大型钛-钢复合材料浓缩塔现场分段组装技术
2022-08-24 12:49:44刘吉坡李芳侠张立峰
化工装备技术 2022年4期
刘吉坡* 李芳侠 张立峰
(西部宝德科技股份有限公司 国家地方联合过滤分离工程研究中心 陕西省过滤分离工程研究中心)
0 引言


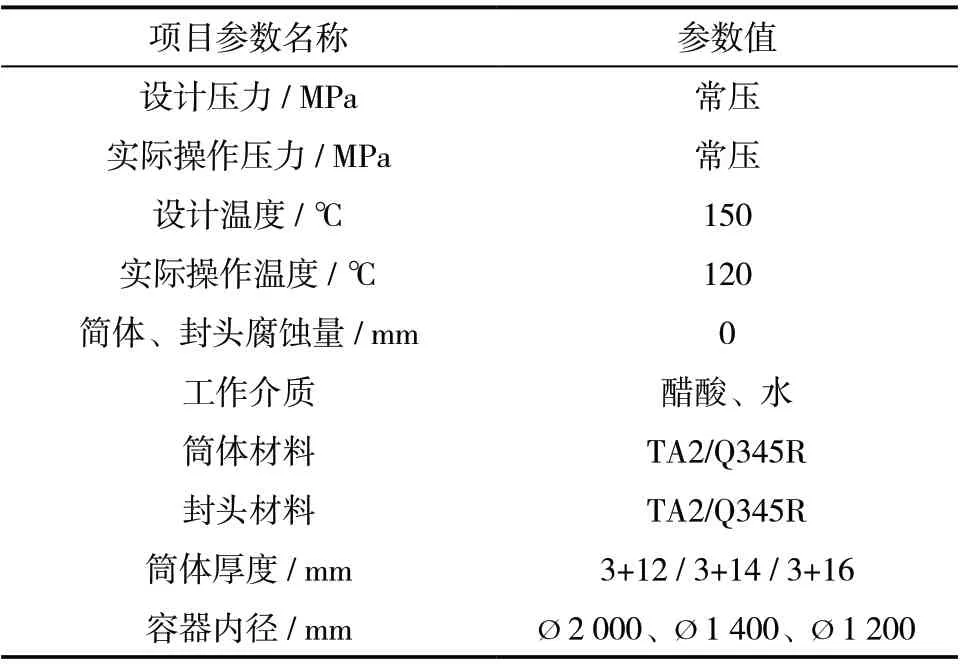
表1 浓缩塔技术参数

图1 浓缩塔主要结构和尺寸示意图(单位:mm)
1 整体方案
设备部件、材料、人员和现场施工条件具备后,先进行三段塔体钢层的组对、焊接井作业,为了保证三段塔体相互间的角度、塔体的直线度等因素满足施工要求,应对塔体进行角度、尺寸检测,组焊完毕后对焊缝进行外观检测和射线探伤;然后进行TA2复层组对、焊接作业,为了保证复层焊缝的可靠性,对复层进行气密性检测、渗透检测及外焊缝外观检测,铆焊工作全部完成后,对塔体进行整体压力试验和气密性检测;最后对设备进行整体除锈、涂漆等,再交付用户,进入吊装阶段。
2 施工过程
2.1 准备工作
现场需要达到“三通一平”(即水通、电通、路通和场地平整),安装时由于吊车的支撑要求,塔基周围20 m 以内地面必须硬化,塔体基础需清理、打磨、找平、复验,使其符合相关标准规定。塔体基础验收合格后,在基础上找出塔体安装的中心基准和标高基准线,放出十字中心线,并做好标记。
筒体吊装前将原基础中心点基准及十字线移植到底板上表面,作出明显标识,按塔体直径在底板放出塔体圆周线并沿内外壁设置第一段筒体安装靠栅,将第一段筒体吊起并插入靠栅内,用经纬仪或线锤测量该段筒壁的垂直度和中心偏差,并作必要的调整以满足设计要求,然后将其与基础用地脚螺栓紧固。沿塔体壁内外塔设脚手架,再依次进行以上各段筒体的正装(脚手架搭设随筒体安装同时进行)直至安装完塔顶。
2.2 塔体组焊
塔体组对顺序按照自下而上进行,分段塔体的组合依托现场临时搭建的钢平台,分段组合进行前,在其上下端口以内50 mm 处,每隔45°设置加固撑板,并幅向加设对称支撑,为了防止吊装时筒体变形,临时吊耳焊于上口支撑板处。各段均须对上下口部母材坡口进行清理,在上下端口外侧标明圆周0°、90°、180°、270°角度线,筒体环缝组对时以划线为基准进行环向调整。
