
UBS 喷涂机器人工艺优化
2022-08-26 12:50曾凡林一汽大众汽车有限公司成都分公司四川成都610100
上海涂料 2022年4期
曾凡林 (一汽-大众汽车有限公司成都分公司,四川成都 610100)
0 引言
UBS(Under Body Sealing,车身底部的焊缝涂胶)喷涂机器人广泛应用于涂装车间PVC(聚氨乙烯)工序喷涂工艺,对车身防腐起到至关重要的作用。其工作效率高、工作量大、喷涂精准,得到主机厂的认可。日趋激烈的汽车行业竞争以及日渐理性的汽车消费市场,对PVC 喷涂质量提出了更高的标准。本研究通过自主设计UBS 喷涂机器人喷嘴,提高喷涂质量、降低成本。过滤,除去其中的杂质,防止堵塞UBS 喷涂机器人喷嘴,造成停台。经过过滤站的胶会到达增压站。增压站将1 级输胶管道胶压(7 MPa)增压至2 级输胶管道胶压(25 MPa),增压之后胶就会送到生产线上的机器人站。经过长距离的运输,在机器人站还会对胶进行第2 次过滤。按照UBS 喷涂机器设置参数匹配不同的压力进行调节。通过UBS 喷涂机器人3D 枪上的喷嘴将PVC 胶喷涂到车身,满足相应的工艺质量要求。
图1 为供胶系统供胶流程图。
1 UBS 喷涂机器人面临的问题及原因分析
1.1 UBS 喷涂机器人喷涂工艺介绍
UBS 为PVC 涂料,起到防护车身的作用。PVC 涂料的主要成分为聚氯乙烯树脂,通过添加增塑剂、填料、颜料等混合而成,其固体分大于90 %,是一种黏稠状的材料,具有密封、隔音、降噪、抗石击的作用。供胶流程如下:
将备用的PVC 胶运送到供胶站,通过1 级输胶管道把PVC 胶输送进过滤站,过滤站对PVC 胶进行
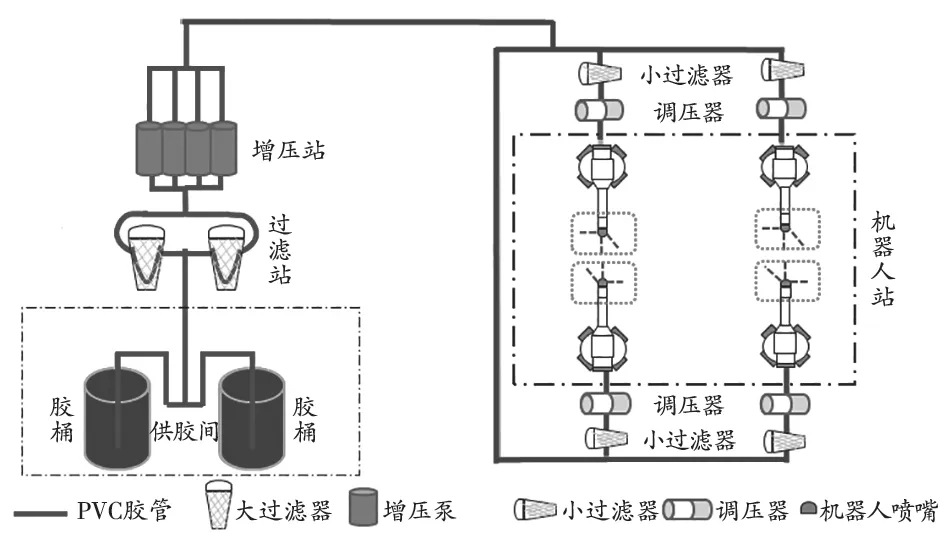
图1 供胶系统供胶流程图Figure 1 Glue supply flow chart of glue supply system
1.2 UBS 喷涂机器人面临的问题
1.2.1 设备能力有限
喷涂到车身的PVC 胶膜厚不均(图2),随着UBS机器人温控系统胶温的波动和PVC 胶的变化,PVC胶膜厚不均的情况更加严重。为了保证质量,通过编辑UBS 机器人程序进行二次喷涂,以满足工艺质量要求。这样会增加PVC 胶成本、机器人硬件磨损和UBS 机器人喷涂节拍超标。
