
YB25软盒包装机商标纸冷热胶组合喷涂系统的设计与应用
2022-08-19 14:56:04杨明权吕小波邱仕强潘永华杨雪蓉
烟草科技 2022年8期
杨明权,吕小波,邱仕强,潘永华,桑 丛,杨雪蓉,李 军,聂 鑫,范 羿,吴 峰
红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100
ZB25软盒包装机组是引进意大利GD公司GDX1包装机组生产技术研制的中速包装设备[1]。为满足市场需求,软盒硬化包装技术目前在国内卷烟企业中得到广泛应用[2]。软盒硬化包装使用的商标纸主要是白卡纸,其厚度超过软盒商标纸,生产中由于中支烟软盒硬化卷烟的商标纸搭口面积较小,导致商标纸折叠成型后因侧边反弹而容易产生搭口开胶等问题,影响卷烟产品质量。为适应软盒硬化卷烟生产需求,吕小波[3]将热熔胶技术应用于GDX1包装机组,实现了软盒硬化卷烟生产;汤达伟[4]对YB25包装机商标纸输送装置进行改进,解决了商标纸输送过程中容易阻塞和歪斜等问题;邓永祥等[5]采用齿形吸风带啮合传动技术对商标纸输送装置进行改进,解决了加厚商标纸歪斜以及输送不到位等问题;李正伟等[6]通过分析变速系统的运动特点,结合铰链连接的磨损计算方法,在系统中引入双行星轮结构,解决了GDX1包装机组烟包输出装置故障率高等问题;沈继权[7]采用真空吸风带式铝箔纸输送方式对YB25包装机进行改进,解决了铝箔纸跑偏问题。但对于包装机组使用热熔胶和冷胶同时喷涂商标纸的研究则鲜见报道。为此,基于YB25包装机设计了一种商标纸冷热胶组合喷涂系统以及喷嘴清洁装置,以期提升卷烟包装品质,提高设备运行效率。
1 存在问题
YB25软盒包装机原上胶系统为机械式涂胶,通过涂胶辊及上胶片的不断旋转,完成商标纸上胶。由表1可见,软盒硬化卷烟的商标纸基材为白卡纸,其厚度由软盒商标纸的90μm增加到210μm,且软盒硬化商标纸在印刷时采用与硬盒商标纸相同的压痕工艺,折叠成型过程中变形量较大[8-9]。此外,YB25包装机现采用的热熔胶粘贴工艺技术,虽然热熔胶固化时间短,但胶点固化效果没有冷胶牢固[10],当辅机设备停机后,输送通道上的烟包受到挤压会产生搭口开胶等问题,导致烟包废品数量增加,影响卷烟产品品质。

表1 各种商标纸主要技术指标对比Tab.1 Comparison of main technical indexes of various labels
2 改进方法
为保证商标纸折叠成型后粘贴牢固,在设计冷热胶组合喷涂系统时着重考虑以下方面:①选择设备主传动轴作为轴编码器的连接轴,以保证胶液喷涂的准确性。②在靠近喷嘴位置选取检测信号,以减少胶液喷涂误差。③利用原上胶系统的空间位置,并使喷嘴能够在前后、左右2个方向移动,以方便拆卸和维修保养[11]。④为避免设备停机时残留的胶液发生凝结,造成冷胶喷嘴阻塞[12],增加冷胶喷嘴清洁装置。
