
REX-Ⅱ-S雪茄烟包装机烟组推手的有限元分析和优化
2022-08-19 14:56:02孙东亮常月勇戴由宗
烟草科技 2022年8期
张 阁,孙东亮,常月勇,戴由宗
山东中烟工业有限责任公司济南卷烟厂,济南市高新技术产业开发区科航路2006号 250000
荷兰ATD公司生产的REX-Ⅱ-S雪茄烟包装机是目前国内4家雪茄烟生产企业的主要生产设备,其最大包装速度为40盒/min,采用单路直推技术,可实现1个往复过程送入单层或双层雪茄烟的功能。该设备柔性生产能力强,可推送单层10、8、6支以及双层5-5支排列的烟组进入成型通道,与内衬纸汇合后形成内衬纸烟包。烟组推手在推送烟组过程中受到的应力若超过材料的屈服应力,容易导致推手产生塑性变形而无法恢复原状,进而影响推烟效果并降低推手使用寿命。近年来,针对包装机推手已进行了大量研究和改进。汤达伟等[1]对FOCKE FX硬盒包装机组的烟组推手进行有限元分析,并采用试验设计优化了推手的主要参数,改进后推手应力值和变形量分别降低23.0%和32.5%;胡波等[2-3]通过建立仿真计算模型研究了新型超高速包装机铝箔纸烟包推手装置的运动特性,并基于多刚体动力学理论和微型多目标遗传算法,对推手机构进行动平衡优化,有效降低了推手机构的摆动力和摆动力矩,避免了长臂推手的共振现象;周长江等[4]基于刚柔耦合系统动力学理论建立了超高速包装机推手机构的动力学模型,该模型与多刚体动力学模型相比,可以在高速状态下更加准确地计算长臂推手的动态应力;田晓鸿等[5-6]利用复极矢量函数建立了烟包推手的数学模型,并借助三维软件Pro/E对推手机构进行仿真分析,通过修正推手机构的设计缺陷,提高了机构运动的准确性和可靠性;苏勇达等[7]基于德国现代化产品研发理论,提出了一种系统化的推手机构设计方法,提高了机构设计的系统性、有效性和可行性。但针对REX-Ⅱ-S雪茄烟包装机烟组推手的优化改进则鲜见报道。为此,基于烟组推手的受力情况,利用ABAQUS有限元软件进行最大应力和最大变形量分析,并采用正交试验和综合平衡法优化烟组推手的关键尺寸参数,以期改善烟组推手的受力性能,延长使用寿命,提高雪茄烟包装机的运行效率。
1 问题分析
1.1 推烟装置工作原理
REX-Ⅱ-S雪茄烟包装机烟组推烟装置主要由气缸、挡块、压板、烟组推手、计数器等部分组成,见图1。推烟装置的工作区域(即烟支等待区)由烟组推手(8)、挡块Ⅰ(3)、挡块Ⅱ(7)和压板(4)构成,挡块Ⅰ与气缸Ⅰ(2)连接,挡块Ⅱ与气缸Ⅱ(5)连接,压板被固定在烟组上方。生产过程中,烟支(1)在X方向上均匀排列,当挡块Ⅰ在气缸Ⅰ的带动下抬起时,烟支沿X方向被送入工作区域;当计数器(6)达到累计触发条件时,气缸Ⅰ带动挡块Ⅰ下降并阻止烟支继续向工作区域输送,同时气缸Ⅱ带动挡块Ⅱ沿X反方向微动对烟组进行压缩;当计数和压缩过程完成后,烟组推手在凸轮连杆机构的带动下向Y方向运动,将烟组推送至下个工位并与内衬纸组合后送入小盒中。
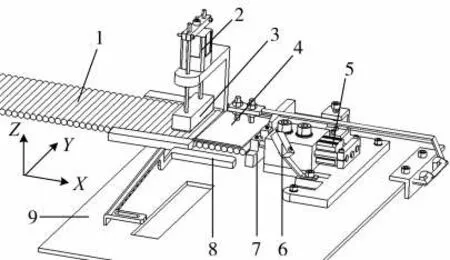
图1 推烟装置结构示意图Fig.1 Structure of cigar pushing device
1.2 存在问题
烟组推手在包装机运行过程中做间歇运动,当推手与烟组接触时受到一定冲击力,在推烟过程中还会受到烟组的反作用力,因此推手容易发生变形。若最大应力未超过材料屈服应力,则推手产生的弹性变形在退回过程中可恢复原状;若最大应力超过材料屈服应力(如推烟装置工作区域不畅通甚至堵塞时),则推手产生的塑性变形无法恢复原状,从而影响推烟效果,缩短推手使用寿命。
2 改进方法
2.1 烟组推手载荷计算
2.1.1 烟组受力分析
烟组在工作台面上静止时的受力分析见图2。可见,在竖直方向(Z方向)上,烟组受到的作用力有自身重力G、压板压力F1以及工作台面的支持力F3;在水平方向(X方向)上,烟组受到的作用力有挡块Ⅰ的压力F2、挡块Ⅱ的压力F4。根据理论力学中力的平衡原理[8]可得:
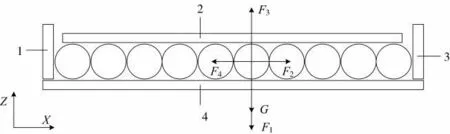
图2 烟组静止时受力分析示意图Fig.2 Mechanical analysis of static cigar group

