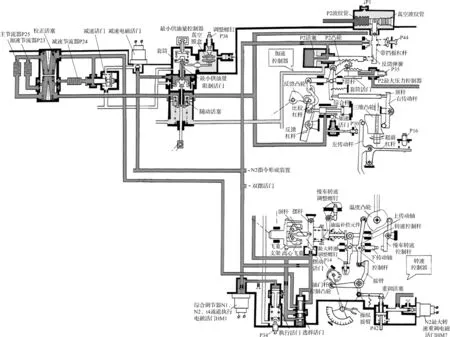
图1 燃油控制系统原理图(局部)
1)主泵调节器P2气路漏气、P2开口膜盒性能异常、挡板活门卡滞在打开位置,均可导致主泵调节器P2活塞杆左腔放油,P2活塞左移,P2凸轮逆时针转动与综合杆接触半径减小,比较杠杆顺时针转动,加速节流活门打开,随动活塞上腔油压减小,直至发动机处于最小供油量控制器控制工作状态,发动机推油门转速不上升。
2)加速控制器相关零组件装配关系异常,可导致挡板活门组件无法正常调节加速供油量,发动机推油门供油量无法达到发动机需油量,发动机只能维持在最小供油量控制的慢车状态。
3)快推油门时,随动活塞上腔油压增加,随动活塞下移,计量开关反馈凸轮半径减小,加速节流活门向打开放油方向移动,随着N2转速和P2压力上升,加速节流活门在综合杠杆的作用下向关油方向移动直至完全关闭。若加速节流活门卡滞在打开放油位置,随动活塞上腔油压无法维持对应油门给定转速状态,直至发动机处于最小供油量控制器控制工作状态,发动机推油门转速不上升。
4)收油门时,转速控制器单摆活门放油,随动活塞上腔泄压,计量开关开度减小,供油量减小,发动机转速减小,直至处于油门给定位置状态。若收油门过程中单摆活门卡死在放油过多位置,随动活塞上腔油压无法维持对应油门给定转速状态,直至发动机处于最小供油量控制器控制工作状态,发动机推油门转速不上升。
基于上述分析,建立如图2所示的故障树。
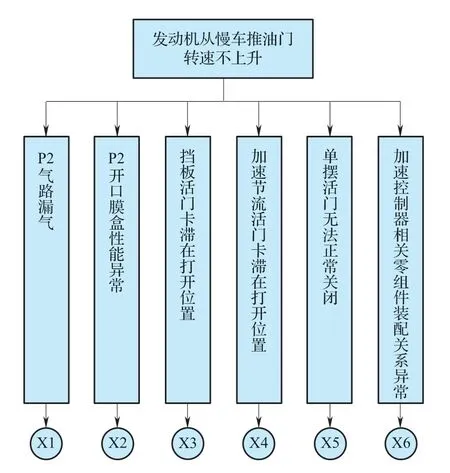
图2 加速供油量不足故障树
3 故障定位
保持主泵调节器返厂状态录取性能,重点对P2气路、最小供油量、加速供油量、油门角度特性、加减速时间等参数进行检查。按给定转速与P2变化关系检查加速供油量,在N2=3765r/min时各P2压力下的燃油消耗量基本保持在最小供油量控制器控制的供油量(见表1),故障复现;其他性能参数未见异常。
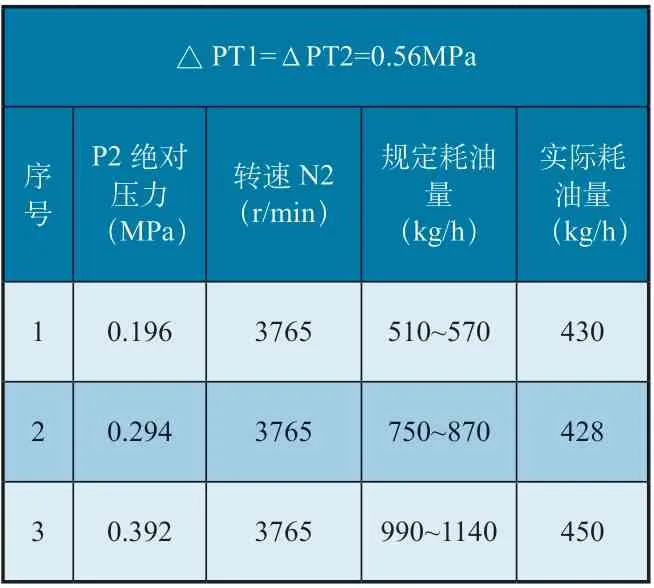
表1 加速供油量录取情况
将该台主泵调节器进行大分解,重点检查故障树底事件涉及的零组件,除发现挡板活门工作面上有一长1.402mm×宽0.261mm×厚0.05mm的条状多余物外(见图3、图4、图5),其余未见异常。
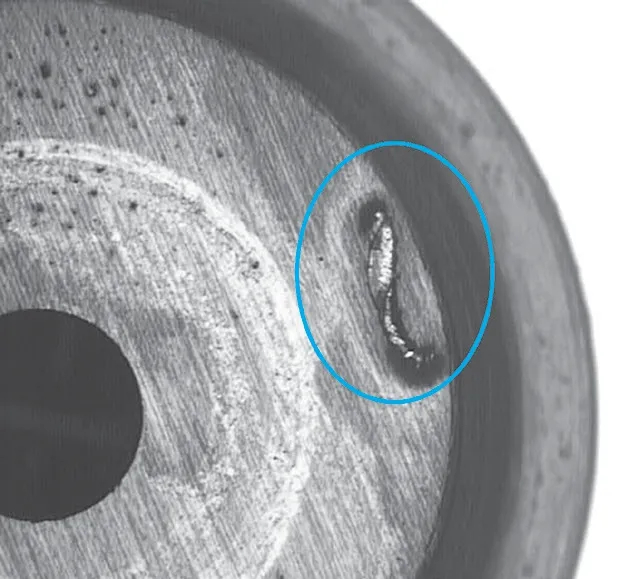
图3 挡板活门工作面上多余物
图4 电镜下多余物全貌
图5 电镜下多余物最大厚度
对发现的多余物进行理化分析,成分占比为Al含量92.87%、Si含量6.95%、Mn含量0.17%(见图6)。材料与主泵调节器壳体材料ZL104类似,从形貌上判断应为加工残留物。