2.1 改进后上胶工艺
改进后采用冷热胶同时喷涂的方式解决商标纸搭口开胶问题。如图1所示,改进后在原来5个热胶点的基础上增加2个冷胶点,冷胶点与热胶点交叉分布,可使胶点避开下纸通道的导条和滚轮。
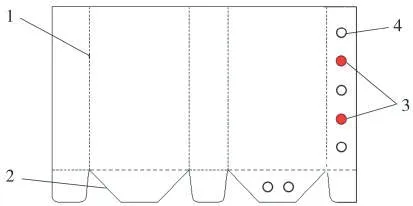
图1 改进后软盒硬化商标纸上胶工艺图Fig.1 Gluing process of stiff label after modification
2.2 结构组成
热熔胶和冷胶组合喷涂系统主要由基座、安装座、水平安装座、热熔胶喷涂机构、冷胶喷涂机构、下纸导板、检测器2、检测器1等部分组成,见图2。其中,下纸导板(6)上设置有栅格,以避开商标纸上胶位置;检测器2(7)和检测器1(8)用于检测商标纸到位情况;安装座(2)固定在基座(1)的侧面板上,水平安装座(3)插接在安装座上;热熔胶喷涂机构(4)安装在水平安装座的顶面;冷胶喷涂机构(5)安装在水平安装座的底面;为防止冷胶凝结造成喷嘴阻塞,在冷胶喷涂机构内部设计了冷胶喷嘴清洁装置。
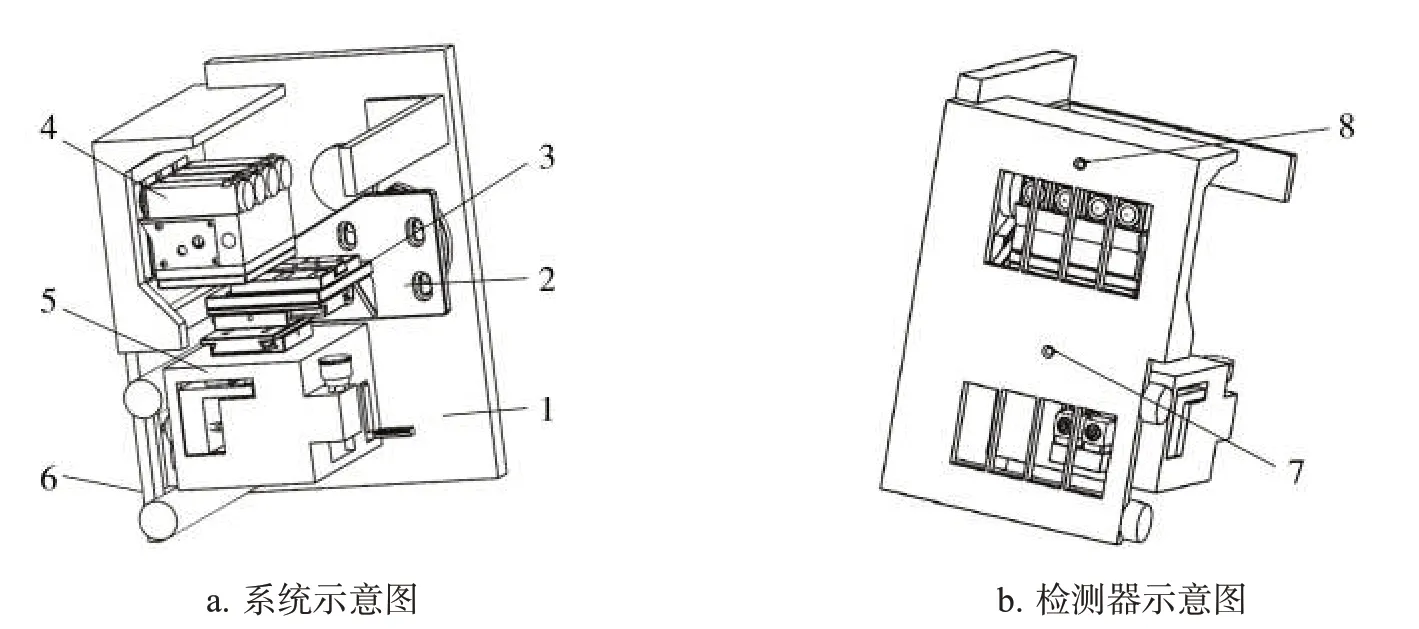
图2 商标纸冷热胶组合喷涂系统结构示意图Fig.2 Structure of hybrid system combining a cold adhesive applicator with a hot melt adhesive applicator for label
2.2.1 热熔胶喷涂机构
热熔胶喷涂机构包括热胶枪、热胶枪箱体、热胶枪底板、前后滑块、前后滑座、隔热板和热胶枪侧板等部分,见图3。前后滑座(5)通过螺栓固定在水平安装座上且可左右调整,滑座上方沿前后方向均布有燕尾槽,用于实现热胶枪(1)的前后调整。热胶枪箱体(2)的一侧固定在热胶枪底板(3)上,另一侧安装有热胶枪,热胶枪底板与前后滑块(4)之间安装有隔热板(6)用于隔绝热量。热胶枪与供胶系统相连,通过控制器控制喷胶。热胶枪箱体内安装有加热器和温度检测器,用于对热胶枪内的热熔胶进行加热和温度控制,防止热熔胶凝结。
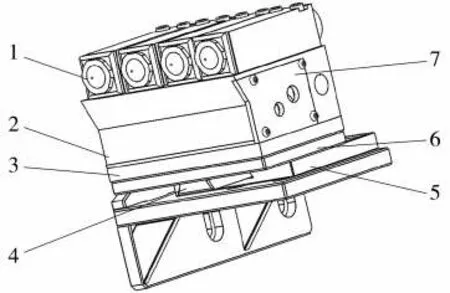
图3 热熔胶喷涂机构结构示意图Fig.3 Structure of hot melt adhesive applicator
2.2.2 冷胶喷涂机构
