
彩涂板耐划伤性能检测结果的影响因素分析
2022-08-26 12:51:00张小塔王文彬范思亮宝山钢铁股份有限公司上海201900
上海涂料 2022年4期
张小塔,范 纯,王文彬,范思亮 (宝山钢铁股份有限公司,上海 201900)
0 引言
彩涂板涂层耐划伤性能是评价涂层性能的一个重要指标,若该指标不能满足要求,彩涂板在运输、装卸和加工过程中,易被外物划伤,影响彩涂板的美观效果和使用寿命。
彩涂板的耐划伤性能是通过耐划伤试验来评估的,标准EN 13523—12 :2017 和GB/T 13448—2019规定了具体的试验方法:负荷一定质量的钢针在彩涂板涂层表面缓慢移动,并观察钢针是否划破涂层至基板或划破涂层,以一定质量下钢针刚未划破涂层的最大负重来评定彩涂板涂层的耐划伤性能。彩涂板耐划伤性能检测设备一般为英国Sheen 公司生产的型号为705 的检测设备,本研究探讨的耐划伤性能的影响因素,就是基于该设备的检测结果。
彩涂板耐划伤性能的检测结果受到多种因素的影响,其中涂层厚度的影响有了初步研究结果[1],即家电彩涂板正面耐划伤结果与涂层厚度存在一定的关系。本研究进一步探讨彩涂板耐划伤性能的其他重要影响因素。
1 试样方面
彩涂板的基板、涂料类型,以及试样时效性和均匀性,都会影响其耐划伤性能的检测结果。
1.1 试样基板
分别取涂料类型为环氧改性聚酯背面漆、普通聚酯漆(PE)、高性能聚酯漆(HDP)和氟碳漆(PVDF)的彩涂板,每个涂料类型彩涂板的基板又有3 个种类,分别为高铝锌铝镁基板、镀铝锌基板和热镀锌基板,共12 个试样。采用耐划伤仪分别测定上述试样的耐划伤性能,结果见图1。
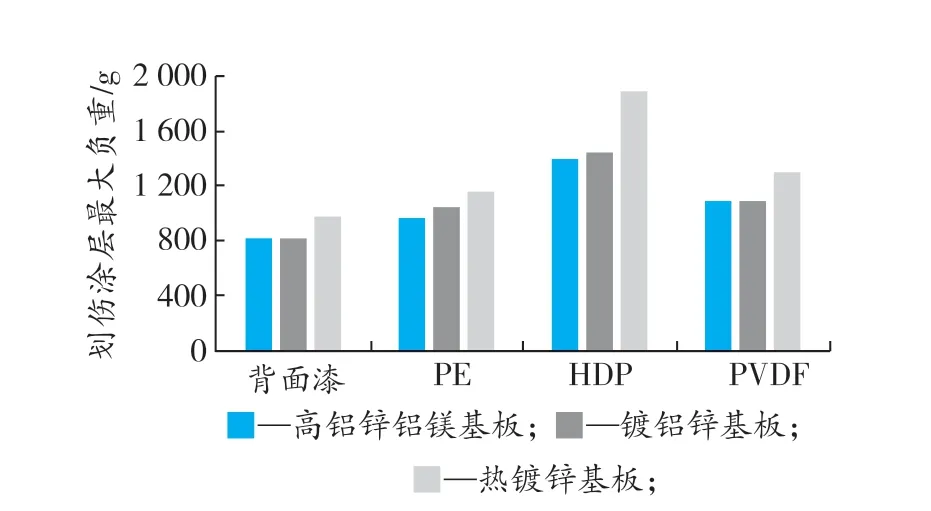
图1 不同基板彩涂板的耐划伤性能检测结果Figure 1 Scratch resistance results of color coated sheets on different substrates
由图1 可知,上述4 个涂料类型的彩涂板,不同基板的耐划伤性能测定结果(划破涂层的最大负重)是有差异的。尤其是热镀锌基板的彩涂板的耐划伤结果比高铝锌铝镁基板和镀铝锌基板的彩涂板高200 g 以上,而高铝锌铝镁基板与镀铝锌基板彩涂板的耐划伤结果基本一致。这与不同基板的镀层平整性有密切关系。图2 中分别是高铝锌铝镁基板彩涂板、镀铝锌彩涂板和热镀锌彩涂板横截面的电镜照片。从图2 中可以看出,高铝锌铝镁镀层(AM)和镀铝锌镀层(AZ)的平整性明显比热镀锌镀层(Z)差。这些不平整的“凸起”部位,在进行耐划伤性能测试时,由于坚硬的阻绊作用,此处的涂层最容易被划破,造成耐划伤性能检测结果偏低。所以,对于相同涂料类型的彩涂板,高铝锌铝镁基板和镀铝锌基板彩涂板的耐划伤性能检测结果比热镀锌基板彩涂板的低。