图6 多余物能谱分析
4 故障原因分析
根据发动机工作原理,加速时推油门杆,转速调节器单摆活门的开度向关闭方向快速移动,计量开关随动活塞上腔压力增大,随动活塞下移,带动计量开关开度增大,供油量增加,发动机转速上升。此时,通过反馈凸轮带动加速节流活门打开,使随动活塞上腔压力增大速度变缓,供油量缓慢增加。随着转速增大,P2压力相应增加,挡板活门开度减小,P2活塞右移使加速节流活门右移开度关小,供油量增加。若挡板活门工作面上存在多余物,将导致挡板活门开度不能关小,P2活塞左腔压力始终小于右腔压力,P2活塞移至左极限位置,P2凸轮半径变小,使得加速节流活门处于打开位置,随动活塞上移,与之相连的计量活门关小至最小供油量位置,被限制在最小供油量状态,最终导致推收油门转速不跟随。
挡板活门安装在主泵调节器的调节器壳体上,挡板活门前来油压力与活门开度关系如图7所示,在间隙大于0.05mm时挡板活门调节特性基本消失(活门最大开度0.1mm,稳态工作开度约0.034mm),即挡板活门前来油从活门端面泄压,P2活塞左腔压力始终小于右腔压力,P2活塞右移失去动力源,导致加速控制器调节失效。此次发现的多余物最大厚度为0.05mm,足以使挡板活门调节失效。
图7 挡板活门特性曲线
基于以上分析,造成本次故障的原因是主泵调节器挡板活门被多余物卡在打开位置,导致最小供油量控制器投入工作,发动机转速处于最小转速稳定工作,推收油门转速不跟随。该主泵调节器为引进型号新品,未经过修理,多余物为原始加工残留物。
5 预防措施
在主泵调节器修理时,无论大修和检修,对挡板活门组件(包括新品)执行以下操作:
1)分解挡板活门组件,进行内腔冲洗,借助手电筒目视检查挡板活门座端面和油槽,应无金属屑等异常杂质,如有金属屑等杂质则重复冲洗,直至合格。
2)利用光学非接触式测量仪,从进油口和出油口两个方向分解放大(放大倍数不低于40倍)检查油槽、内腔及端面应无金属屑等杂质。
3)修理过程中加强燃油清洁度及多余物控制,避免带入物;加强油封工作控制,避免内部机件锈蚀。
猜你喜欢
防爆电机(2022年3期)2022-06-17
航空维修与工程(2020年8期)2021-01-10
科技风(2020年13期)2020-05-03
液压与气动(2019年9期)2019-09-17
中国电业与能源(2019年4期)2019-05-13
电气开关(2016年3期)2016-12-29
工程建设与设计(2016年2期)2016-08-22
电站辅机(2016年4期)2016-05-17
航运交易公报(2014年10期)2014-04-02
航运交易公报(2014年10期)2014-04-02