冷胶喷涂机构包括前后滑块、前后滑块底座、左右滑块、左右滑块底座、冷胶安装框体和冷胶枪等部分,见图4。前后滑块(1)固定在水平安装座上,前后滑块底座(2)与前后滑块配合,沿燕尾槽方向前后调整冷胶喷胶机构,调整完成后利用紧定螺栓完成定位。左右滑块(3)安装在前后滑块底座上,左右滑块底座(4)与左右滑块配合,沿燕尾槽方向左右调整冷胶喷涂机构。冷胶安装框体(5)安装在左右滑块底座上,底座上安装有冷胶枪(6),冷胶枪喷涂口对应下纸导板上的栅格。冷胶枪连接供胶系统,通过控制器控制喷胶。
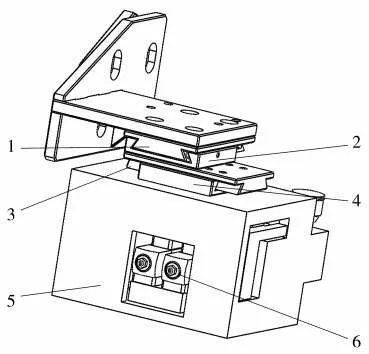
图4 冷胶喷涂机构结构示意图Fig.4 Structure of cold adhesive applicator
2.2.3 冷胶喷嘴清洁装置
冷胶喷嘴清洁装置安装在冷胶喷涂机构内部,包括毛毡支架、毛毡、凡士林喷嘴、冷胶枪、冷胶枪支架、前后气缸、左右气缸等部分,见图5。冷胶枪(4)固定在冷胶枪支架(5)上,同时与凡士林喷嘴(3)并排安装在冷胶安装框体上。冷胶枪在前后气缸(6)的带动下前后移动,设备运行时冷胶枪位于前端工位完成喷胶,设备停机时冷胶枪向后移动40 mm,便于清洁和密封喷嘴。毛毡(2)安装于毛毡支架(1)上,毛毡支架固定在冷胶安装框体上,毛毡支架在左右气缸(7)的带动下可左右移动,利用毛毡擦拭喷嘴实现对冷胶枪喷嘴的清洁。凡士林喷嘴与凡士林供给装置相连,通过在毛毡上添加凡士林,完成对冷胶枪喷嘴的密封。
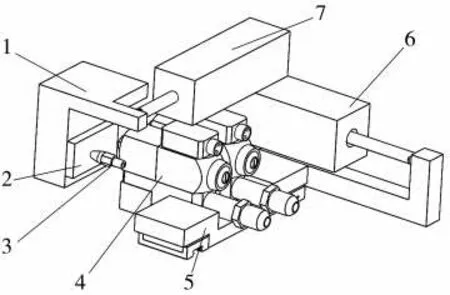
图5 冷胶喷嘴清洁装置结构示意图Fig.5 Structure of cleaning device for cold adhesive nozzle
2.2.4 控制系统
由图6可见,商标纸自上而下输送,当检测器1检测到商标纸时,结合主传动轴编码器相位信号,由控制器控制热熔胶喷涂机构完成喷胶;商标纸由输送辊带动继续向下输送,当检测器2检测到商标纸时,再次结合主传动轴编码器相位信号,由控制器控制冷胶喷涂机构完成喷胶;当设备停机时,控制器发出指令,冷胶枪在前后气缸的驱动下向后运动40 mm,与凡士林喷嘴处于同一水平面,此时涂有凡士林的毛毡在左右气缸的驱动下向右运动,利用毛毡对冷胶枪喷嘴进行清洁,同时利用凡士林对冷胶枪喷嘴进行密封,防止冷胶凝固堵塞喷嘴。单次喷胶及清洁流程见图7。
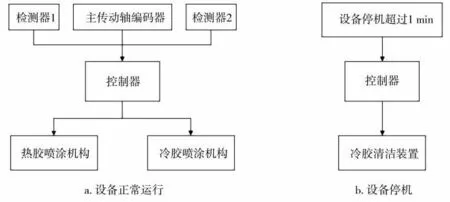
图6 冷热胶组合喷涂及清洁装置控制图Fig.6 Control charts of hybrid system combining a cold adhesive applicator with a hot melt adhesive applicator and cleaning device
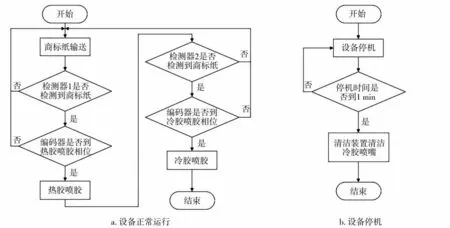