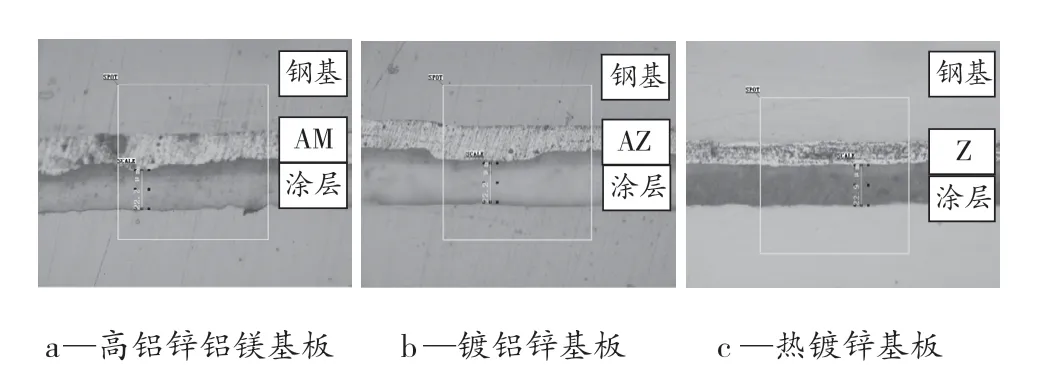
图2 不同基板彩涂板横截面的电镜照片Figure 2 Electron microscopic images of cross sections of color coated sheets on different substrates
1.2 涂料类型
分别取涂料类型为普通聚酯漆(PE)、高性能聚酯漆(HDP)和氟碳(PVDF)的不同颜色的高铝锌铝镁基板彩涂板,涂层厚度(20~25)μm,检测其耐划伤性能,结果见图3。由图3 可知,HDP 和PE 彩涂板的耐划伤性能高些,而PVDF 彩涂板的耐划伤性能低些,这与彩涂板涂层的固有特性有关。一般情况下,涂层结构比较致密,硬度高,耐划伤性能就会好些。也与涂料的烘烤工艺有关,烘烤温度足够,涂料固化程度高,其耐划伤性能也会更好。但是涂料不能过度烘烤,否则会影响涂层的其他性能。
1.3 试样的时效性

图3 不同涂料类型彩涂板的耐划伤结果Figure 3 Scratch resistance results for different paint types of color coated sheets
取不同类型的4 个彩涂板试样,在温度(23±2)℃、相对湿度20 %~80 %的实验室环境中分别放置0 h(刚制备出)、8 h、24 h、48 h、72 h、14 d、32 d,检测其较小区域内的耐划伤性能,结果见图4。从图4 中可以看出,试样2 和试样4 的耐划伤检测结果与试样放置时间没有明显关系;而试样1 和试样3,在放置24 h 内耐划伤性能有明显增加,后续随着试样放置时间的延长,耐划伤结果逐渐趋于稳定。这是因为,彩涂板刚制备出来的24 h 内,其内部的交联反应仍在进行,使得涂料固化度进一步提高,其耐划伤性能也会随之提高。24 h 以后,交联反应基本结束,彩涂板的耐划伤性能也趋于稳定,不再变化。正因为此,GB/T 13448—2019 规定试样在进行耐划伤性测试前,需在实验室环境条件下至少放置24 h。