2 000 mm、 1 400 mm、 1 200 mm 三段塔体组对过程为:立式吊装 2 000 mm 塔段,按照规定的角度将其座落于基础上,紧固地脚螺栓、螺母,紧固时分120°同时进行,紧固次数应至少达到3 遍;然后立式吊装 1 400mm 塔段,使其座落于 2 000 mm 塔段上口部,依据上下端口外侧标明圆周0°、90°、180°、270°线,以此为基准进行环向调整,点焊固定,要求错边量≤1 mm,按照焊接工艺对Q345R 基层焊缝施焊成型,TA2 复层组对、焊接工作暂不进行;重复以上步骤,吊装 1 200 mm 塔段,座落于 2 000 mm 段塔体上口部,TA2 复层组对、焊接工作暂不进行。
3 焊接
由于钢与钛两种材料不具有互熔性,因此,钛-钢复合板焊接时需将钢焊接与钛焊接分开进行,尤为重要的是,钢材料焊接时熔池内及其周围不能存在钛材料,同理,钛材料焊接时熔池内及其周围也不能有钢材料存在,如果钢焊缝中混入钛,则会出现焊缝夹渣等焊接缺陷,导致焊缝射线(RT)探伤不合格,需对焊缝进行返修。钛焊缝中混入钢,钛焊缝的抗腐蚀性能会急剧下降,设备服役之后短时间内会发生严重腐蚀,腐蚀性介质会穿过钛层直接腐蚀钢层,造成重大安全隐患。该设备复合板对接采用结构如图2 所示,并将对接母材边缘的复层剔除,避免钛混入钢的情况。
钛复层的作用是将介质与钢层隔离,防止介质与钢层直接接触,需在钢焊缝背面设置一层盖板,将盖板与复合板复层焊接,因复层会直接承受介质压力,之前因钢层焊接需要被剔除的复层部分不能空缺,否则盖板会处于悬空状态,介质形成的压力会将盖板或盖板与复层的焊缝压裂,因此需要在盖板下方设置垫板,如图2 所示。

图2 复合板对接结构示意图
3.1 钢基层焊接
塔体钢基层材料为Q345R,厚度分别为12 mm、14 mm 或16 mm,均采用单面V 型坡口。埋弧焊具有效率高、焊接缺陷少等优点,因此可以优先采用埋弧焊,但埋弧焊电大,热输入量大,第一道焊接时如果直接采用埋弧焊,V 型坡口的底边薄,较大的热输入量会造成底边较大范围被熔化,而此时熔池下方没有一定厚度的母材支撑,会造成熔池因重力作用下漏,不仅会造成焊接失效,还会使母材损坏,因此,本次焊接采用了氩弧焊打底+手工电弧焊填充+埋弧焊盖面的方案,焊接参数可见表2。