沿X方向推进烟组时,F4最大值可以等效为气缸Ⅱ的最大推力F5;沿Y方向推进烟组时,因压板与烟组轻微接触,故认为压板对烟组的压力F1=0。由公式(1)可得:

式中:P为气缸Ⅱ压强,MPa;d为气缸Ⅱ直径,mm;m为烟组质量,kg;g为重力加速度,N/kg。
以济南卷烟厂生产的“泰山(红3G)”牌机制雪茄烟和C02B16-5D气缸(德国费斯托公司)为例,烟组质量m=0.0165 kg,气缸Ⅱ直径d=8 mm、压强P=0.55 MPa,g取10 N/kg,根据公式(2)计算可得F2=F4=27.632 N,F3=0.165 N。
2.1.2 烟组最大摩擦力
烟组在推手作用下沿Y方向运动时,受到压板、挡块Ⅰ、挡块Ⅱ和工作台面的摩擦力。已知压板和工作台面由黄铜制成,挡块由铝合金制成,查阅文献[9-10]确定烟组与黄铜、铝合金的摩擦系数分别为μ1=0.207,μ2=0.256,根据摩擦力计算公式可得:

式中:f1、f2、f3、f4分别为推手推动烟组时烟组受到压板、挡块Ⅰ、工作台面以及挡块Ⅱ的摩擦力,N;f总max为烟组受到的最大总摩擦力,N。
2.1.3 烟组推手载荷
烟组推手受到的最大作用力F推等于烟组受到的最大总摩擦力,即F推=f总max=14.490 N。推手与烟组的接触面为矩形(77 mm×8 mm),故推手受到的最大压强为:

式中:P推为推手推动烟组时推手受到的最大压强,MPa;S为推手与烟组的接触面积,mm2。
2.2 烟组推手的有限元分析
采用ABAQUS有限元软件(法国达索SIMULIA公司)对烟组推手进行结构与位移、应力的仿真计算。
2.2.1 网格划分
烟组推手由2124型铝材质制成,采用mm-MPa单位制,弹性模量为70 000 MPa,泊松比为0.33。因推手为整体结构件,含有多个圆角、整体圆等结构,无法直接采用六面体Hex结构化网格进行划分。如图3所示,沿直线AB对推手整体进行分割,左侧推手基体采用四面体Tet自由网格划分,可避免圆角、整体圆等特征网格划分时报错;右侧推手悬臂采用六面体Hex结构化网格分层划分[11-12]可保证计算结果精确。