图4 耐划伤检测结果时效性Figure 4 Timeliness of scratch resistance test results
1.4 烘烤温度均匀性
沿彩涂板带宽方向依次剪出8 个试样,分别测定这8 个试样的耐划伤性能,结果见图5。从图5 中可以看出,彩涂板带宽两侧耐划伤结果偏高些,中间区域耐划伤结果偏低些。这可能与彩涂板在烘烤炉中的烘烤温度分布不均匀有关。烘烤温度高的区域,耐划伤性能会好些,烘烤温度低的区域,耐划伤性能会差一些。
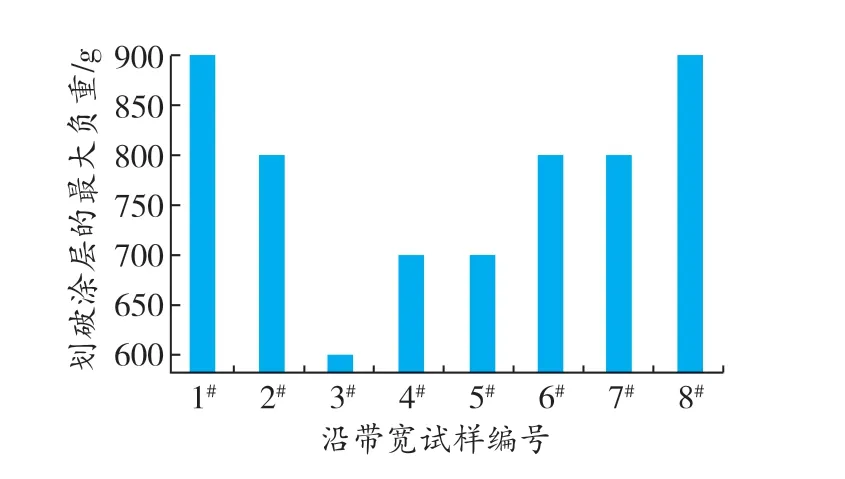
图5 彩涂板不同位置的耐划伤性检测结果Figure 5 Test results of scratch resistance at different positions of color coated sheets
2 检测设备方面
耐划伤仪的钢针针头、负重装置等是检测设备方面影响耐划伤检测结果的主要因素。
2.1 钢针针头
705 型号的耐划伤仪有专用的钢针针头,其直径为(1.00±0.05) mm。分别取6 个不同类型的彩涂板试样,包括PE、PVDF、HDP、SMP(硅改性聚酯漆)和环氧改性聚酯背面漆,更换新钢针针头后,分别在检测60 个、200 个,以及350 个其他试样后,再依次检测这6 个试样的耐划伤性能,检测结果见表1。从表1 中可以看出,检测60 个试样后,再检测上述6 个试样的耐划伤结果,与刚更换针头后的测定结果一致或略有增加;检测200 个试样后再检测上述6 个试样的耐划伤结果,与刚更换针头后的测定结果相比,负重增加100~200 g,该增加幅度在可接受范围内;检测350 个试样后再检测上述6 个试样的耐划伤结果,与刚更换针头后的测定结果相比,负重增加200~700 g,增加幅度较大,一般情况下不可接受。
随着测试试样的增加,耐划伤仪的钢针针头会逐渐磨损,针头刚开始为(1.00±0.05)mm 的半球,会逐渐被磨钝或磨平,造成测定结果偏高。通过上述试验可知,要得到可靠的彩涂板耐划伤性检测结果,每个针头测试的试样不易超过200 个。
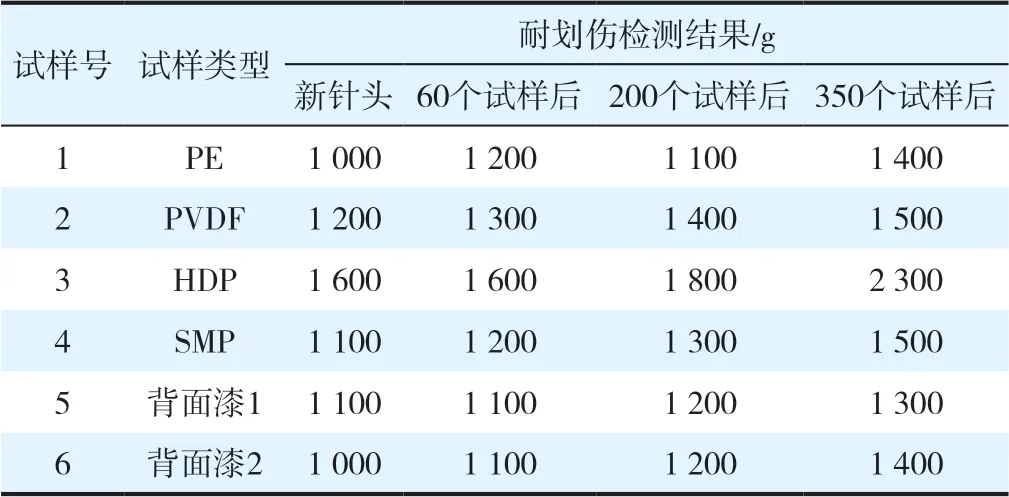
表1 针头磨损对彩涂板耐划伤性能检测结果的影响Table 1 Influence of needle wear on scratch resistance test results
2.2 负重装置