图7 单次喷胶及清洁流程图Fig.7 Flow chart of single gluing and cleaning
3 应用效果
3.1 实验设计
材料:“玉溪(境界)”牌中支卷烟[红塔烟草(集团)有限责任公司玉溪卷烟厂提供]。
设备:ZB25软盒包装机组包括YB25软盒包装机、YB55小盒透明纸包装机、YB65条盒包装机、YB95条盒透明纸包装机(上海烟草机械有限责任公司)。
方法:设置YB65条盒包装机生产速度为250包/min(预制条盒),YB25软盒包装机上胶系统改进前后实际产量分别为600和200箱(1箱为0.25万包),根据产量和不合格烟包数量计算不合格率,并统计改进前后单箱商标纸消耗量。烟包不合格率=不合格烟包数量/实际产量×100%。
3.2 数据分析
由表2可见,改进后单箱商标纸消耗量从2 792张/箱降低到2 532张/箱,下降9.3%;烟包不合格率从8.96%降低到3.99%。上胶系统运行稳定,有效降低了卷烟辅料消耗。
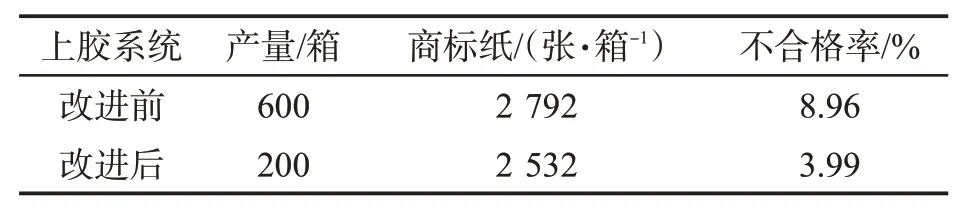
表2 上胶系统改进前后测试数据对比①Tab.2 Comparison of test data of gluing system before and after modification
4 结论
通过对YB25软盒包装机商标纸上胶工艺进行改进,设计了一种可调节喷嘴位置的商标纸冷热胶组合喷涂系统及喷嘴清洁装置,解决了软盒硬化卷烟商标纸搭口开胶等问题。以玉溪卷烟厂生产的“玉溪(境界)”牌中支卷烟为对象对改进前后的包装机进行对比测试,结果表明:在YB65条盒包装机生产速度250包/min下,改进后单箱商标纸消耗量降低9.3%,烟包不合格率降低4.97百分点,上胶系统运行稳定,烟包商标纸粘贴牢固,降低了卷烟辅料消耗,提高了卷烟包装品质。
猜你喜欢
学苑创造·A版(2022年5期)2022-05-19 05:42:43
科学技术创新(2020年4期)2020-04-02 09:58:32
印刷工业(2020年5期)2020-03-29 06:47:08
设备管理与维修(2019年17期)2019-10-26 03:50:44
中国设备工程(2019年17期)2019-09-24 09:25:14
设备管理与维修(2019年9期)2019-09-12 07:44:06
中小企业管理与科技(2018年34期)2018-02-07 16:30:08
设备管理与维修(2015年1期)2015-01-06 07:47:20
印刷技术·包装装潢(2014年4期)2014-06-18 23:29:06
粘接(2014年10期)2014-04-29 00:44:03