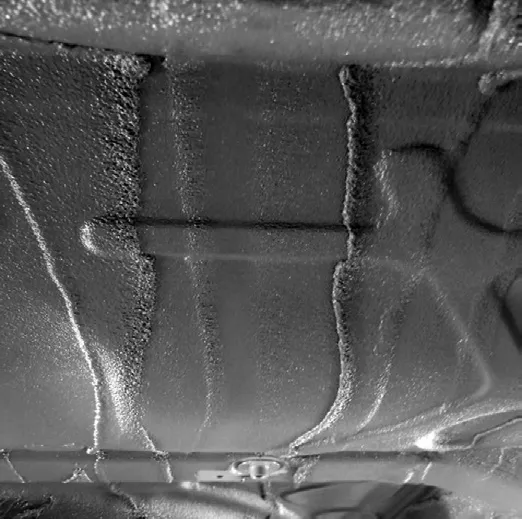
图2 UBS 机器人喷涂PVC 胶到车身的状态Figure 2 The state of the UBS robot spraying PVC glue to the body
1.2.2 高压喷涂
为使UBS 机器人雾化效果更好,喷涂膜厚更加均匀,UBS 机器人采用高压(25 MPa)喷涂,但PVC胶经过高压冲击后存在膜厚不均匀的情况,与工艺要求的膜厚存在差异。同时,UBS 机器人高压冲击PVC 胶叠加区域,加重了PVC 胶膜厚不均匀的情况,且PVC 胶受冲击后掉落,污染UBS 机器人内室体,导致危废物的产生。
1.2.3 喷嘴雾化
高压雾化的喷涂方式导致车身外表不固定位置PVC 胶污染,增加了后续工序的工作量。同时UBS机器人无法实现车身边缘位置的喷涂,需预留至少2 cm 的距离,防止PVC 胶飞溅。因此预留的 2 cm 区域,需人工使用手工枪进行补胶后,才能满足车身工艺质量的要求,大大增加了人工成本。
针对上述问题,机器人生产厂家给出的解决方案是为每台UBS 机器人增加计量缸,其改造费用高达500 万元人民币(共计10 台机器人、2 款车型),经过多次协商,价格无法降低,被国外的技术卡住了脖子。同时在生产线全天满负荷运行的生产模式下,停产改造不现实。
1.3 UBS 喷涂机器人喷涂PVC 胶膜厚不均匀原因 分析
通过鱼刺图(图3)分析PVC 胶膜厚不均匀的原因:1)人的方面,人员按照标准操作卡进行工作,不会导致UBS 喷涂机器人喷涂PVC 胶膜厚不均匀,为非要因;2)设备方面,UBS 机器人仿形程序姿态顺滑,无抖动,为非要因;3)机器人胶温控制范围设置满足生产需求,胶温波动范围均在设置参数范围内,为非要因;4)通过更新调压器和测试,发现调压器工作无问题,为非要因;5)材料方面,测试PVC 胶黏度在工艺许可范围内,为非要因;6)方法方面,过滤网运输使用套筒包裹且塑料密封,防止杂质随着过滤网进入到供胶系统内,为非要因;7)使用不同的机器人喷嘴进行喷涂测试,发现存在不同的膜厚状态,因此喷嘴为要因。