耐划伤仪的负重装置必须处于良好的状态,要确保钢针上方负重砝码的质量通过钢针能完全施加在试样上。要做到这一点,必须满足2 个条件:1)通过平衡重块调整负重装置的横梁处于平衡状态;2)耐划伤仪在针划试样时,横梁与纵轴必须是分离状态,确保横梁上方的砝码质量全部施加在试样上。在针划试样时,若横梁与纵轴是接触的,横梁上方砝码的质量部分施加在纵轴上,没有全部作用在试样上,这样就会造成彩涂板耐划伤性能的测定结果偏高。
3 检测方法方面
从检测标准角度看,EN 13523—12—2017 和GB/T 13448—2019 关于耐划伤试验方法的规定基本一致,但也有细微的差异,具体见表2。从表2 中可以看出,GB/T 13448—2019 规定了试样测试前需在实验室环境条件下放置至少24 h,以及明确了负重砝码施加的质量间隔,从而确保检测结果有较好的重复性和再现性;另外,与EN 13523—12—2017 相比,GB/T 13448—2019 增加了逐渐减小砝码负重的施加方法,以及是否划破涂层面漆的结果评定方法。其中,是否划破涂层面漆的结果评定方法,要比是否划破涂层至基板的评定方法更严苛,测定结果偏低些。
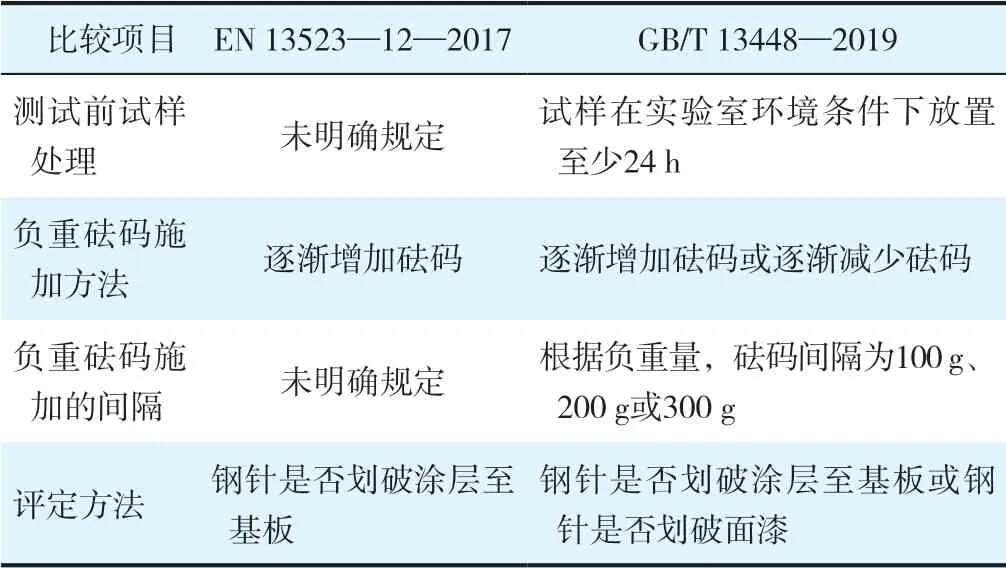
表2 耐划伤试验不同检测标准的差异Table 2 Difference of different test standards for scratch resistance test
在进行耐划伤性能测试中,为了考察负重逐渐增加方法和负重逐渐减少方法间的差异,取了不同涂料类型的2 个彩涂板试样,分别采用上述2 种方法测定21 次。负重逐渐减少方法为:砝码负重从3 600 g开始,3 000 g 以上每次减300 g ;2 000~3 000 g 每次减200 g ;2 000 g 以下每次减100 g,直至找出未划破涂层的最小砝码负重。负重逐渐增加方法的砝码负重从300 g 开始,砝码每次增加质量与上述负重逐渐减少的砝码质量相同。测定结果的均值见表3。由表3 可知,负重逐渐减少的方法比负重逐渐增加的方法检测结果偏低500 g 左右,且负重逐渐减少的方法测定结果的相对标准偏差约是负重逐渐增加方法的1/2,检测结果的重复性明显优于负重逐渐增加的方法。所以,在进行耐划伤性能比对试验时,需要明确负重施加方法,为了提高检测结果的重复性,推荐采用负重逐渐减少的方法。