图3 网格划分示意图Fig.3 Schematic diagram of meshing
2.2.2 载荷及约束
如图4所示,选择推手基体端的下底面(记作平面C)作为约束面,假设下底面3个方向的位移为0,旋转角度为0°[13-14];将推手悬臂端与烟组的接触面记为平面D,将最大压强0.023 522 7 MPa施加到平面D上;最大应力取米塞思应力,最大变形量取3个方向的总变形量。
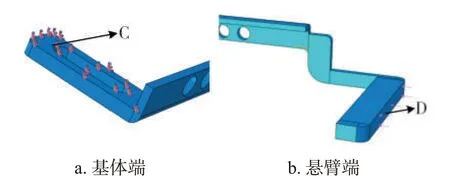
图4 载荷及约束示意图Fig.4 Schematic diagram of load and restraint
2.2.3 仿真结果
由图5可见,应力主要集中在推杆与推手结合的圆弧处,最大应力值为53.63 MPa;最大位移出现在推手悬臂端的外侧边缘处,最大变形量为2.789 mm。
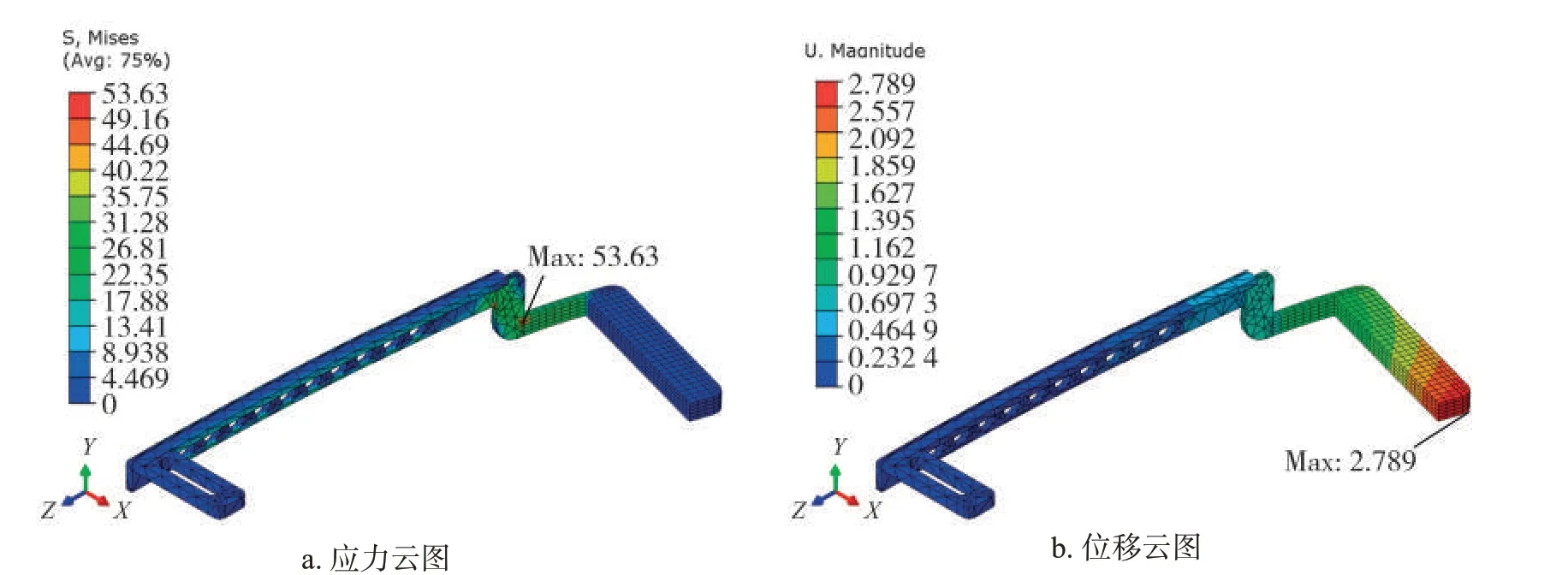
图5 烟组推手应力云图和位移云图Fig.5 Nephograms of stress and displacement of cigar group pusher
2.3 烟组推手的优化设计
2.3.1 参数选择
为改善烟组推手的受力性能,延长使用寿命,对推手进行参数优化,以解决因推手局部应力集中而导致推手变形等问题。通过对图6中烟组推手模型进行结构分析,得到影响推手受力性能的5个关键尺寸参数分别为L1、L2、L3、L4、R1,各参数原始尺寸分别为L1=8 mm、L2=27 mm、L3=13 mm、L4=3 mm和R1=10 mm。

图6 烟组推手尺寸参数示意图Fig.6 Schematic diagram of size parameters of cigar group pusher
2.3.2 正交试验选取最优组合
选取烟组推手的5个关键尺寸参数L1、L2、L3、L4和R1作为影响因素,每个因素取3个水平,设计五因素三水平正交试验L27(35)[15],各尺寸参数及水平设置见表1。每组试验均使用ABAQUS有限元软件进行模拟仿真,并输出最大应力、最大变形量和推手质量。
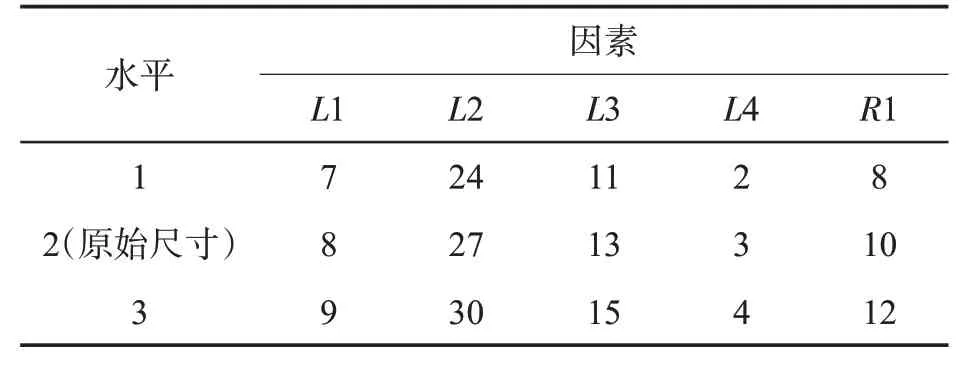
表1 正交试验参数及水平设置Tab.1 Setting parameters and levels of orthogonal test(mm)
正交试验设计及仿真结果见表2。根据正交试验原理,各参数的极差值越大,表明该因素对试验结果的贡献程度和影响力越大。对于最大应力、最大变形量和推手质量均期望越小越好,因此各指标进行参数优化时,k值越小对应的参数值越好。根据极差分析结果可得:①最大应力的影响顺序为L4>L1>L3>L2>R1,最 优 组 合 为L1=7 mm、L2=24 mm、L3=15 mm、L4=4 mm、R1=12 mm;②最大变形量的影响顺序为L4>L1>L2>L3>R1,最优组合为L1=7 mm、L2=24 mm、L3=11 mm、L4=4 mm、R1=12 mm;③推手质量的影响顺序为L4>L1>L3>L2>R1,最优组合为L1=7 mm、L2=30 mm、L3=11 mm、L4=2 mm、R1=12 mm。