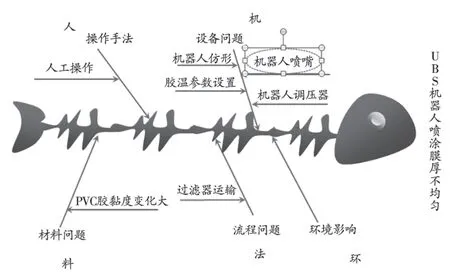
图3 鱼刺图Figure 3 Fishbone diagram
经过以上分析,确定UBS 机器人喷嘴是导致PVC 胶膜厚不均匀的主要原因。原UBS 机器人喷嘴开口长度为1 308 μm,宽度为401 μm,开口形状类似于“椭圆形”。其特殊的形状,导致UBS 机器人喷涂在车身上的PVC 胶存在“波浪形”的膜厚差异特性。高压冲击导致UBS 机器人喷嘴磨损严重,更加重了PVC 胶膜厚的不均。原UBS 机器人喷嘴使PVC 胶雾化喷涂在车身表面,雾化的PVC 胶受PVC 胶温度、黏度、设备硬件磨损的影响,飞溅到车身外表的各个位置,污染车身。
2 自主设计UBS 喷涂机器人喷嘴并成型运用
从改进机器人喷嘴出发对UBS 喷涂机器人进行工艺优化,其喷嘴设计思路为:针对设备能力有限、高压喷涂、喷嘴雾化3 项问题实行一一针对优化,改进喷嘴、降低机器人喷涂压力、喷嘴平流喷涂。
1)改进喷嘴,将原先类似于“椭圆形”的UBS 机器人喷嘴开口形状设计为“长方形”,可提升PVC 胶膜厚的均匀性和一致性。
2)降低机器人喷涂压力,减少UBS 喷涂机器人喷嘴及设备硬件的磨损、消除PVC 胶污染车身的问题。
3)喷嘴平流喷涂,消除雾化喷涂导致的膜厚不均现象,增加喷嘴出胶口的表面口径,增加其出胶流量。
根据以上的分析思路,制作出一款自主研发的喷嘴成型(图4)。
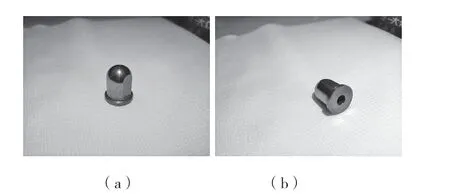
图4 UBS 机器人喷嘴Figure 4 The UBS robot nozzle
自主设计的UBS 喷涂机器人喷嘴试验参数见表1。
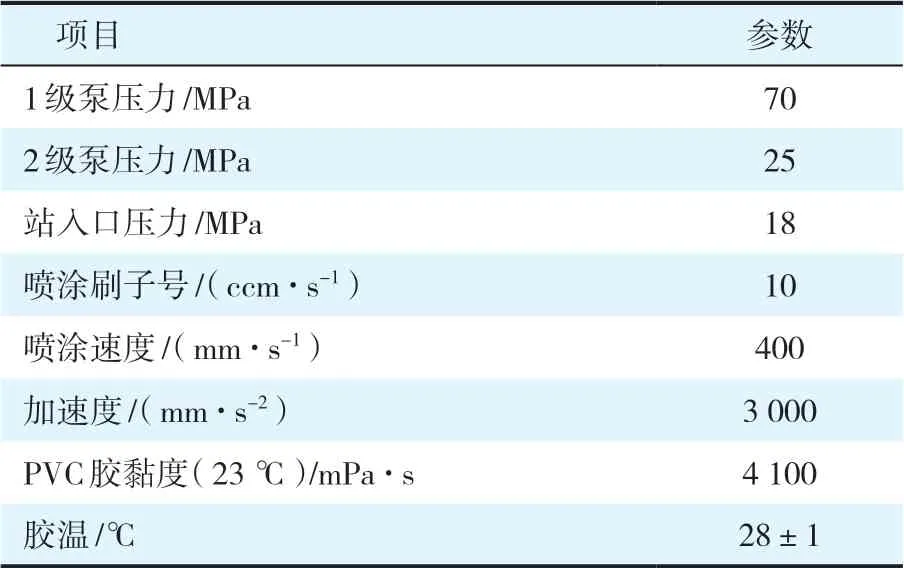
表1 自主设计的UBS 喷涂机器人喷嘴试验参数Table 1 Test parameters of self-designed UBS robot nozzle
UBS 喷涂机器人在不同喷涂距离下的喷板效果见图5。