在进行砝码负重逐渐减少的耐划伤性能测试时,每个砝码负重下完成针划操作后,要用硬毛刷把钢针针头黏附的涂层碎屑清扫干净。否则,涂层碎屑黏附在针头上,可能会造成下个砝码负重下未能划破涂层,这样就会造成测定结果偏高。为避免这种情况,若遇到未划破涂层时,需要在相同负重下重新针划一次,进行确认,若两次都未能划破涂层,耐划伤性能测定结果即为该负重值,否则应减少砝码负重,继续进行测试。

表3 不同负重施加方法的耐划伤性能测定结果Table 3 Scratch resistance results measured by different loading methods
另外,无论采用负重逐渐增加还是负重逐渐减少的方法,在检测过程中都不能有较长时间的停顿,增加或减少砝码的操作需要连贯进行下去,直到完成整个测试。
4 结语
采用英国Sheen 公司型号为705 的检测设备测定彩涂板的耐划伤性能,分析了影响检测结果的因素:热镀锌基板的彩涂板的耐划伤结果比高铝锌铝镁基板和镀铝锌基板的彩涂板高200 g 以上;HDP 和PE彩涂板的耐划伤性能高些,而PVDF 的耐划伤性能低些;某些涂料类型的彩涂板的耐划伤性能检测性具有一定的时效性,试样放置24 h 后的耐划伤结果趋于稳定;耐划伤检测结果沿带宽方向可能呈现出波动性,这与烘烤温度不均匀有关;耐划伤仪钢针针头的磨损会造成检测结果偏高,一般测试200 个试样后需要更换新的针头;要确保耐划伤仪负重装置钢针上方负重砝码的质量通过钢针完全施加在试样上;不同涂料类型的彩涂板试样负重逐渐减少方法与负重逐渐增加方法检测结果之间有差异,为了提高检测结果的重复性,推荐采用负重逐渐减少的测试方法;在进行砝码负重逐渐减少的耐划伤测试时,若钢针针头黏附的涂层碎屑未清扫干净,会造成检测结果偏高。
猜你喜欢
发光学报(2022年7期)2022-08-05 04:41:08
数学小灵通(1-2年级)(2018年6期)2018-06-28 03:15:36
山西教育·幼教(2017年2期)2017-04-23 06:56:47
作文大王·低年级(2017年4期)2017-04-10 00:43:01
科技创新导报(2016年1期)2016-05-30 09:38:13
科技资讯(2016年7期)2016-05-14 15:10:16
中国塑料(2016年7期)2016-04-16 05:25:55
数学大王·中高年级(2015年6期)2015-06-26 02:57:20
小学生·多元智能大王(2015年2期)2015-05-25 02:54:37
创业家(2015年2期)2015-02-27 07:52:33