表2 正交试验设计表及仿真结果Tab.2 Orthogonal experimental design and simulation results

表2(续)
2.3.3 综合平衡法选取最优组合
利用综合平衡法[15]确定最大应力、最大变形量和推手质量3个指标的最佳方案。由图7可见:①L1=7 mm时,最大应力、最大变形量、推手质量均最小,故L1=7 mm为最佳水平;②L2=24 mm时最大变形量最小,L2=30 mm时推手质量最小,L2=27 mm时较为均衡,故L2=27 mm为最佳水平;③采用取中法确定L3=15 mm、L4=4 mm为最佳水平;④R1=12 mm时,最大应力、最大变形量和推手质量均最小,故R1=12 mm为最佳水平。综上,确定最佳方案为L1=7 mm、L2=27 mm、L3=15 mm、L4=4 mm、R1=12 mm。由表3可见,与原始尺寸相比,最优尺寸下推手的最大应力降低48.09%,最大变形量降低44.07%,推手质量增加4.03%。

图7 综合平衡法分析示意图Fig.7 Schematic diagram of integrated balance method

表3 关键尺寸参数优化前后烟组推手受力性能对比Tab.3 Mechanical performances of cigar group pusher before and after optimization of key size parameters
3 改进效果
3.1 实验设计
材料:“泰山(红3G)”机制雪茄烟(铁盒包装,单排10支排列,带透明纸),“泰山(巴哈马原味)”机制雪茄烟(纸盒包装,单排10支排列,不带透明纸)(均由山东中烟工业有限责任公司济南卷烟厂提供)。
设备:REX-Ⅱ-S雪茄烟包装机2台(运行速度为40盒/min,荷兰ATD公司生产)。
方法:1#包装机生产“泰山(红3G)”机制雪茄烟,2#包装机生产“泰山(巴哈马原味)”机制雪茄烟,每台包装机上各有3个烟组推手。两台包装机均按两班制运行,每班次运行8 h,设备有效作业率在85%以上。当烟组推手变形量超标(最大塑性变形量超过2 mm)时更换推手,统计改进前后两台包装机各3个因变形量超标而更换的推手使用寿命,取平均值。
3.2 数据分析
由表4可见,改进前2#包装机的推手平均使用寿命比1#包装机缩短825.9 h,这是因为“泰山(巴哈马原味)”机制雪茄烟为纸盒包装,与铁盒包装相比形状差异较大且更容易变形,由此导致推烟装置工作区域容易出现堵塞现象而造成推手变形;改进后两台包装机的推手平均使用寿命分别延长125.97%和133.33%。

表4 烟组推手改进前后使用寿命对比Tab.4 Working life of cigar group pusher before and after modification (h)
4 结论
通过对REX-Ⅱ-S雪茄烟包装机烟组推手进行力学分析和ABAQUS有限元仿真模拟,得到推手的最大变形量出现在悬臂端的外侧边缘处,为2.789 mm;通过正交试验和综合平衡法对推手的关键尺寸参数进行优化后,推手质量增加4.03%,最大应力降低48.09%,最大变形量降低44.07%。以济南卷烟厂使用的2台REX-Ⅱ-S雪茄烟包装机为对象进行测试,结果表明:优化后2台包装机推手的平均使用寿命分别延长125.97%和133.33%,有效提高了雪茄烟包装机的运行效率。
猜你喜欢
种子科技(2023年21期)2023-12-13 08:15:10
环球市场(2021年33期)2021-12-17 17:55:34
装备制造技术(2021年1期)2021-05-21 07:54:50
装备制造技术(2020年11期)2021-01-26 00:39:04
四川建筑(2020年1期)2020-07-21 07:26:06
中国烟草学报(2019年5期)2019-11-14 07:54:12
四川水泥(2017年9期)2017-11-03 06:33:35
电子制作(2016年23期)2016-05-17 03:53:44
机电信息(2014年23期)2014-02-27 15:53:31
机电信息(2014年20期)2014-02-27 15:53:22