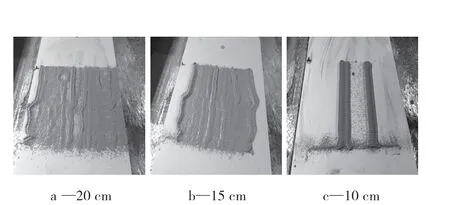
图5 不同的喷涂距离对喷板效果的影响Figure 5 Influence of different spraying distance on spray plate effect
图5 的喷涂结果无法满足工艺质量要求,于是在此基础上不断更改喷嘴孔径、喷嘴开口、喷嘴高度3项参数,用UBS 机器人进行喷板测试,查看喷涂状态并不断优化。最终按照表2 参数制作喷嘴,且经过机器人喷板测试,结果能够满足工艺需求(图6)。

表2 自主设计的UBS 喷涂机器人的喷嘴尺寸Table 2 Nozzle sizes of self-designed UBS spraying robot
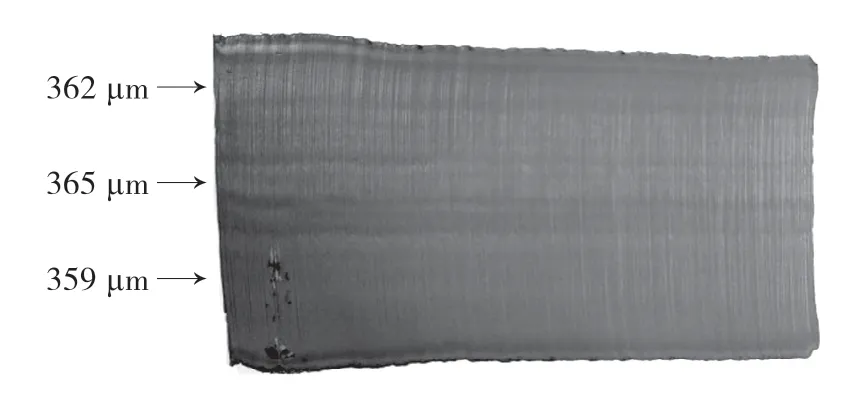
图6 最终的喷板结果Figure 6 Final spray plate result
使用自主设计的UBS 喷涂机器人喷嘴进行车身喷涂并经过质保同事验证,符合批量放行标准。
3 结语
自主设计的UBS 站机器人喷嘴取得了以下应用成果:
(1) 质量方面,喷涂膜厚均匀。
(2) 效率方面,额外降低6 s/车处理时间;UBS机器人站节拍节约7 s。
(3) 成本方面,机器人喷涂压力降低4.5 MPa,延长了设备使用寿命;各类费用(包括PVC 胶材料、喷嘴成本、罩衣、危废等)共计节约174.8 万/a。
(4) 该产品已获得实用新型专利证书,专利号:ZL202022394984X。
猜你喜欢
玻璃纤维(2022年3期)2022-07-12
中国民航大学学报(2021年2期)2021-06-24
太阳能(2020年8期)2020-09-01
太阳能(2020年7期)2020-08-01
特别健康·下半月(2019年4期)2019-05-09
恋爱婚姻家庭·青春(2019年3期)2019-03-15
家庭科学·新健康(2016年9期)2016-10-25
汽车维修与保养(2015年6期)2015-04-17
汽车维修与保养(2015年7期)2015-04-17
汽车维护与修理(2015年6期)2015-02-28