表2 钢基层焊接参数
3.2 钛复层焊接
复合板设备复层主要作用是抵御介质腐蚀,钛是一种活泼材料,在无保护状态下,300 ℃以上开始吸氧,700 ℃以上吸氮,尤其在高温熔融状态下,与氧、氮、氢发生化学反应较快,从而降低了材料的耐蚀性、韧性和塑性,且对焊接时母材、填充材料、焊枪或焊接环境等清洁度要求较高,杂质也会使材料的耐蚀性和韧性和塑性降低,钛焊缝一旦发生氧化,其耐蚀性会迅速下降,介质会在短时间内腐蚀焊缝和热影响区,因此钛焊接对焊接保护和母材、填充材料、焊枪和焊接环境的清洁性要求很高。
该设备TA2 复层焊接采用了严格的焊接方案,首先,应做好焊接前的清洁工作,对焊缝两边15 ~20 mm 范围内的母材用专用清洁布蘸无水乙醇进行擦拭,擦拭完毕后用20 mm 宽的焊接专用纸胶带粘封,防止异物和灰尘进入,同时也应采用无水乙醇对焊丝进行擦拭。焊接保护也是钛材料焊接时重要的环节,枪气和保护罩可以实现焊缝的正面保护,但无法对焊缝背面进行惰性气体保护,背面保护可以采用从检漏嘴通入氩气的方法来实现,焊接过程中应根据焊缝的保护效果及时进行调整,必要时应增加保护罩。焊接方法采用GTAW,焊接电压、电流、焊丝直径、枪气流量、焊接速度应严格按照焊接工艺的参数要求,参数具体可见表3。焊接后应对焊缝的原始颜色进行检验,银白色、金黄色、蓝色、灰色依次代表焊缝保护质量的高低,且不允许出现蓝色和灰色。

表3 钛复层焊接参数
4 质量控制
4.1 错边量、直线度
筒体的纵焊缝、筒节间环缝对接的错边量不应大于1.5 mm,任意3 000 mm 长圆筒直线度不得大于3 mm,塔体总直线度公差不应超过32 mm。
4.2 焊缝的NDE检测
钢基层A、B 类环缝应进行100%RT 检测,以NB/T 47013.2—2015 标准要求的Ⅱ级合格;TA2 复层贴条的角焊缝进行100%渗透(PT)检测,以NB/T 47013.5—2015 标准要求的Ⅰ级为合格。TA2 复层贴条、盖板的角焊缝经PT 检测合格后,从检漏嘴通入0.1 MPa 压缩气体,对焊缝进行肥皂水检漏,以保证焊缝的密封性。
4.3 压力试验及气密性试验
在塔体焊接和相关件安装完成后进行压力试验,所有管口用临时垫片、盲板封闭,试验介质为干净自来水,由于施工季节为夏季,压力试验温度应满足GB 150—2011《压力容器》标准要求不低于5 ℃的规定。在升压和保压过程中,对所有焊接接头进行检查,确保容器无渗漏、无可见变形和无异响。压力试验结束后,用压缩空气将容器内吹干,不得遗留水渍。为了保证浓缩塔整体密封的可靠性,水压试验合格后进行气密性试验,压力为0.1 MPa,检查所有焊接接头及密封面是否泄漏。
4.4 涂漆
由于塔节制造完毕到现场安装的时间较长,裸露的碳钢表面会生锈,因此出厂前单段塔节已经完成涂漆,由于吊装、支撑、组对和焊接等原因,塔节对接处和其他划伤部位需要涂漆,设备涂漆分为底漆、中间层、面漆三层,每层漆的品牌、颜色、漆膜厚度、表面质量等执行设备技术协议规定,与其他部位保持一致。
5 结论

猜你喜欢
石油化工设备(2022年6期)2022-11-25 05:27:18
Journal of Ocean University of China(2020年6期)2020-11-30 03:19:12
工程与建设(2019年1期)2019-09-03 01:12:38
爆炸与冲击(2019年2期)2019-02-27 02:25:00
山东冶金(2018年6期)2019-01-28 08:14:48
石油化工建设(2018年2期)2018-07-11 01:25:08
海峡科技与产业(2017年6期)2017-07-01 19:16:06
广西林业科学(2016年1期)2016-03-20 05:33:09
焊接(2015年7期)2015-07-18 10:59:17
焊接(2015年7期)2015-07-18 10:59:17